Навигация
ВВЕДЕНИЕ.
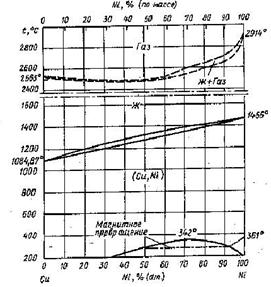
В конце прошлого века французский исследователь Ч.Гийом [ 1, с. 3—5] обнаружил в системе железо — никель сплавы, обладающие тепловым расширением на целый порядок ниже расширения составляющих компонентов. При увеличении концентрации железа в сплаве происходит снижение температурного коэффициента линейного расширения а; особо резкое его падение начинается при содержании железа более 50 %. Полюс самого низкого а соответствует содержанию 65 % (ат.) Fе в сплаве. Этот сплав был открыт Гийомом в 1886 г. и назван инваром из-за очень низкого температурного коэффициента линейного расширения. Аномалия свойств, связанная с инварным эффектом, используется при разработке сплавов с заданным значением а. Сплавы инварного класса имеют аномалии большинства физических свойств. Эти особенности инварных сплавов позволяют создавать материалы с уникальными характеристиками.
Необычный характер изменения свойств в сплавах на основе железо — никель широко используется в различных отраслях промышленности. В метрологии, криогенной, радиоэлектронной технике и геодезии часто не могут обойтись без сплавов со значениями а менее 2 • 10-6 К. В этих случаях значения а, близкие к нулевому, диктуются условиями эксплуатации, требованиями обеспечить высокую точность измерительного инструмента, стабильность эталонов длины, высокую устойчивость работы газовых лазеров, эксплуатационную надежность трубопроводов для транспортировки сжиженных газов и т.п.
Сплавы для соединения с диэлектриками (стекло, керамика, слюда и т.п.) должны иметь определенное значение и. Надежные соединения различных по свойствам материалов можно создать только при согласовании а в технологическом и эксплуатационном интервале температур. Сплавы с заданным значением а для указанных целей также созданы на основе инварных композиций.
В приборах автоматического терморегулирования широко используют термо-биметаллы. Пассивная составляющая термобиметаллов является сплавом с а, близким к нулю, активной составляющей служат сплавы с высоким значением а. Чем больше разница в тепловом расширении активной и пассивной составляющих, тем выше чувствительность термобиметалла.
Среди большого числа сплавов с заданным а преобладающая часть создана на основе сплавов системы Fe—Ni в области концентраций инварного состава. По этой причине за последние 15—20 лет изучению железоникелевых сплавов посвящены многие сотни работ, выдвинуты десятки гипотез для объяснения природы аномального характера свойств сплавов инварного класса. И, несмотря на большие усилия, приложенные учеными многих стран в исследованиях инварного эффекта, вопрос о природе инварности все еще остается нерешенным. Таким образом, инварность превратилась в проблему.
В этой связи не случайно, если еще не учитывать то, что инварные сплавы представляют интерес в теоретическом отношении, число публикаций по этому вопросу ежегодно составляет многие десятки работ.
Элинварные и механические свойства мартенситно-аустенитных сплавов
Известно большое число элинварных аустенитных сплавов, содержащих 40—50 % Ni, у которых с повышением температуры модуль упругости практически не изменяется (температурный коэффициент модуля упругости близок или равен 0) [1, 2]. Эти сплавы имеют относительно невысокий уровень механических свойств в недеформированном состоянии . Повышение предела упругости сплавов до 1000—1100 Н/мм2 достигается лишь после холодной пластической деформации с высокими степенями (90—98 %) и реализуется лишь в небольших сечениях (тонкая лента, проволока).
Применение высокопрочных мартенситных сплавов для этих целей невозможно, так как у них нет элинварного эффекта. Проблема решается при использовании мартенситно-аустенитных сплавов, обладающих повышенными механическими свойствами (по сравнению с чисто аустенитными сплавами) и высокими элинварными характеристиками, близкими к свойствам аустенит-ных сплавов этого назначения [3, 4].
В качестве основы для исследования мартенситно-аустенитных сплавов выбрана система Fe—Ni, обеспечивающая получение мартенситной структуры после закалки, а также протекание мартенситно-аустенитного превращения и дисперсионного твердения. Для интенсификации процесса старения сплавы легировали титаном [5, 6]. Исследуемые сплавы не содержат кобальт, а введение небольшого количества молибдена (около 1 %) обусловлено его высокой поверхностной активностью, предотвращающей зерногоаничное выделение карбонитридов и интерметаллидов.
Исследовали бескобальтовые мартенситностареющие сплавы Fe (20—25) % Ni, легированные небольшими добавками Ti и Мо. Легирование сплавов 20—25 % Ni связано с необходимостью получения при термической обработке стабилизированного аустенита.
Выплавку сплавов проводили вакуумно-индукционным способом. Сливки ковали на прутки круглого (диаметром 8 мм) и квадратного (14х14 мм) сечения, из которых вырезали образцы для определения механических и элинварных свойств. Образцы подвергали закалке или закалке и холодной пластической деформации со степенью обжатия 30—70 %, а затем старению в интервале 450—6500С в течение 2 ч. Определяли механические свойства образцов.
6, ф. Температурный коэффициент частоты ТКЧ оценивали по изменению частоты собственных продольных колебаний образца при электромагнитном возбуждении на установке "Эластомат 1.024" (в интервале температур —40-+60 °С). Температурные коэффициенты модуля упругости и частоты связаны между собой зависимостью:
¡ = 2b - a
где ¡ — ТКМУ; b — ТКЧ; a — температурный коэффициент линейного расширения (ТКЛР). Количество стабилизированного аустенита после нагрева до разных температур определяли рентгеноструктурным методом в железном К-излучении. Для изучения структуры и морфологии образующихся при нагреве упрочняющих и интерметаллидных фаз, а также кристаллов аустенита использован электронно-микроскопический метод исследования.
Исследовали влияние температуры старения на твердость сплавов и количество стабилизированной g-фазы. Установлено (рис. 1), что твердость достигает максимума после нагрева до 480-500 оС. При более высоких температурах наблюдается разупрочнение, связанное с образованием g-фазы и укрупнением выделившихся частиц интерметаллидов. Для получения в структуре исследованных сталей 40— 60 % стабилизированного аустенита, обеспечивающего эффект элинварности, необходимо их подвергать выдержке при 525—650 оС в течение 1—2 ч. Следует отметить, что в структуре сплавов Н21ТМ и Н23Т2М содержится менее 40 % аустенита, что связано с меньшим количеством никеля (21 %) в сплаве Н21ТМ и с повышенным содержанием титана в сплаве Н23Т2М. Под действием титана в последнем сплаве происходит интенсивное обеднение твердого раствора по никелю за счет выделения при старении никельсодержащего интерметаллида. Сплав Н25ТМ недостаточно упрочняется при старении, что обусловлено низкой температурой a - у-превращения и малым содержанием титана. В связи с этим в дальнейшем исследование проводили на сплавах Н23ТМ и Н25Т2М, в которых соотношение степени упрочнения и количества g-фазы после старения оптимально.
Эффективным способом повышения прочности исследуемых сплавов является пластическая деформация.
Исследовали влияние холодной деформации прокаткой, проводимой после закалки (т.е. в мартенситном состоянии), на твердость сплавов и количество в них g-фазы после старения при температуре 550 оС, что на 40-50 оС выше Показано , что
существенное изменение твердости наблюдается после деформации со степенью обжатия 30 %. Дополнительное повышение твердости состаренного мартенсита сплавов за счет проведения предварительной деформации, по-видимому, обусловлено увеличением плотности дислокаций, протеканием деформационного старения и повышением дисперсности выделяющихся интерметаллидных фаз. Дальнейшее увеличение степени деформации до 50—70 % практически не вызывает дополнительного упрочнения сплавов при последующем старении. Из приведенных данных следует , что предварительная деформация способствует дополнительному повышению твердости, практически не оказывая влияния на количество стабилизированного аустенита и элинварные свойства.
Проводили электронно-микроскопическое исследование структуры сплава Н23ТМ после закалки и старения в двухфазной а g-области. В закаленном состоянии кристаллы мартенсита имеют реечную форму ("псевдомартенсит"). После старения при 500 оС 1 ч (что свидетельствует максимуму прочности) в структуре сплава наблюдается большое количество иглообразных частиц интерметаллидной фазы толщиной 5—10 и длиной 20—40 нм. Анализ микро-электронограмм показал, что выделившемуся интер-металлиду соответствует ГПУ-структура типа Т1 (а - 0,255 нм, c= 0,42 нм). Старение при более высокой температуре - 525 оС 1 ч (выше Ау на 15 'О приводит к укрупнению частиц упрочняющей фазы и образованию стабилизированного аустенита, расположенного в виде тонких протяженных пластин между рейками мартенсита. На ранних стадиях образования g-фазы толщина пластин составляет 10—20 нм. При увеличении температуры до 550—575 оС и времени выдержки до 2—3 ч размер кристаллов у-фазы в поперечнике возрастает до 50—200 нм, а ее объемная доля составляет 40—55 %. Следует отметить, что кристаллы аустенита между реек мартенсита свободны от частиц интерметаллидной фазы.
На рис. 3 представлены результаты исследования влияния температуры старения на прочностные, упругие и элинварные свойства, а также на количество стабилизированного аустенита сплава Н23ТМ (предварительно закаленного и холоднодеформиро-ванного d - 30 %). Старение мартенсита при 400— 500 оС способствует увеличению характеристик прочности и упругости за счет образования дисперсных интерметаллидных фаз (при этом предварительная деформация вызывает рост характеристик прочности и упругости на 200 Н/мм2). При более высоких температурах старения образуется g-фаза (А - 510 °С), вследствие чего интенсивность упрочнения уменьшается и происходит заметное увеличение ТКМУ. Дальнейшее повышение температуры нагрева приводит к разупрочнению, связанному с увеличением количества g-фазы и коагуляцией частиц упрочняющих фаз.
Наиболее высокие прочностные свойства достигаются после старения в интервале температур 450— 550 °С, минимальные (по абсолютной величине) значения ТКМУ — при 525—575 °С. Оптимальное сочетание прочности и элинварности удается получить, когда эти интервалы перекрываются, т.е. после старения при 525-550 °С. Сплав Н25Т2М имеет аналогичный характер изменения свойств.
На экономнолегированных сплавах Н23ТМ, Н25Т2М после закалки и старения при 525—550 °С 2 ч (без предварительной деформации) получен следующий комплекс прочностных, упругих и термоупругих свойств.'Исследованные сплавы существенно превосходят известные аустенитные сплавы типа 44НХТЮ (Н44Х5Т2Ю) [1, 2] по уровню прочностных и упругих свойств, но при этом содержат на 20 % меньше никеля. На сплавах, подвергнутых предварительной холодной деформации, прочностные характеристики возрастают примерно на 200 Н/мм2, при этом ТКМУ не изменяется. Следует отметить, что указанные свойства достигаются (как в деформированном, так и в недеформированном состоянии) на прутках крупных сечений диаметром 20—100 мм.
Рассмотрим механизм структурных процессов, обеспечивающих элинварные свойства. Известно [I], что элинварные свойства (т.е. аномально низкие значения температурного коэффициента модуля упругости ТКМУ) имеют аустенитные сплавы на Fe—Ni-основе, содержащие 29,8—44,4 % Ni. В работе [3] установлено, что сплав 21НКТМ в мартенситном состоянии имеет ТКМУ = -(200-250)- 10-6 , a после старения в двухфазной (a + g)-области значения этого коэффициента снижаются до —(30—50) х х 10-6 K', что обусловлено образованием стабильного аустенита, обогащенного никелем до 30 %.
Можно сделать предположение о природе элинварности сплавов типа Н23ТМ. Вероятно, элинварные свойства сплава Н23ТМ являются результатом компенсации больших отрицательных значений ТКМУ мартенсита и больших положительных значений ТКМУ аустенита: -(200-250) • 10-6 и +(200-250) х х 10 -6 ЛГ соответственно. Достижение больших положительных значений ТКМУ аустенита сплава Н23ТМ является следствием его существенного обо-
гащения никелем. Это, вероятно, обусловлено протеканием двух процессов . Одним из них является обратное а - g-превращение,
обеспечивающее образование стабилизированного аустенита. В соответствии с диаграммой состояния в сплавах Fе—(21—23) % Ni после нагрева при температурах 500—600 °С формируется у-фаза с повышенным (до 27—29 %) содержанием никеля. Однако такого обогащения никелем недостаточно для реализации элинварных свойств. Очевидно, важную роль в существенном снижении ТКМУ играет второй процесс, связанный с растворением выделившихся интерме-таллидов и дополнительным обогащением аустенита никелем. После старения сплава Н23ТМ в интервале 450—500 оС выделяются частицы Ni Ti, равномерно распределенные по объему мартенсита, в том числе и вблизи границ кристаллов. Первые тонкие прослойки аустенита образуются на границах кристаллов у-фазы, характеризующихся дефектностью и пониженной энергией зарождения. Повышение температуры старения до 550 — 575 °С сопровождается ростом толщины пластин и последовательным поглощением ранее выделившихся вблизи границ высокодис-персных частиц интерметаллида< Следует отметить, что размер пластин (50 — 200 им) существенно превышает размер частиц (5—20 нм). Обнаружено, что частицы отсутствуют в этих пластинах, т.е. растворены в у-фазе. Можно предположить, что на начальных стадиях образования аустенита происходит частичное растворение фазы Ni Тi (обогащенной никелем) , что приводит к появлению концентрационных неоднородностей и локальному увеличению содержания никеля. Старение при температурах выше 600 оС вызывает более полное растворение частиц интерме-таллидов в аустените, выравнивание состава по никелю и, как следствие, к увеличению значения ТКМУ.
Таким образом, элинварные свойства мартенситно-аустенитных сплавов типа Н23ТМ являются следствием образования стабилизированного аустенита при старении и обеспечиваются различием ТКМУ мартенсита и аустенита, примерно одинаковых по абсолютной величине, но противоположных по знаку. Повышение ТКМУ g-фазы связано с двумя причинами: обогащением ее по никелю в соответствии с диаграммой состояния (на ранних стадиях а - Y-превращения) и дополнительным локальным увеличением содержания никеля при неполном растворении никельсодержащих интерметаллидов. Характерно, что наиболее высокие элинварные свойства сплава Н23ТМ реализуются после старения при 525—560 °С 2 ч, обеспечивающего получение 40—50 % ферромагнитного аустенита и неполное растворение интерметаллвда Ni Ti (аустенит этого сплава, состаренного при 550 "С 2 ч, имеет точку Кюри T=165 С).
Следует отметить, что в работе оценивали ТКМУ и количество g-фазы двойных Fe—Ni-сплавов в различных температурных интервалах. После закалки , обработки холодом сплавы Fe—(21—25) % Ni имеют мартенситную структуру. Нагрев сплавов в интервале 500—650 °С приводит к образованию 20— 60 % аустенита. Однако значения ТКМУ изменяются M, после старения в указанном температурном интервале. Следовательно, двойные железоникелевые сплавы, содержащие 21—25 % Ni, практически не обладают элинварными свойствами. Содержание такого количества никеля в сплаве является необходимым, но недостаточным условием для реализации элинварности. Для существенного снижения ТКМУ сплавы Fe—(21—25) % Ni должны дополнительно легироваться элементами, образующими никельсодержащие интерметаллидные фазы при старении, которые будут растворяться при последующем нагреве и обеспечивать локальное повышение содержания Ni в аустените.
В связи с тем, что элинварные свойства обнаружены в настоящей работе в сплавах типа Н23ТМ, а также ранее в сплаве 21НКМТ [3], можно отметить следующее. Упрочнение указанных сплавов сопровождается выделением интерметаллвда Ni Т1. Низкий ТКМУ обусловлен растворением этой никельсо-держащей фазы и локальным обогащением аустенита по никелю. Известные мартенситно-стареющие сплавы на основе Fe—Ni могут быть предположительно разделены на две группы. Очевидно, элинварными свойствами будут обладать сплавы I группы на основе Fe—Ni, легарованные одним из элементов Та, Nb, V, Si, A1, упрочнение которых связано с формированием никельсодержащих интерметаллидных фаз, а именно Ni Nb; Ni Та; NiV; NiAl [5, 7, 8]. Высокими термоупругими свойствами, по-видимому, будут обладать сплавы, имеющие комбинацию этих и других интерметаллидов. Для сплавов Я группы, в которых при старении выделяются только фазы, не содержащие никель, типа Fe Mo, Fe W [5] и др., а также для двойных нестареющих сплавов Fe—(21—25) % Ni вероятность проявления элинварных свойств весьма низка.
Выводы. 1. Экономнолегированные бескобальтовые сплавы на основе Fe—(23—25) % Ni обладают элинварными свойствами после нагрева в двухфазной мартенситно-аустенитной области.
2. Высокий уровень прочности и упругости сплавов Н23ТМ, Н25Т2М обусловлен выделением при старении в мартенсите дисперсных частиц интерметаллидной фазы Ni Т1, а элинварные свойства связаны с образованием 40—55 % стабилизированного аустенита.
3. Низкий температурный коэффициент модуля упругости сплавов на основе Fe—Ni—Ti является результатом компенсации больших отрицательных значений ТКМУ мартенсита и больших положительных значений ТКМУ аустенита. Высокие показатели ТКМУ аустенита обусловлены повышенным содержанием никеля в нем на ранних стадиях к - у-превра-щения и локальным обогащением у-фазы при неполном растворении никельсодержащего интерметалли-да Ni Ti.
Похожие работы
... в полном объеме только с третьего года существования предприятия. Для соотнесения между собой во времени различных экономических явлений и процессов на предприятии составляется календарный план организации и финансирования производства (график Ганта). Он представлен в таблице 12. Таблица 12 Календарный план организации и финансирования производства № п/п Этапы реализации проекта 1-й год ...

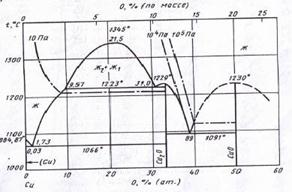
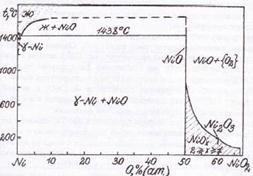
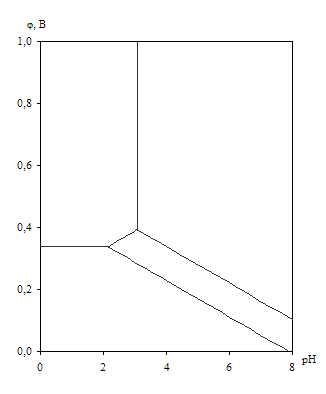
... VIII – CuO + NiO2 + {O2}. Области I и V очень малы и в масштабе диаграммы вырождаются в линии. Анализируя диаграмму Cu – Ni – O можно сделать следующие выводы о химической устойчивости медно-никелевых сплавов: 1) Окисление сплавов начинается уже при давлениях кислорода в газовой фазе над сплавами большем чем атм. Поэтому медно-никелевые сплавы будут окисляться кислородом воздуха при 25оС. 2) ...
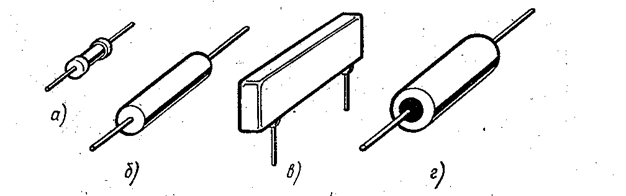
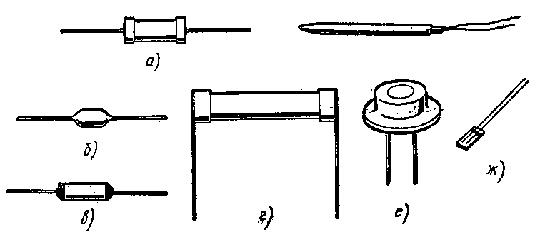
... 4 ГГ ц и имеют пластинчатую форму длиной от 4 до 20 мм, шириной от 3-до 6 мм, толщиной 1 мм, либо цилиндрическую диаметром от 1,5 до 4 мм и длиной от 12 до 24 мм. Высокомегаомные и высоковольтные резисторы. Резисторы специального назначения Высоко мегаомные резисторы, отличительной особенностью которых является низкий уровень номинальной мощности рассеивания (порядка десятков милливатт и ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
0 комментариев