
Работу напечатала студентка V курса
группы керамика Петракова Екатерина.
Киев-2001.
Алюминий-литиевые сплавы являются новым классом широко известных алюминиевых систем и характеризуются прекрасным сочетанием механических свойств: малой плотностью, повышенным модулем упругости и достаточно высокой прочностью. Это позволяет создавать аэрокосмическую технику с меньшей массой, что даёт возможность экономии горючего, увеличения грузоподъемности и улучшения других характеристик летательных аппаратов.
Алюминиевые сплавы, легированные литием, относятся к стареющим системам и отличаются сложностью фазовых и структурных превращений в процессе их термообработки. Эти изменения оказывают сильное влияние на характеристики трещиностойкости, вязкости разрушения, коррозионной стойкости и сопротивления циклическим нагрузкам. Поэтому их понимание представляет большое научное и практическое значение.
Перечислю кратко основные свойства сплавов Al-Li. Увеличение содержания лития уменьшает плотность алюминия. Добавки лития в пределах твердого раствора приводят к непрерывному увеличению удельного сопротивления. Модуль упругости алюминия возрастает с увеличением содержания лития. При максимальной растворимости лития в твердом растворе модуль упругости составляет 8000кГ/мм2. Увеличение содержания лития приводит к повышению прочностных характеристик алюминия. При содержании лития до 2% прочность сплавов возрастает без снижения пластичности, при дальнейшем увеличении содержания лития пластичность резко снижается. Литий при концентрациях до 0,8% сообщает алюминиевым сплавам повышенную стойкость к коррозии, более высокую, чем у чистого алюминия.
В данной работе я хочу остановиться на рассмотрении промышленных алюминий-литиевых сплавах. Рассмотрим сначала их общую характеристику.
Повышенный интерес к легированию алюминиевых сплавов литием, самым легким из металлов с плотностью ~ 0,54 г/см3, обусловлен тем, что каждый процент лития снижает плотность алюминия на 3%, повышает модуль упругости на 6% и обеспечивает в сплавах значительный эффект упрочнения после закалки и искусственного старения.
К настоящему времени создан целый класс сплавов пониженной плотности различного назначения;
сплавы для изготовления сварных конструкций;
высокопрочные сплавы для замены сплавов системы Al-Zn-Mg-Cu типа В95;
сплавы с высокой трещиностойкостью для замены сплавов типа Д16 системы Al-Cu-Mg;
жаропрочные сплавы.
На базе системы Al-Mg-Li разработан оригинальный сплав 1420. Он самый легкий (плотность 2,47г/см3), коррозионностойкий, свариваемый, имеет сравнительно высокую (по сравнению с предыдущими сплавами) прочность и повышенный модуль упругости (7500 кГ/мм2). Сплав закаливается как при охлаждении в воде, так и на воздухе. Механические свойства сплава в процессе старения при 200С не изменяются, что позволяет легко производить всевозможные технологические операции по деформации в закаленном состоянии. Этот сплав относится к среднепрочным и широко применяется в сварных конструкциях, обеспечивая снижение массы до 20-25% при повышении жесткости до 6%. Также из этого сплава изготовляют плиты, панели, профили, прутки, листы (в состоянии Т1 (см. ниже)).
С целью повышения прочностных свойств, особенно предела текучести, предложены модификации сплава 1420 (1421 и 1423), которые дополнительно легированы скандием и различаются лишь содержанием магния.
Высокопрочные сплавы 1450 и1451 системы Al-Cu-Li характеризуются высокой прочностью не только при комнатной, но и при повышенных температурах, а также обладают хорошей коррозионной стойкостью. При замене сплава В95 сплавами 1450 и 1451 (последний предназначен главным образом для изготовления листов) масса конструкции может снизиться на 8-10% при повышении жесткости до 10%. Высокой жаропрочностью при температурах до 2250С обладает сплав ВАД23, дополнительно содержащий марганец и кадмий.
Для замены сплавов типа Д16 на базе системы Al-Mg-Li-Cu разработаны сплавы 1430 и 1440 с более низкой (на ~ 8%) плотностью, повышенным (на 10%) модулем упругости и достаточно высокой трещиностойкостью. Сплав 1430 отличается от сплава 1440 повышенной (в 1,5-2 раза) пластичностью и несколько уступает ему по характеристикам малоцикловой усталости.
Интенсивные работы по созданию алюминий-литиевых сплавов велись также в США, Великобритании и Франции. В середине 80-х годов появились сплавы 2090 системы Al-Cu-Li, 2091 системы Al-Cu-Li-Mg, 8090 и 8091 системы Al-Li-Cu-Mg и публикация состава сплава Navalite системы Al-Mg-Li-Cu.
Сплавы 2090 (аналог отечественного сплава 1450) и 8091 предложены для замены высокопрочных сплавов типа 7075 (отечественные сплавы типа В95), по сравнению с которыми они имеют пониженную на 8-10% плотность и повышенный модуль упругости.
Сплавы 8090 (аналог отечественного сплава 1440), 2091 и Navalite (аналог сплава 1430) рекомендованы для замены сплавов средней прочности с повышенной трещиностойкостью типа 2024 и 2014 (типа Д16 и АК8), по сравнению с которыми они имеют пониженную (на ~ 8%) плотность и повышенный (на ~ 10%) модуль упругости.
Химический состав (основных легирующих и примесных элементов) алюминий-литиевых сплавов приведен в таблице 1.
ТАБЛИЦА 1. Химический состав, плотность ρn и модуль упругости Е алюминий-литиевых сплавов
| Марка сплава | Массовое содержание элементов, % | ρ, г/см3 | Е, ГПа | ||||||
| Li | Mg | Cu | Zr | Sc | Fe | Si (не более) | |||
| 1420 | 1,8-2,3 | 4,5-6,0 | - | 0,08-0,15 | - | 0,2 | 0,15 | 2,47 | 76 |
| 1423 | 1,8-2,2 | 3,2-4,2 | - | 0,06-0,10 | 0,10-0,20 | 0,15 | 0,10 | 2,50 | 77 |
| 1430 | 1,5-1,9 | 2,3-3,0 | 1,4-1,8 | 0,08-0,14 | - | 0,15 | 0,10 | 2,57 | 79 |
| 1440 | 2,1-2,6 | 0,6-1,1 | 1,2-1,9 | 0,10-0,20 | - | 0,15 | 0,10 | 2,56 | 80 |
| 1450 | 1,8-2,3 | ≤0,2 | 2,7-3,2 | 0,08-0,16 | - | 0,15 | 0,10 | 2,6 | 79,5 |
| 1451 | 1,5-1,8 | ≤0,2 | 2,7-3,2 | 0,08-0,16 | - | 0,15 | 0,10 | 2,63 | 78,5 |
| ВАД23 | 0,9-1,4 | - | 4,8-5,8 | 0,4-0,8 Mn | 0,1-0,25 Cd | 0,3 | 0,2 | 2,72 | 76 |
| 8090 | 2,2-2,7 | 0,6-1,3 | 1,0-1,6 | 0,04-0,16 | - | 0,30 | 0,2 | 2,54 | 79,5 |
| 8091 | 2,4-2,8 | 0,5-1,2 | 1,6-2,2 | 0,08-0,16 | - | 0,50 | 0,3 | 2,56 | 80 |
| 2090 | 1,9-2,6 | 0,25 | 2,4-3,0 | 0,08-0,15 | - | 0,12 | 0,1 | 2,59 | 80 |
| 2091 | 1,7-2,3 | 1,1-1,9 | 1,8-2,5 | 0,04-0,16 | - | 0,30 | 0,2 | 2,57 | 78 |
| Navalite | 1,6-2,8 | 1,7-3,9 | 0,9-1,4 | 0,14 | - | - | - | - | - |
Отечественные сплавы несколько отличаются от соответствующих зарубежных аналогов по содержанию основных легирующих элементов и дополнительным комплексным микролегированием. Кстати, за рубежом нет аналога отечественному сплаву 1420. Это объясняется значительными трудностями при плавке и литье сплавов системы Al-Mg-Li. Поэтому зарубежные фирмы сосредоточили свои усилия на разработке и освоении более технологичных, но менее плотных, чем 1420, сплавов систем Al-Cu-Li и Al-Cu-Li-Mg.
В процессе освоения промышленного производства полуфабрикатов из сплава 1420 у нас были решены сложные технологические проблемы, характерные и для других алюминий-литиевых сплавов, обусловленные:
присутствием химически активных элементов – лития и магния;
высокой степенью легирования, достигающей 14% (атомное содержание);
сильной локализацией деформации в полосах скольжения и интенсивным упрочнением с резким уменьшением пластичности при холодной пластической деформации;
отсутствием режимов смягчающего отжига, обеспечивающего разупрочнение и повышение пластичности до уровня, необходимого для осуществления значительной холодной деформации;
пониженной пластичностью и вязкостью разрушения в высотном направлении массивных полуфабрикатов.
Большое внимание было уделено таким вопросам:
уменьшение газосодержания в сплаве;
повышение чистоты по таким примесям, как Na, K, Fe, Si;
отработка технологии получения полуфабрикатов с регламентированной микроструктурой, включая листы с ультрамелкозернистой структурой для сверхпластичной формовки;
отработка технологии сварки плавлением, обеспечивающей высокие ресурсные характеристики.
Из алюмимний-литиевых сплавов изготавливают практически все виды полуфабрикатов – прессованные, штамповки, плиты, листы.
Теперь рассмотрим влияние различных факторов на свойства промышленных сплавов Al-Li.
Работоспособность алюминий-литиевых сплавов определяется главным образом такими ресурсными характеристиками, как скорость роста трещины усталости, коэффициент интенсивности напряжений в вершине трещины (Кс, К1с), малоцикловая усталостная долговечность, сопротивление коррозионному растрескиванию, расслаивающая и межкристаллитная коррозия.
На уровень указанных свойств большое влияние оказывает ряд факторов. К наиболее важным факторам относятся:
· характер зеренной структуры: степень рекристаллизации, анизотропии формы зерна, наличие и плотность выделений на границах зерен и субзерен, наличие приграничных зон, свободных от выделений;
· холодная деформация растяжения между закалкой и старением полуфабрикатов;
· режим искусственного старения.
Влияние зеренной структуры на свойства сплавов. Полуфабрикаты с преимущественно рекристаллизованной структурой обладают более высокими характеристиками вязкости разрушения и трещиностойкости при несколько пониженных прочностных свойствах по сравнению с нерекристаллизованной структурой.
Наилучшие результаты обычно получают на полуфабрикатах с мелким, близким к равновесной форме, зерном. Однако повышение вязкости разрушения не всегда связано с наименьшим размером зерна. Положительный эффект наблюдается также на полуфабрикатах, в которых в процессе перестраивания выделяются частицы вторичных фаз – Т2, S. Полуфабрикаты с рекристаллизованной структурой характеризуются повышенным сопротивлением расслаивающей коррозии.
Если в листах алюминий-литиевых сплавов зерна имеют размеры <15 мкм, то они обладают эффектом сверхпластичности и используются для изготовления деталей сложного рельефа. Хорошие показатели сверхпластичности получают на листах из сплава 2090 и 1450 с нерекристаллизованной структурой. В процессе сверхпластической формовки этих листов протекает динамическая рекристаллизация и обеспечивается высокая пластичность.
Влияние холодной деформации между закалкой и старением. Значительный эффект в повышении прочностных свойств, характеристик вязкости разрушения и трещиностойкости, сопротивления коррозии наблюдается на сплавах систем Al-Cu-Li и Al-Li-Mg-Cu при использовании регламентированной холодной деформации растяжением закаленных полуфабрикатов перед искусственным старением. В результате такой обработки увеличиваются плотность и дисперсность гетерогенно зарождающихся выделений упрочняющих фаз, уменьшаются ширина приграничных зон, свободных от выделений, размер и количество частиц стабильных фаз на границах.
Режимы термомеханической обработки, включающие строго регламентированную деформацию растяжением на 3-6 % перед искусственным старением, являются основными при производстве листов, плит, прессованных полуфабрикатов из алюминий-литиевых сплавов. Листы, плиты и профили из сплава 2090 в состоянии Т8Е41 подвергаются деформации на 6 % перед старением, а полуфабрикаты из сплавов 8090, 2091, 8091 – на 3 %. Вследствие такой обработки повышается сопротивление коррозионному растрескиванию и расслаивающей коррозии.
Влияние режимов старения. Алюминий-литиевые сплавы могут быть состарены до трех состояний: недостаренное (мягкий режим), до максимальной прочности («пик» старения) и перестаренное. Для того, чтобы обеспечить нужное сочетание прочности, пластичности, вязкости и коррозионной стойкости, разрабатывались оптимальные режимы старения. Установлено, что для большинства сплавов высокая пластичность и вязкость разрушения в сочетании со средним уровнем прочностных свойств достигаются после низкотемпературного старения в мягком режиме – недостаренное состояние. Однако лучшая коррозионная стойкость обеспечивается в результате перестаривания или старения на максимальную прочность. Наилучший комплекс свойств (механические свойства при растяжении – вязкость разрушения) получен при сочетании высокой деформации (2-8%) после закалки с низкотемпературным старением.
И, наконец, рассмотрим свойства промышленных полуфабрикатов из сплавов Al-Li. Из промышленных сплавов изготавливают различные полуфабрикаты – листы, плиты, штамповки и разнообразной формы прессованные изделия, которые могут применяться в зависимости от требуемого комплекса и уровня свойств в нескольких состояниях.
В системе обозначений состояний термически упрочняемых сплавов, принятой за рубежом, указываются различные виды термической обработки и используемые сочетания и последовательности холодной деформации и старения. Некоторые из них приведены ниже (буква Т обозначает термическую обработку для получения стабильных состояний):
Т1 – охлаждение от температур горячей деформации с последующим естественным старением для получения более стабильного состояния.
Т2 - охлаждение от температур горячей деформации, нагартовка и последующее естественное старение для получения более стабильного состояния.
Т3 – закалка, холодная деформация и последующее естественное старение. После закалки полуфабрикаты подвергают холодной деформации для повышения прочности, при этом влияние холодной деформации при прогладке или растяжке оговариваются в технической документации.
Т4 – закаленное и естественно состаренное состояние.
Т5 – охлаждение от температур горячей деформации и последующее искусственное старение.
Т6 – закалка и искусственное старение. Полуфабрикаты не подвергают холодной деформации после закалки. Влияние холодной деформации при прогладке или правке не оговариваются в технической документации.
Т7 – закалка и перестаривание. Перестаривание обеспечивает получение свойств за максимумом прочности на кривой старения при некоторых специально контролируемых характеристиках с целью достижения стабильности размеров, более низкого уровня остаточных напряжений или повышения коррозионной стойкости.
Т8 – закалка, холодная деформация и последующее искусственное старение. Применимы для полуфабрикатов, подвергаемых холодной деформации для повышения прочности, а также для которых влияние холодной деформации при прогладке или растяжке оговариваются в технической документации. Степень холодной деформации обозначается цифрой 8.
Т9 – закалка, искусственное старение и последующая холодная деформация.
Т10 – охлаждение от температур горячей деформации, холодная деформация и последующее искусственное старение.
Закалка или обработка на твердый раствор состоит в нагреве литых или деформированных полуфабрикатов до соответствующей температуры, выдержке при этой температуре, продолжительность которой достаточна для перехода составляющих в твердый раствор, и быстром охлаждении для фиксации твердого раствора. Например, у некоторых сплавов серии 6000 необходимые механические свойства достигаются либо при охлаждении с печью от температуры нагрева под закалку, либо при охлаждении от температур горячей деформации со скоростью, достаточной для того, чтобы избежать распада твердого раствора, что аналогично операции закалки. В таких случаях для дифференциации соответствующих состояний используют обозначения Т3, Т4, Т6, Т7, Т8 и Т9.
Кроме термической обработки, в этой системе обозначений существуют еще обозначения таких состояний: F - без какой- либо дополнительной обработки после изготовления; О – отожженное состояние; W – закаленное состояние, нестабильное. Эти состояния менее стабильны, чем состояния, получаемые при термической обработке.
Для деформированных полуфабрикатов, в которых остаточные термические напряжения уменьшают посредством холодной деформации, используют следующие обозначения:
ТХ51 – уменьшение остаточных напряжений после закалки посредством растяжки с определенной остаточной деформацией (0,5-3,0%) в зависимости от вида полуфабриката. Обработка с таким обозначением применяется главным образом для плит, катаных и холоднодеформированных полос и прутков, не подвергаемых дополнительной правке после растяжения. Применительно к прессованным пруткам, полосам, профилям и трубам используют обозначение: ТХ510 – без дополнительной правки после растяжки; ТХ511 – с незначительной правкой после растяжки для обозначения стандартных требований по допускам.
ТХ52 – уменьшение остаточных напряжений сжатием. Применяется для полуфабрикатов, в которых уменьшение остаточных напряжений после закалки производится посредством правки сжатием с остаточной деформацией 1-3%.
ТХ54 – уменьшение остаточных напряжений растяжением и сжатием. Применяется для штамповок, остаточные напряжения в которых уменьшают путем холодной калибровки в окончательном штампе.
Вместо буквы «Х» в обозначениях вида обработки полуфабрикатов, вызывающей снижение остаточных напряжений, в зависимости от состояния указываются соответствующие цифры 3, 6, 7 или 8 (например, вместо ТХ52 будет Т652 или Т852).
Те же самые цифры могут использоваться в сочетании с символом состояния W для обозначения нестабильного закаленного состояния полуфабрикатов, для которых необходима правка для уменьшения остаточных напряжений.
Для деформированных полуфабрикатов, термообработанных из состояния О и F без правки после закалки, используются такие обозначения: Т42 – закалка из состояний О или F и последующее естественное старение до получения устойчивого состояния; Т62 - закалка из состояний О или F и последующее искусственное старение.
Изменяя режимы термической и термомеханической обработки алюминий-литиевых сплавов, можно получать различный комплекс свойств.
Алюминий-литиевые сплавы наиболее эффективно применяются в летательных аппаратах. Это связано с тем, что они имеют более высокую стоимость, но при этом более низкую плотность и более высокий модуль упругости по сравнению с традиционными алюминиевыми сплавами систем Al-Cu-Mg и Al-Zn-Mg-Cu.
Оптимальное сочетание прочностных свойств, коррозионной стойкости, характеристик трещиностойкости и вязкости разрушения обеспечивается получением полуфабрикатов с заданной регламентированной структурой и применением термомеханической обработки, включающей закалку, определенную холодную деформацию и старение. Например, для обеспечивания высокой трещиностойкости с целью замены сплава 2024Т3 рекомендуется применять листы сплава 2091 в состоянии Т8Х, которые после закалки подвергают 3%-ной холодной деформации растяжением и последующему искусственному старению при 1350С , 10 ч. Средняя прочность при некотором понижении характеристик трещиностойкости достигается на листах из сплава 2091 в состоянии Т8 – закалка, растяжение на 3%, старение при 1850С, 24 ч. Аналогичные режимы термомеханической обработки применяют и при изготовлении полуфабрикатов из отечественных алюминий-литиевых сплавов.
Алюминий-литиевые сплавы занимают особое положение среди других стареющих алюминиевых систем, что обусловлено их более высоким модулем упругости и меньшей плотностью, свойствами, открывающими новые возможности применения металлических легких материалов, в частности для аэрокосмической техники. Однако при этом им свойствен один недостаток – низкая пластичность в состоянии максимальной прочности. Для его преодоления проведено много исследований влияния различных факторов на пластичность и характеристики разрушения алюминий-литиевых сплавов. Выяснено, что причинами пониженной пластичности и вязкости разрушения являются неоднородность деформации; наличие зон, свободных от выделений упрочняющей фазы, связанных с зарождением различных фаз, содержащих литий, по границам зерен; появление пор возле крупных частиц и наличие естественных примесей, таких как K, Na, S, H2, Fe, Si, образующих или легкоплавкие эвтектики по границам зерен, или выделение по ним фаз. Перечислю основные меры, которые были предложены для решения этой проблемы (повышения пластичности). В первую очередь это легирование алюминий-литиевых сплавов медью и магнием, которые образуют тройные фазы с литием и вызывают твердорастворное упрочнение. Эти фазы наряду с промежуточной способствуют упрочнению сплавов при старении, и более однородной его деформации. Этой же цели служит и легирование алюминий-литиевых сплавов цирконием и скандием. Еще есть метод двухступенчатого старения. Такое старение вызывает более равномерное распределение фаз выделения и стабилизацию дисперсной структуры. Однако следует сказать, что еще не исчерпаны все возможные способы улучшения пластичности сплавов Al-Li.
Исследованию алюминий-литиевых сплавов, усовершенствованию технологии производства различных полуфабрикатов, разработке новых композиций сплавов и оценке перспективности их применения, особенно в авиационной технике, уделяется большое внимание во многих странах.
Список литературы.
1. И. Н. Фридляндер, К. В. Чуистов, А. Л. Березина, Н. Н. Колобнев. Алюминий-литиевые сплавы. Структура и свойства. – Киев, «Наукова думка», 1992.
2. И. Н. Фридляндер. Металловедение алюминия и его сплавов. – М.: «Металлургия», 1971.
3. И. Н. Фридляндер. Конструкционные сплавы (серия Алюминиевые сплавы). – М.: «Металлургия», 1968.
4. Алюминий: свойства и физическое металловедение: Справ. – М.: «Металлургия», 1989.
5. Применение алюминиевых сплавов (серия Алюминиевые сплавы): Справочное руководство (под ред. А. Т. Туманова). – М.: «Металлургия»,1973.
Похожие работы

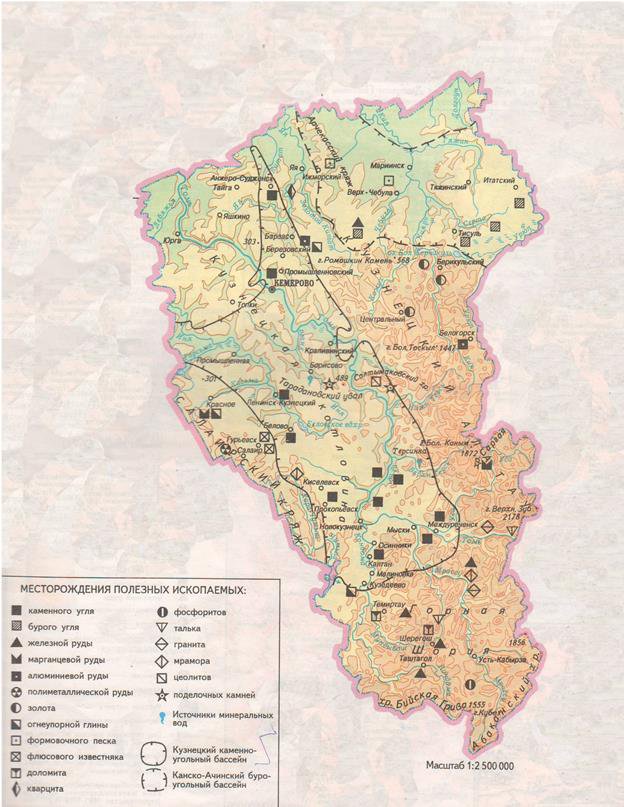
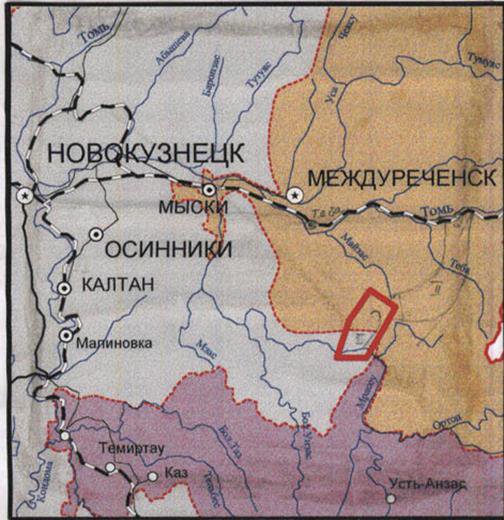
... «Мраморный» в количестве 67 тыс. тонн (по Р2). Спустя 10 лет мы вновь посетили эти места (фото 2 – 3). Сподуменовые пегматиты участка «Солнечный» были доизучены, и проведен прогнозный подсчет запасов, что отражено в отчёте, 2.2. Географо – экономическая характеристика Кемеровской области Кемеровская область располагается в пределах северо – западной части Алтае – Саянской складчатой области ( ...
... в ХХI век и целесообразно рассмотреть требования этого века в технологиям получения материалов. Для развития техники высоких температур необходимы композиционные материалы (КМ) на основе углеродных волокон (УВ), углеродных и карбидо–углеродных матриц. Основные требования к таким КМ в настоящее время и, особенно, в недалеком будущем сведутся к следующему: В двигателях современных и будущих ракет, ...
... основные закономерностей активации LiAl, LixC6 и С8С3 электродов путем механических, физико-химических и электрохимических воздействий, а также изучние обратимой работа модифицированных электродов, работающих по "принципу электрохимического внедрения, в макетах литиевых аккумуляторов. Задачи исследования. Для достижения поставленной цели потребовалось: -провести комплексное систематическое ...
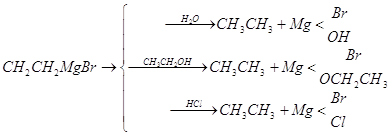
... неметаллов алкильные (или арильные) производные элементов III, II и I (для лития) групп превращаются в обратноониевые комплексы: . Природа связи углерод-металл изменяется в металлоорганических соединениях в широких пределах – от ионной до ковалентной. Увеличение электроположительных свойств металла и размеров его ковалентного радиуса усиливает ионный характер связи металл – углерод (например, в ...
0 комментариев