Введение
Обработка древесины - одно из наиболее древних ремесел. Инструмент и приемы обработки древесины широко известны.
Приемы обработки дерева при постройке авиационных моделей очень многообразны: это раскалывание, точение, строгание, фанерование, долбление, сверление, гнутье, склеивание и др.
Незнание элементарных приемов обработки и наладки инструмента вызывает излишние трудности в работе и подчас даже отбивает желание работать. Можно заметить, как начинающий моделист, пользуясь тупой пилой, долго трудится и, не получив желаемых результатов, раскалывает доску вдоль слоя топором или ножом. Часто это приводит к порче детали. Получаемые при этом остатки материала, как правило, нельзя использовать, и они теряют свою ценность. Работа острым, исправным и соответствующим своему назначению инструментом всегда эффективна и не требует больших физических усилий.
Обрабатывать древесину можно вручную, с применением механизированных инструментов и на станках.
Для обработки деревянных деталей применяют столярный, а также специальный модельный инструмент.
Каждому моделисту необходимо иметь набор столярного инструмента, а в модельных мастерских, кроме того, должны быть небольшие деревообрабатывающие станки
Разметка и разметочный инструмент
 Прежде чем начинать обработку детали, нужно разметить заготовку. От правильности и точности разметки во многом зависит качество детали. Даже небольшие ошибки в нанесении разметочных линий могут повлечь за собой непоправимый брак. Несмотря на кажущуюся простоту этой работы и несложность применяемого инструмента, необходимо быть очень внимательным, а по окончании разметки тщательно проверить сделанные построения.
Прежде чем начинать обработку детали, нужно разметить заготовку. От правильности и точности разметки во многом зависит качество детали. Даже небольшие ошибки в нанесении разметочных линий могут повлечь за собой непоправимый брак. Несмотря на кажущуюся простоту этой работы и несложность применяемого инструмента, необходимо быть очень внимательным, а по окончании разметки тщательно проверить сделанные построения.
Для проведения линий в столярном деле применяют рейсмас, чертилку и циркуль с остро заточенными ножками. При изготовлении же летающих моделей эти инструменты используют реже, так как они глубоко надрезают поверхность деталей, значительно уменьшая их прочность. Следует иметь в виду, что на гладких поверхностях, предназначенных для полирования или покрытия нитролаками, от этих инструментов остаются глубокие, трудно устранимые следы.
Для проведения линий при разметке лучше всего пользоваться простым графитовым карандашом. Для разметки деталей из твердых пород дерева применяются карандаши ТМ, Т, 2Т и ЗТ, для мягких пород, например, для липы или ели - карандаши М.
Для разметки применяется следующий инструмент.
Линейка металлическая или деревянная с миллиметровыми делениями служит для измерения и откладывания размеров. При разметке также можно пользоваться складным метром или стальной рулеткой, для размеров менее 100 мм - штангенциркулем.
Угольник металлический служит для разметки прямых углов и их проверки. Правильность таких угольников проверяется сличением их с контрольным угольником. Если контрольного угольника нет, то на ровной доске с прямой кромкой проводят по угольнику линию, затем угольник поворачивают на другую сторону и проводят рядом с первой линией вторую.
Если линии получились параллельными, угольник верен.
 Малка служит для откладывания углов и их проверки. Устанавливают малку на желаемый угол с помощью транспортира или угломера.
Малка служит для откладывания углов и их проверки. Устанавливают малку на желаемый угол с помощью транспортира или угломера.
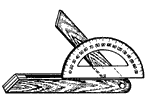
Рейсмас служит для нанесения линий, параллельных кромке.
 |
Тонкую фанеру, картон и целлулоид рейсмасом можно не только размечать, но и резать. Для этого чертилку рейсмаса нужно заточить в виде резца.
ПИЛЕНИИ ДРЕВЕСИНЫ и древесных МАТЕРИАЛОВ.
Задачей является не просто разделение древесины, а выполнение размерной операции по обработке поперечных, продольных, косых, наклонных плоскостей с помощью пилы. В идеале плоскость, полученная пилением, не подвергается никакой последующей обработке и является геометрически и размерно-точной.
На сегодняшний день лучшим инструментом для ручного пиления в домашних условиях является ножовка с универсальным зубом с шагом 2,5 ... 4,5 мм. Такая ножовка позволяет производить точное пиление в любом направлении и является универсальной в хозяйстве. Она также хороша в профессиональном деле. Ножовкой можно выполнить пропилы в древесине в любом направлении шириной пропила величиной с толщину развода ножовки и более, т.е. одной только ножовкой можно оформить паз шириной от величины развода ножовки (1,5 - 2 мм) до 4 - 5 мм и более. Более широкие пазы выполняются с помощью ножовки и стамески. Ножовкой можно очень точно и лучше чем напильником подправить боковые поверхности шипа.
Универсальная заточка зуба по форме ближе к зубу для продольного пиления и поэтому исходным при заточке является именно он. Практикой проверены несколько типов заточки (см. приложение). При разной трудоемкости они дают сравнимые результаты. Поэтому способ заточки можно выбирать по форме зуба пилы, напильника, оснастки и своего навыка в заточке пил. Ножовка, как и любой режущий инструмент, должна быть всегда остро заточена, быть прямолинейной, иметь соответствующий развод, иметь удобную рукоять.
Теперь, собственно, о пилении. Прежде всего, необходимо выбрать удобную позу. Ноги расставлены, спина прямая, наклон туловища осуществлен в тазобедренных суставах, упор на левую (для правши) руку. Положение равновесное, устойчивое, комфортное.
Пиление осуществляется по разметочной линии, срезая половину ее со стороны удаляемого материала, т.е. всегда линия разметки (половина ее) остается в детали (в теле детали). Удобнее, когда линию разметки наблюдаешь слева от ножовки. Это достигается расположением заготовки. При достижении определенного навыка пропил также легко выполняется и слева от линии.
Сама заготовка при пилении должна быть закреплена, зафиксирована в тисках, или на специальных упорах с прижимом неработающей рукой. Размерное пиления всегда (в большинстве случаев) осуществляется с лицевой стороны заготовки горизонтальным движением ножовки. Особое внимание обращаем на прямолинейность движения ножовки как в горизонтальной, так и в вертикальной плоскостях. Все тело, ноги, спина, шея, опорная рука расслаблены. Работающая рука без напряжения удерживает ножовку, мышцы задействованы только те, что необходимы для удержания ножовки и ее перемещения. Проверьте, не включены ли мышцы противодействия (сгибатели-разгибатели и наоборот).
Запил (начало пиления) производится наклонной ножовкой движением от себя с дальнего края разметочной линии. Удерживая ножовку навесу, делаем одно-два плавных движений ножовки над разметочной линией. Наблюдаем прохождение кромок зубьев ножовки относительно линии, корректируем ее положение и на движении от себя легко касаемся ножовкой заготовки. Главное - не срезать линию. Если запил прошел отступя от линии в сторону снимаемого материала, то это легко поправляется. Ножовка наклоняется на угол примерно 10° к горизонту (практически ложится на заготовку) зубьями в сторону желаемого смещения запила и делается несколько легких продольных движений ножовки практически без нажима до достижения зубьев ножовки разметочной линии. Не останавливая продольных движений ножовки, она поворачивается в вертикальное (или другое необходимое) положение и продолжается запил. При погружении ножовки в материал на глубину ~ 2 мм ножовка из наклонного положения переводится в горизонтальное без остановки ее продольных движений. Во время пиления давить на ножовку не следует - она как бы сама пилит и выбирает необходимую для нее оптимальную глубину резания (толщину снимаемых стружек).
Как же следует направлять ножовку на разметочную линию? Существует правило: берется в левую (нерабочую) руку брусочек дерева с плоским торцом, устанавливается на линии пропила, через этот брусок осуществляется и фиксация заготовки на упоре, и по торцу этого брусочка производится направление ножовки на линию прижимом ее к торцу бруска при запиловочном движении ножовки. Пальцы левой руки находятся на безопасном расстоянии и исключается их травма ножовкой. Но таким способом более чем затруднительно выполнить точный рез ножовкой, особенно когда осуществляется длинный, наклонный, косой или коррекционный пропил. По мнению автора, более профессиональным является направление ножовки большим пальцем неработающей руки. При правильном и контролируемом положении руки это также безопасно, но позволяет постоянно осуществлять визуальный контроль за положением ножовки и управлять процессом пиления. Кисть левой руки располагается на заготовке, прижимая ее, на расстоянии 2,5-3 см от пропила. Большой палец отогнут вверх-вправо и касается ножовки выше зубьев на 3-5 см. Он практически исключен из опасной зоны воздействия зубьев ножовки. Наиболее травмируемым является указательный палец. Его, как и остальные пальцы, подгибают , укладывая на заготовку ногтями, и таким образом прижимают заготовку. Или обхватывают заготовку вместе с упором, контролируя положение указательного пальца. Постоянное нахождение в состоянии контроля за своими действиями полностью исключает возможность травматизма. Должно действовать правило: ни одного неосмысленного движения или действия, т.е. ни одного автоматического действия. Это начало развития самоконтроля, который должен быть включен всегда.
Выполнение наклонного пропила осуществляется следующим образом: производим запил на дальнем ребре, переводим ножовку в горизонтальное положение и пропиливаем на глубину 1-1,5 мм. Затем наклоняем ножовку на необходимый угол, ориентируя ее по разметочной линии, и осуществляем пиление по ней. Несколько пробных наклонных пропилов позволяет вполне освоить этот процесс. Косые пропилы осуществляются, так же как и прямые. Особенностью является несколько затрудненный запил - ножевка при запиле на ребре движется под углом к волокнам и стремится соскользнуть с них. В этом случае поступаем так как и при наклонном пилении: на ребре делаем надпил перпендикулярно волокнам (ни в коем случае не перерезая линию разметки) и затем, повернув ножовку на разметочную линию, спокойно пилим горизонтальной ножовкой , контролируя пропил по вертикальной (или иной необходимой) линии разметки.
Формообразование ножовкой паза шириной более ее толщины, например под тонкую шпонку осуществляется так: размечаем паз, осуществляем вертикальный (или иной необходимый) пропил на полную нужную глубину по правой разметочной линии. Затем как и при коррекции запила укладываем ножовку почти плашмя на заготовку (угол 5-10°) зубьями ко второй разметочной линии и горизонтальными движениями ножовки подводим ее зубья к левой разметочной линии. Поворачиваем ножовку в вертикальное положение (или другое необходимое) и, плотно прижимая ножовку к левой стороне пропила, производим пиление полученного уступа, формируя левую сторону паза. Таким образом легко изготавливаются пазы шириной до 4...5мм. Это упражнение дети осваивают легко и хорошо с ним справляются.
Полезно отметить использование ножовки для подправки толщины шипа. Заготовка устанавливается горизонтально плоскостью шипа вверх. На плоскость шипа перпендикулярно к ней зубьями накладывается ножовка. Большой палец левой руки как при запиле фиксирует ее. Теперь производим пилящие движения ножовкой, в то же время перемещая ее большим пальцем левой руки по плоскости шипа. Движения осуществляем как перпендикулярно оси заготовки, так и несколько под углом вправо и влево. За несколько проходов по плоскости легко снимается слой до 2мм. Такой способ легче, точнее и лучше обработки шипа рашпилем или напильником. Ко всему прочему мы прекрасно шероховатим поверхность для последующей склейки.
В итоге мы знаем, что пилением производится точная размерная обработка, подготавливается поверхность под склейку, исправляются погрешности. Именно точность пиления обеспечивает качество прилегания поверхностей стыков. Пиление - ответственная и то же время увлекательная операция обработки древесины.
Инструменты, относящиеся к пилению древесины.
 |
Пила для ручной работы состоит из двух основных частей: станка или рукоятки, за которую держат пилу во время работы, и зубчатого полотна пилы.
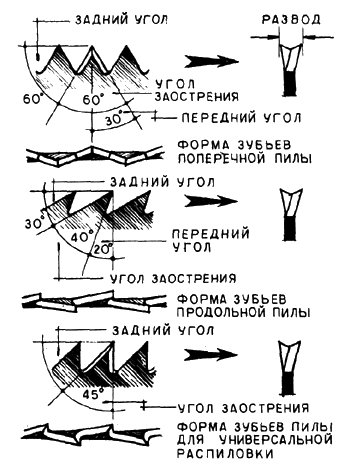
Каждый зуб пилы представляет собой резец. Зубья пилы, отогнутые попеременно в стороны, образуют так называемый развод, который облегчает движение полотна пилы, так как пропил получается шире, чем толщина полотна.
 В зависимости от формы зуба и его заточки различают поперечные, продольные и универсальные пилы. Пилы могут быть ручными и механизированными.
В зависимости от формы зуба и его заточки различают поперечные, продольные и универсальные пилы. Пилы могут быть ручными и механизированными.
По размерам зубьев пилы подразделяют на мелкозубые (высота зуба до 3 мм), нормальные (высота зуба 4-5 мм) и крупнозубые (высота зуба - 6-8 мм).
Для точной работы применяют мелкозубые пилы, для грубой распиловки по мягкой или сырой древесине - крупнозубые.
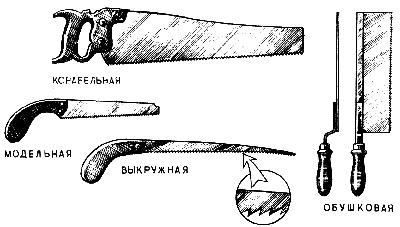
Ручные пилы
Поперечная пила предназначается для распиловки древесины поперек волокна, ее зубьям придана форма.
Продольная пила применяется для распиловки древесины вдоль волокна. Основное ее отличие от поперечной пилы - отсутствие боковых граней на зубьях.
Пила для универсальной распиловки, применяющаяся для распиловки как в продольном, так и поперечном направлениях, отличается формой зуба.
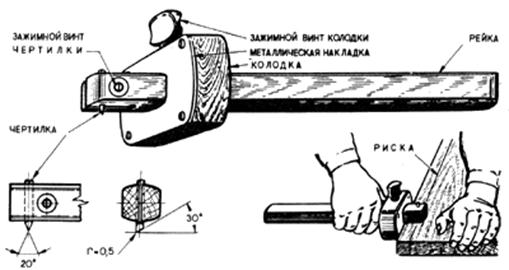
По конструкции пилы делятся на пилы с натянутым полотном и пилы со свободным полотном.
Лучковая столярная пила относится к виду пил с натянутым полотном. Ее можно использовать для самых разнообразных работ в зависимости от ширины поставленного полотна и формы его зубьев.
Ножовки (корабельные, обушковые) имеют свободное широкое полотно с зубьями различной формы и величины. Благодаря способности удерживать направление пропила ножовки очень удобны в моделировании.
 Заточка ручных пил
Заточка ручных пил
Работать тупой или неисправной пилой тяжело и непроизводительно, поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки. Для этого удаляют тряпкой, смоченной в керосине, с поверхности пилы смолу и ржавчину, затем, если пила была погнута, ее выпрямляют. Править пилу следует киянкой на ровной металлической поверхности.
Выправленную пилу зажимают в слесарные или специальные тиски зубьями вверх и ровняют зубья по высоте и форме трехгранным личным напильником, а затем приступают к их разводке. При разводке пилы зубья по всей длине пилы разгибают поочередно в противоположные стороны.
В результате разводки зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
Плохо разведенная пила дает неровный пропил и уводит его в стороны.
Пилы разводят специальным инструментом - разводкой. Зубья пилы через один отгибают в одну сторону, а пропущенные зубья - в противоположную. Если нет разводки, эту работу можно выполнить отверткой.
После разводки пилу затачивают личным трехгранным или ромбовидным напильником.
Лобзики - вид небольших ручных или механических станков с натянутыми тонкими пильными полотнами, так называемыми пилками для лобзиков.
Лобзики применяются для самых тонких и ажурных работ, главным образом для выпиливания фасонных отверстий и криволинейных пропилов.
Конструкция лобзика зависит от размеров выпиливаемых деталей и от того, какой материал надо пилить. Для работы по твердому дереву, пластмассам и металлу применяют металлические лобзики с небольшим выносом. Для работы по фанере пользуются деревянным или металлическим лобзиком с большим выносом.
 Полотна лобзиков известны в продаже под общим названием "пилки для металла" и "пилки для дерева". Работа лобзиком требует большой аккуратности, так как даже при небольшом перекосе лобзика пилка легко рвется.
Полотна лобзиков известны в продаже под общим названием "пилки для металла" и "пилки для дерева". Работа лобзиком требует большой аккуратности, так как даже при небольшом перекосе лобзика пилка легко рвется.
Как правило, лобзиком работают на подставке, которую привинчивают к доске или к столу. Особенно мелкие работы по пластмассе и металлу делают, зажимая деталь в настольных тисках.
При работе в тисках пилку зажимают в направлении "зубом от ручки", при работе на подставке - "зубом к ручке".
Хорошие пилки для лобзика должны быть упругими, иметь четкие острые зубья. Пилка не должна иметь односторонних заусенцев, получающихся при изготовлении пилки, так как они вызывают неизбежное отклонение пропила в сторону. Во избежание заедания, приводящего к обрыву, пилки шире 1 мм должны иметь разводку.
Наряду с плоскими иногда применяются круглые пилки, позволяющие делать пропилы в любом направлении, не поворачивая лобзика, простым нажатием на его ручку в желаемом направлении.
Для пропиливания пазов в пластинах, например, нервюрах, успешно применяют несколько пилок, которые зажимают одновременно. Ширина пропила регулируется числом пилок.
При отсутствии пилок их можно сделать самому из расплющенной проволоки или часовой пружины шириной 1-2 мм.
Для этого заготовку нужно расправить и зажать в тиски, мелким надфилем пропилить зубья через один, затем повернуть заготовку и с другой стороны пропилить пропущенные в обратном направлении. Применяя этот способ, избегают образования односторонних заусенец по обеим сторонам, и полотно получает своеобразную разводку.
Можно изготовить пилку и другим путем. Для этого выпрямленную часовую пружину или полоску пружинной стали нужной толщины зажимают между двумя пластинами в тисках и производят насечку зубьев острым зубильцем.
Механические лобзики
Значительно облегчается и улучшается выполнение внутренних пропильных работ с помощью механических лобзиков.
Для механических лобзиков применяются пилки длиной до 200 мм с высотой зуба от 0,8 до 2 мм в зависимости от толщины разрезаемого материала. Благодаря правильному движению пилки и большому числу ходов в минуту на механических лобзиках можно пропиливать сразу несколько однотипных деталей в пакете толщиной до 30-40 мм.
По конструкции различают пружинные и рамочные механические лобзики.
Пружинный лобзик состоит из станины и кривошипно-шатунного механизма с возвратной пружиной. Простая конструкция такого станка позволяет изготовить его самостоятельно в условиях слесарной мастерской.
Рамочный лобзик состоит из подвижной рамки, на которой натянута пилка, станины стола и кривошипно-шатунного механизма, приводящего в движение рамку. Рамочный лобзик обеспечивает несколько более благоприятные условия для работы пилки, чем пружинный лобзик.
Приемы работы и приспособления для пиления
Приспособления облегчают работу, а также повышают ее точность. К их числу относятся упорные планки на столе, тиски на верстаке, клин для зажима детали на верстачной доске.
Для точной распиловки под заданным углом применяется приспособление, которое называют стуслом. Это деревянный ящик из хорошо пригнанных брусков с точными прорезями, расположенными под углами 90°, 45° и 30° к продольной оси ящика. При работе в стусле деталь зажимают струбциной или клином внутри него так, чтобы пропил проходил в нужном месте. Полотно пилы, вставленное в прорезь, при движении не имеет возможности уйти в стороны, чем и обеспечивается точный и ровный пропил.
Прежде всего следует обратить внимание на запиливание, то есть начало пропила. Важно предотвратить подпрыгивание пилы и начать пропил точно по разметке. Для этого, как показано на рисунке, большим пальцем левой руки создают упор полотну пилы выше уровня зубьев.
Механические пилы
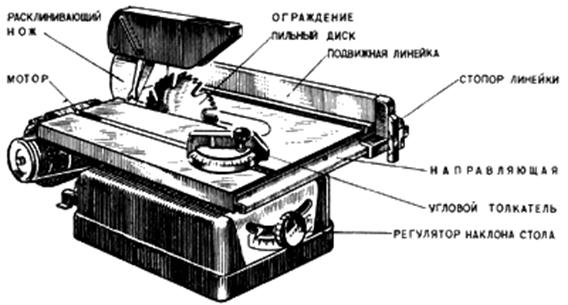 |
Циркулярная или дисковая пила состоит из станины с электродвигателем и шпинделя, на котором закрепляются пильные диски различного диаметра, толщины и с различной формой зубьев в зависимости от характера распиловки.
Необходимым приспособлением является также подвижная линейка, которая устанавливается на нужном расстоянии от плоскости пильного диска и обеспечивает прямолинейность распиловки.
Разрезы в поперечном направлении или под углом выполняются с помощью толкателя, который движется по пазу стола. Он имеет на себе поворотную линейку с зажимным болтом.
Для того чтобы распиливаемая рейка не сдвинулась в сторону, ее нужно левой рукой прижать к линейке, а правой подавать весь толкатель вперед. Для распиловки под углом линейку устанавливают на нужный угол и крепят зажимным болтом.
Заточку зубьев пильных дисков производят по тому же принципу, что и ручных пил.
При отсутствии специальных дисков можно использовать также дисковые фрезы по металлу 1-2 мм толщиной, предварительно переточив их.
Переточку можно произвести на заточном станке тонким прорезным кругом или, отпустив предварительно пилу, круглым и трехгранным напильником.
 |
Дисковые пилы во много раз ускоряют процесс распиловки древесины и применяются главным образом для продольной распиловки пиломатериалов и изготовления реек.
У бархатных или строгающих пильных дисков своеобразными резцами, строгающими поверхности пропила, служат кромки, образуемые впадинами. Скошенная форма зуба и наличие большой впадины между группами зубьев обеспечивают при правильной заточке гладкую поверхность распила, почти не требующую дальнейшей обработки рубанком.
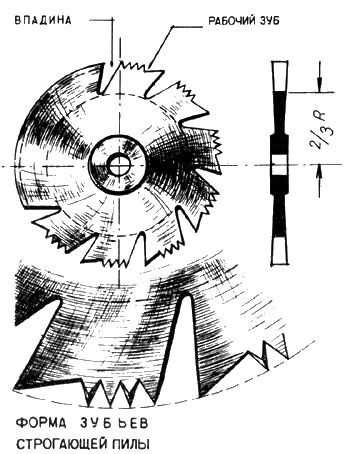 |
Пильный диск строгающей пилы в своей периферийной части имеет постоянную толщину, а начиная от 2/3 радиуса к центру толщина его уменьшается.
Недостатком этих пил является то, что они плохо выдерживают направление пропила, уводя его по косослою или в сторону притупившейся поверхности пилы. Этот недостаток можно устранить, тщательно шлифуя боковые поверхности диска.
При работах на циркулярной пиле следует иметь в виду, что вращающийся с большим числом оборотов пильный диск представляет большую опасность для рук работающего. Поэтому следует пользоваться приспособлениями, а заканчивая пропил, распиливаемый материал досылать рейкой или толкателем.
Чтобы избежать попадания щепок и опилок в глаза во время работы, рекомендуется пользоваться предохранительными очками.
Работа дисковой пилы с неразведенными или плохо заточенными зубьями малопроизводительна и не обеспечивает высокого качества распила. Кроме того, она опасна, так как диск может заклиниться, при этом бывают случаи выбрасывания распиливаемой детали в сторону работающего. При плохой заправке пила перегревается, может деформироваться и лопнуть.
При установке диска на вал надо проверять заточку и целость диска - нет ли трещин или отломанных зубьев. Затем нужно поставить шайбы, завернуть гайку от руки, застопорив диск пилы при помощи чурки, и окончательно дотянуть ее гаечным ключом. После этого, провернув пилу, надо убедиться в том, что диск не бьет, опустить ограждение, подключить ток и произвести пробное включение станка и распиловку.
Налаживать, исправлять и убирать станок необходимо только после полной его остановки,
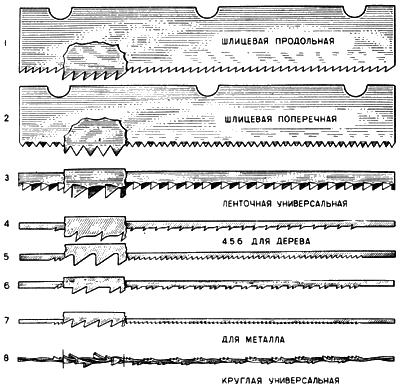
Ленточная пила - высокопроизводительный станок для выпиливания фасонных контуров.
Этот станок состоит из станины, на которой закреплены ведущие и поддерживающие пильную ленту колеса и электромотор, приводящий во вращение через привод ведущее колесо.
Натяжение пильной ленты регулируется, а место ее фиксируется упором и двумя роликами вблизи стола.
Пильную ленту изготовляют из ленточного пильного полотна, ширину и величину зубьев которого определяют в зависимости от величины станка и рода работы так же, как и для ручных лучковых пил. Заточку и развод производят по типу универсального профиля зубьев.
Для образования замкнутой ленты концы пильного полотна соединяют при помощи пайки медным припоем, латунью или медью. Так же действуют и при ремонте оборванного полотна.
Пайка ленточных пил в заводских условиях осуществляется на специальном электрическом сварочном аппарате.
В условиях небольших мастерских можно успешно паять пилы горелкой, описанной в главе II, или при помощи специальных клещей.
Можно рекомендовать следующий процесс пайки: место пайки (стыка пилы) шлифуют "на ус", затем, вырезав по ширине пилы полоску латуни толщиной 0,3-0,4 мм, смачивают водой, посыпают порошком буры (бура служит флюсом, предохраняющим место пайки от окисления при нагреве) и закладывают между спаиваемыми поверхностями. Тем временем массивные губки клещей нагревают в горне или газовой горелке до светло-красного цвета (800-1000 °С). Клещи накладывают на место пайки и сжимают.
Раскаленные массивные губки клещей отдают тепло пиле, и она быстро нагревается до температуры самих губок. Латунь и бура плавятся и, растекаясь по месту стыка, образуют надежное соединение.
Дав ленте остынуть в зажатом состоянии до тех пор, пока припой станет твердым, клещи снимают, а место пайки протирают мокрой тряпкой для того, чтобы оно восстановило твердость, утраченную при нагреве (подкалилось). При этом надо добиваться, чтобы жесткость места спайки была такой же, как и жесткость остальной части пилы. Если место стыка после охлаждения получилось слишком твердым, его надо еще раз подогреть клещами до появления соломенного цвета побежалости и дать постепенно остынуть. Если оно получилось слишком мягким, то клещи следует нагреть докрасна, прогреть ими место спайки и затем место стыка охладить более резко.
Во время охлаждения важно следить за тем, чтобы клещи не припаялись к ленте пилы. Для этого их губки перед нагревом смазывают раствором жидкого стекла с мелом.
При установке на ленточную пилу полотно надевают на верхний и нижний диски и натягивают специальной рукояткой. Затем, вращая верхний диск, проверяют правильность прохождения полотна по дискам и упорным роликам. Если необходимо, производят регулировку имеющимся на станке устройством. После этого на короткий срок включают станок и проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было поставлено ограждение пилы и закрыты кожухи дисков.
Похожие работы
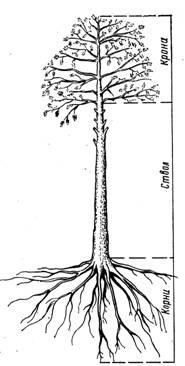
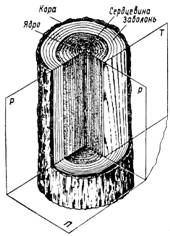
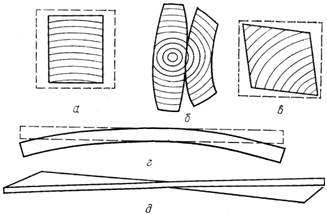
... удельный вес. Но древесина растрескивается, усыхает, коробится, отчего изменяется форма и размеры сделанных из нее предметов. До этого всего конкретно заняться художественной обработкой дерева, нужно получить хотя бы самое общее представление о свойствах древесины, её строении и пороках. Ствол древесины состоит из волокон, сгруппированных в радиальные кольца вокруг сердцевины. Это отлично видно ...
... реальную сущность процесса резания. Анализируя книгу С.А. Воскресенского по резанию древесины, Е.Г. Ивановский писал [8], что применение только одного механико-математического метода сдерживает развитие науки о резании. Резание древесины есть одно из самых сложных физических явлений. Именно так надо подходить к его изучению. Такое понимание метода исследования не предполагает открытия новых ...
... необходимость формирования практических умений и навыков на уроках технологии. Так же рассмотрен процесс формирования практических умений и навыков на уроках технологии. Глава 2. Методика формирования практических умений и навыков по деревообработке в условиях неполной комплектации столярной мастерской оборудованием 2.1 Анализ учебных программ и методической литературы по изучению тем ...
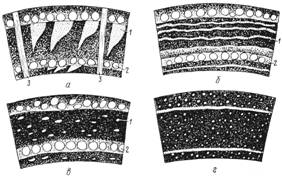
... нет у тиса и сосны. Строение древесины лиственных пород. По сравнению с хвойными породами лиственные имеют более сложное строение. Основной объем древесины лиственных пород составляют сосуды и сосудистые трахеиды, волокна либриформа, паренхимные клетки.[19] 2. ОСНОВНЫЕ СВОЙСТВА ДРЕВЕСИНЫ 2.1 Химические свойства древесины Химический состав древесины и коры. Древесина в основном состоит из ...
0 комментариев