Содержание 3
Введение 4
1.РАЗРАБОТКА И РАСЧЕТ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛИ 5
1.1 Исходные данные. 5
1.2 Анализ условий работы детали. 5
1.3 Технические условия на контроль-сортировку. 5
1.4 Маршрут восстановления детали. 5
1.5 Способы устранения дефектов. 6
1.6 План рациональной последовательности и содержание технологических операций. 6
1.7 Выбор технологических баз. 7
1.8. Выбор оборудования, режущего и измерительного инструмента. 7
1.9 Расчёт припусков на механическую обработку. 9
1.10 Разработка восстановительных операций. 12
1.11 Расчёт режимов механической обработки. 13
1.11.1 Расточная обработка. 13
1.11.2 Железнение. 14
1.11.3 Шлифование. 14
1.11.4. Хонингование отверстия нижней головки шатуна. 15
1.11.5 Растачивание отверстия верхней головки шатуна. 15
1.12 Техническое нормирование операций технологического процесса. 17
Заключение 19
Список использованных источников 20
Введение
В настоящее время авторемонтное производство является достаточно крупной отраслью промышленности, наряду с автомобилестроением призвано удовлетворять растущие потребности народного хозяйства страны в автомобилях, агрегатах, деталях. Благодаря ремонту срок службы автомобилей значительно повышается, а парк автомобилей, участвующих в транспортном процессе, намного увеличивается. Вторичное использование деталей с допустимым износом и восстановление изношенных деталей, узлов и механизмов, способствует успешному решению проблемы снабжения автохозяйств и ремонтных предприятий запасными частями и даёт большую экономию различных материалов.
Основная задача курсовой работы по дисциплине "Основы технологии производства и ремонта автомобилей" является закрепление, углубление и обобщение теоретических знаний, полученных из лекционного курса, а также приобретение навыков проектирования технологических процессов восстановления деталей автомобиля и пользования ГОСТами, нормативной и другой справочной литературой.
РАЗРАБОТКА И РАСЧЕТ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛИ1.1 Исходные данные.
Исходными данными для разработки технологического процесса являются:
рабочий чертёж детали с технологическими требованиями на её изготовление;
производственная программа;
карта технологических требований на дефектацию детали;
каталоги и справочники по используемому оборудованию и технологической оснастке.
1.2 Анализ условий работы детали.
В процессе работы двигателя шатуны испытывают значительные знакопеременные нагрузки. При движении поршня во время рабочего хода и такта сжатия шатун сжимается силами давления газов, воспринимаемыми поршнем. Силы инерции поршня стараются оторвать поршень от шатуна, а значит – растянуть шатун. При нормальных условиях работы износа шатуна не происходит. При отсутствии смазки или её низком качестве может произойти схватывание, а в следствии этого – проворачивание верхней втулки или вкладышей, что приводит к задирам нижней и верхней головки шатуна. Износ верхней головки шатуна может происходить из-за частой замены верхней втулки. Шероховатость поверхности отверстий головок шатунов Ra0,630,40 мкм.
Материал шатуна – сталь 45Г2, твёрдость материала шатуна НВ 228269.
1.3 Технические условия на контроль-сортировку.
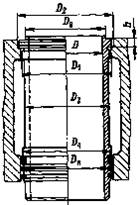
Технические условия на контроль-сортировку приводятся в карте технических требований на дефектацию детали. В карте дефектации указаны дефекты, размеры (номинальный, допустимый без ремонта и допустимый для ремонта), а также необходимые технические воздействия. Схема шатуна с указанием мест и значение размеров контроля и дефектовки представлена на чертеже. При контроле детали, поступившей в капитальный ремонт проверяются следующие параметры:
уменьшение расстояния между осями верхней и нижней головки, контролируется шаблоном 155,95 мм, бракуется при размере менее 155,95 мм;
изгиб и скручивание шатуна. В случае непараллельности и отклонения от положения более 0,03 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой;
износ отверстия верхней головки шатуна под втулку. При размере более 25,007 мм производят растачивание до ремонтного размера 26,27+0,023 мм;
дефектация или износ отверстия нижней головки шатуна. При размере более 63,512 мм ремонтируется.
износ торцов нижней головки. Бракуется при размерах менее 26,60 мм. Причины возникновения дефектов указаны в п. 1.2.
1.4 Маршрут восстановления детали.
Согласно карте дефектации во время капитального ремонта восстанавливаются лишь отверстия верхней и нижней головки и изгиб шатуна. Поэтому маршрут восстановления детали один.
1.5 Способы устранения дефектов.
Изгиб или скручивание шатуна проверяется на универсальной установке для проверки и правки шатунов. Если шатун имеет недопустимый изгиб, то нужно не снимая его с прибора править скобой до устранения дефекта. Если шатун скручен, то нужно не снимая его с прибора править при помощи винтового приспособления до устранения скручивания. Далее шатун нагревается в электропечи-ванне до температуры 450500 С, для снятия напряжений, и выдерживается при этой температуре в течении часа, затем охлаждается на воздухе. После ремонта шатун должен удовлетворять следующему условию: параллельность осей отверстий верхней и нижней головки и отклонение от положения их в одной плоскости не более 0,03 мм на длине 100 мм.
Износ отверстия в верхней головки шатуна устраняется расточкой до ремонтного размера втулки (26,27+0,023 мм) с использованием токарного станка типа 1М61.
Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера.
Положительными особенностями этого способа является:
а). Высокая скорость осаждения металла на поверхность;
б). Возможность ремонта деталей с износом более 0,15 мм.
Процесс несения покрытия включает в себя три группы операций: подготовка деталей, нанесение покрытия, обработка покрытия детали.
Подготовка включает механическую обработку: чистовое растачивание с целью исправления геометрических параметров изношенной поверхности. Далее идёт предварительное обезжиривание с промывкой в проточной воде и анодное травление. Анодное травление способствует повышению прочности сцепления покрытий с восстанавливаемой поверхностью.
Нанесение покрытия осуществляется безванным способом в холодном электролите на асимметричном токе. Обработка детали после железнения включает: промывку деталей в проточной воде, сушку и механическую обработку (шлифование и хонингование до требуемого размера).
1.6 План рациональной последовательности и содержание технологических операций.
При составлении технологического маршрута необходимо учитывать следующие требования:
одноимённые операции по всем дефектам маршрута должны быть объединены;
каждая последующая операция должна обеспечить сохранность качества работы поверхностей детали, достигнутую при предыдущих операциях;
в начале должны идти подготовительные операции, затем восстановительные, кузнечные, слесарно-механические, шлифовальные и доводочные.
План рациональной последовательности принимаем следующий:
1). Моечные операции.
2). Контрольные операции.
3). Слесарно-механическая операция (правка шатуна).
4). Расточная операция (тонкая расточка) отверстия в верхней головке шатуна под втулку ремонтного размера.
5). Расточная операция (чистовая расточка отверстия в нижней головке шатуна для исправления геометрии).
6). Гальваническая операция (нанесение покрытия на поверхность отверстия в нижней головке шатуна).
7). Шлифовальная операция (шлифовка восстановленного отверстия до номинального размера с учётом припуска на хонингование).
8). Хонинговальная операция (хонингование отверстия до номинального размера).
9). Контрольная операция.
1.7 Выбор технологических баз.
Базовые поверхности следует выбирать с таким расчётом, чтобы при установке и замене деталь не смещалась с приданного местоположения и не деформировалась под воздействием сил резания и усилий закрепления. При выборе баз необходимо учитывать:
по возможности выбирать те базы, которые использовались при изготовлении детали;
базы должны иметь минимальный износ;
базы должны быть жёстко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице.
При механической обработке шатуна базой является торцовая поверхность кривошипной головки. При износе этой поверхности она должна быть восстановлена. При правке шатуна используют универсальное приспособление и базовым является отверстие в верхней головке шатуна.
При расточке, шлифовке и хонинговании в качестве зажимного устройства используются призмы, т.е. шатун устанавливается в призмы с опорой на плоскость торцом кривошипной головки.
Схема базирования.
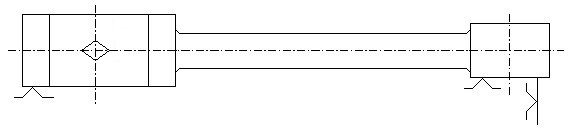
Рис. 1.1.
При обработке, для того, чтобы лишить шатун подвижности используют призмы и опору на плоскость базовой поверхностью. При использовании этой схемы обеспечивается достаточная неподвижность детали и отсутствие деформации при закреплении.
1.8. Выбор оборудования, режущего и измерительного инструмента.
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей, размер партии обрабатываемых деталей, расположение обрабатываемых поверхностей, требования к точности и качеству обрабатываемых поверхностей.
Для обработки деталей, восстанавливаемых гальванопокрытиями, чаще всего применяют абразивную обработку.
Для проверки и правки используется универсальное приспособление. Изгиб правится скобой до устранения дефекта, при скручивании шатун правится при помощи винтового приспособления. Для контроля используют набор щупов 0,010,45 мм.
Для предварительного чистового растачивания используем токарный станок 1М61 с применением приспособления для центровки нижней головки шатуна. Характеристики станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане 60 с пластинами из твёрдого сплава Т15К16. Размеры контролируются индикаторным нутромером с ценой деления 10 мкм и пределами измерений 5075 мм.
После восстановления железнением деталь подвергается абразивной обработке до номинального размера. Для шлифования используется токарный станок 3А228 с использованием шлифовального круга вместо резца и приспособления для центровки нижней головки шатуна.
Таблица 1.1
Краткая характеристика станка 1М61.
| Характеристика | Ед. измерения | Значение |
| Максимальный диаметр обрабатываемой детали над станиной | мм | 320 |
| Число оборотов шпинделя | об./мин. | 12,52000 |
| Подача суппорта: | ||
| продольная | мм/об. | 0,080,19 |
| поперечная | мм/об. | 0,040,95 |
| Количество ступеней подач суппорта | - | 24 |
| Мощность электродвигателя | кВт | 3 |
Таблица 1.2
Краткая характеристика станка 3А228.
| Характеристика | Ед. измерения | Значение |
| Диаметр обрабатываемых отверстий: | ||
| наименьший | мм | 20 |
| наибольший | мм | 200 |
| Наибольшая длина шлифования | мм | 125 |
| Пределы рабочих подач стола | м/мин | 210 |
| Пределы чисел оборотов изделия | об./мин. | 1801200 |
| Пределы чисел оборотов шлифовального круга | об./мин. | 840024400 |
| Пределы поперечных подач изделия | мм/мин. | 0,051,2 |
| Наибольшие размеры шлифовального круга | мм | 8050 |
| Мощность электродвигателя | квт | 8,275 |
При внутреннем шлифовании используют шлифовальный круг типа переключения передач диаметром 50 мм, высотой 30мм и зернистостью 4010, материал круга 4А20СМ28К5/ПСС4015. при контроле отверстия используется нутромер индикаторный, цена деления 10 мкм, пределы измерений 50100 мкм.
При окончательной обработке используется вертикальный хонинговальный станок модели 3Б833. Характеристики станка приведены в табл. 1.3. Хонингование производится брусками АС4125/100-М1-100%, установленными в хонинговальной головке плавающего типа. Контроль обрабатываемой поверхности производится нутромером индикаторным с ценой деления 10 мкм и пределами измерения 50100 мкм.
Таблица 1.3
Краткая характеристика станка 3Б833.
| Характеристика | Ед. измерения | Значение |
| Наибольший диаметр обрабатываемого отверстия | мм | 145 |
| Наименьший диаметр обрабатываемого отверстия | мм | 67,5 |
| Число оборотов шпинделя | об./мин. | 155, 400 |
| Скорость возвратно-поступательного движения | мм/мин. | 8,115,5 |
| Мощность электродвигателя | квт | 2,8 |
При точении отверстия верхней головки шатуна используем токарный станок модели 1М61. Данные станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане 60 с пластинами из твёрдого сплава Т15К16.
При вспомогательных операциях, связанных с железнением, используем ванны для обезжиривания 10581.04.00.00, ванны для горячей промывки 10581.08.00.00, ванны для холодной промывки 10581.05.00.00. Так как железнение проводим безванным способом, то используем уплотнения.
Для контроля величины отверстия в верхней головке шатуна пользуемся нутромером индикаторным с ценой деления 10 мкм и пределами измерения 1835 мм. Для контроля износа торцов нижней головки используем шаблон 25,60 мм или микрометр гладкий типа МК с ценой деления 10 мкм и пределами измерения 2550 мм. Уменьшение расстояния между осями верхней и нижней головок контролируем шаблоном 155,95 мм.
1.9 Расчёт припусков на механическую обработку.
После назначения последовательности операций и выбора базовых поверхностей необходимо произвести расчёт толщины наносимого материала при восстановлении детали.
Толщина наносимого на изношенную поверхность слоя металла определяется по формуле:
![]() , (1.1)
, (1.1)
где изн. – величина износа поверхности детали, мм; zо – общий припуск на обработку.
Величину припуска на обработку поверхности детали после восстановления можно определить двумя способами:
опытно-статистический;
расчётно-аналитический.
Опытно-статистические данные припусков находятся с помощью таблиц. Расчётно-аналитический метод позволяет определить величину припуска с учётом всех элементов, составляющих припуск. При этом предусматривается, что при каждом технологическом переходе должны быть устранены погрешности, возникающие на нём и погрешности предшествующего перехода. Этими погрешностями могут быть высота неровностей поверхностей, глубина дефектного слоя, пространственные отношения и погрешности установки.
аmin, аmax – заданные размеры, мм;
bmin, bmax – выбраковочные размеры, мм;
сmin, сmax – размеры детали после предварительной механической обработки перед восстановлением, мм;
dmin, dmax – промежуточные размеры, получаемые после черновой механической обработки после восстановления детали, мм;
а, b, с, d, е – допуски соответственно на размер a, b, c, d, e, мм;
min, max – минимальный и максимальный износ детали, мм;
zmin, zmax, z'min, z'max, z"min, z"max – минимальный и максимальный припуски снимаемые соответственно при предварительной черновой обработке после восстановления детали, чистовой обработке после восстановления, механической обработки перед восстановлением, мм;
hmin, hmax – минимальная и максимальная толщина наращиваемого слоя при восстановлении детали, мм.
Для деталей тел вращения величина минимального припуска определяется по формуле:
![]() , (1.2)
, (1.2)
где Rzi-1 – высота микронеровностей на предшествующем переходе; Ti-1 – глубина дефектного слоя на предшествующем переходе; Pi-1 – суммарные пространственные отклонения; qi – погрешность установки на выполненном технологическом переходе.
Расчёт припусков и толщины восстанавливаемого слоя выполняем в следующей последовательности:
1). Исходя из заданных и выбракованных размеров детали определяем максимальную и минимальную величины износа рабочих поверхностей детали (отверстия нижней головки шатуна).
![]() , (1.3)
, (1.3)
![]() , (1.4)
, (1.4)
где аmin, аmax – заданные размеры, мм; bmin, bmax – выбраковочные размеры детали, мм.
![]() мм;
мм;
![]() мм.
мм.
2). Для каждого технологического перехода записывают значение Rz, T, p, , . Величины допуска на размер находится по таблицам от класса точности.
Схема графического расположения припусков и допусков при восстановлении детали.
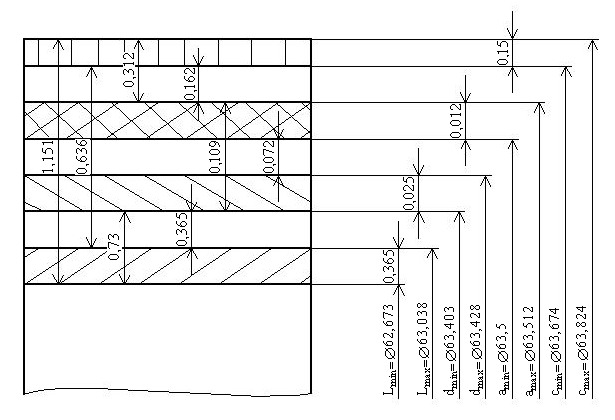 Рис.
1.2.
Рис.
1.2.
3). После предварительной механической обработке перед восстановлением определяют припуски и предельные размеры детали. Согласно рис. 1.2 получаем:
![]() , (1.5)
, (1.5)
![]() , (1.6)
, (1.6)
![]() , (1.7)
, (1.7)
![]() , (1.8)
, (1.8)
Здесь и далее индексы при обозначении Rz, T, p, , показывают, с учётом качества каких поверхностей нужно определить значение этих параметров.
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
4). Определяем припуски на чистовую механическую обработку восстановленной детали и её предельные размеры после черновой обработки:
![]() , (1.9)
, (1.9)
![]() , (1.10)
, (1.10)
![]() , (1.11)
, (1.11)
![]() , (1.12)
, (1.12)
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм.
мм.
5). Определяем припуски на черновую обработку восстановленной детали и её предельные размеры после восстановления:
![]() , (1.13)
, (1.13)
где d – диаметр обрабатываемого отверстия, мм; отв. – допуск на диаметр обрабатываемого отверстия в зависимости от точности отверстия, мм.
![]() , (1.14)
, (1.14)
![]() , (1.15)
, (1.15)
![]() , (1.16)
, (1.16)
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм.
мм.
6). Определим толщину наращиваемого слоя при восстановления детали:
![]() , (1.17)
, (1.17)
![]() , (1.18)
, (1.18)
![]() мм,
мм,
![]() мм.
мм.
7). Проверяем правильность расчёта припусков по каждому переходу и толщины восстанавливаемого слоя:
![]() , (1.19)
, (1.19)
![]() , (1.20)
, (1.20)
![]() , (1.21)
, (1.21)
![]() , (1.22)
, (1.22)
![]() мм,
мм,
![]() мм,
мм,
![]() мм,
мм,
![]() мм.
мм.
Последовательность операций при восстановлении размеров отверстия нижней головки шатуна:
1). Чистовое растачивание с целью исправления геометрических параметров отверстия нижней головки шатуна.
2). Восстановление детали путём нанесения гальванического покрытия. Применяем железнение.
3). Предварительная механическая подготовка. Назначаем чистовое шлифование.
4). Окончательная механическая обработка. Применяем хонингование с целью достижения необходимых параметров шероховатости.
Определение припуска на механическую обработку отверстия в верхней головке шатуна: верхнюю головку восстанавливаем растачиванием отверстия в верхней головке шатуна до ремонтного размера (26,27+0,023 мм). Выбраковочный размер детали равен 25,007 мм, поэтому припуск принимаем равным 0,25 мм.
Таблица 1.4
Расчёт припусков и предельных размеров на обработку детали.
| Технол. операции и переходы | Элементы припуска | zmin | Расчётный размер | Допуск | Предельный размер | Предельное значение припусков | |||||
| Rz | T | p | | Номинальный. | Наибольший | Номинальный. | Наибольший | ||||
| Диаметр-отверстия | --- | --- | --- | --- | --- | --- | --- | --- | --- | --- | --- |
| Разница при дефектовке | 0,02 | 0,01 | 0,021 | 0,03 | --- | 63,5 | 0,012 | 63,5 | 63,512 | --- | --- |
| Разница после восстановления | 0,5 | 0,2 | 0,05 | 1,1 | 0,365 | 62,862 | 0,25 | 62,673 | 63,038 | 0,3904 | 0,755 |
| Черновая механич. обработка | 0,099 | 0,063 | 0,041 | 0,75 | 0,162 | 63,776 | 0,15 | 63,674 | 63,824 | 0,162 | 0,282 |
| Чистовая механич. обработка | 0,005 | 0,01 | 0,021 | 0,03 | 0,08 | 62,416 | 0,012 | 63,403 | 63,428 | 0,08 | 0,11 |
1.10 Разработка восстановительных операций.
Для восстановления отверстия в нижней головке шатуна наибольшее применение получило осталивание (железнение) ванным методом. Сущность процесса состоит в том, что в качестве ванны используется сама деталь. Электролит удерживается в изношенном отверстии при помощи приспособлений с уплотнениями. В качестве источника питания для наносимого покрытия используется растворимые аноды из стали 10, 20.
В настоящее время в производстве широко используется железнение в холодном электролите на асимметричном токе с катодно-анодным соотношением 810. Для железнения применяется электролит с концентрацией хлористого железа FeCl24H2O – 200 г/л, йодистый калий KI – 20 г/л, HCl – 15 г/л. Температура электролита поддерживается в пределах 50 С, а плотность тока 5060 А/дм.
Технологический процесс железнения включает операции: электрохимическое обезжиривание, анодное травление, железнение, нейтрализацию с последующими промывками после каждой операции. Далее шатуны отправляют в сушку.
1.11 Расчёт режимов механической обработки.
При обработке деталей на металлорежущих станках элементами режима обработки является: глубина резания, подача, скорость резания, мощность резания.
1.11.1 Расточная обработка.
Обрабатываем отверстие нижней головки шатуна. Глубина резания t при черновой обработке равна или кратна припуску z на выполняемом технологическом переходе. При чистовой обработке (Ra
Похожие работы
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
... где W-оптимальная действительная программа Распределение работ по вида произведем согласно процентов табл. 1.2 и введем в табл. 1.3. Таблица 1.3 Распределение трудоемкости разборки двигателя ЗМЗ-53 по видам работ. № п/п Наименование операций % от общей трудоёмкости Трудоемкость чел.ч На один двигатель На программу 1. Установка двигателя на линию ...
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... затем сушат в сушильном шкафу (t = 200С, = 10 мин). Технологическая карта восстановления гильзы цилиндра двигателя Д-240 представлена 8-ым листом графической части. 6. Охрана труда гильза цилиндр гальваномеханический восстановление 6.1 Меры безопасности при ремонте гильз ДВС Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной ...
0 комментариев