Навигация
Мм, а при 1100˚С - 14 мм в час, т.е. идет быстрее
26823
знака
13
таблиц
2
изображения
2 мм, а при 1100˚С - 14 мм в час, т.е. идет быстрее.
Качество воздушной извести исходя из выше изложенного , будет определяться тем-рой обжига. Так средняя плотность извести полученной при 850-900˚С , достигает 1.4-1.6 г/см3 , а для извести обоженной при 1100-1200˚С она повышается до 1.5-2.5 г/см3 и более (в куске). При обжиге идёт быстрая перестройка тригональной кристаллической решетки кальцита в кубический оксид кальция.
Декарбонизация известняков при низких тем-рах (800-850˚С) приводит к образованию оксида кальция в виде массы губчатой структура, сложенной из кристаллов размером около 0.2-0.3 мкм и пронизанной тончайшими капиллярами диаметром около 8*10-3.
Удельная поверхность такой извести, достигающая порядка 50 м2/г должна бы предопределять высокую реакционную способность продукта при взаимодействии в водой. Однако этого не наблюдается, по-видимому , потому, что проникновение воды через узкие поры в массу оксида кальция затруднено.
Повышение тем-ры обжига до 900˚С и особенно до 1000˚С обуславливает рост кристаллов оксида кальция до 0.5-2 мкм и значительное уменьшение удельной поверхности до 4-5 м2/г, что должно бы отрицательно отражаться на реакционной способности продукта. Но одновременное возникновение крупных пор в массе материала создаёт предпосылки к быстрому проникновению в него воды и энергичному их взаимодействию. Наиболее энергичным взаимодействием характеризуется известь полученная обжигом известняка при тем-рах 900˚С. Обжиг при более высоких тем-рах приводит к дальнейшему расту кристаллов оксида кальция до 3,5-10 мкм, уменьшению удельной поверхности, усадки материала и понижению скорости взаимодействия его с водой.
Некоторые примеси в известняках, особенно железистые, способствуют быстрому росту кристаллов оксида Са и образованию пережога и при тем-рах около1300˚С. Это вызывает необходимость обжигать сырьё с такими примесями и при более низких тем-рах.
Пережог в извести вредно сказывается на качестве изготовляемых на ней растворов и изделий. Запоздалое гашение такой извести протекающей обычно уже в схватившемся растворе или бетоне вызывают мех. напряжения и в ряде случаев разрушению материала. Поэтому наилучшеё будет известь обоженная при минимальной тем-ре, обеспечивающей полное разложения углекислого Са и экономию топлива
2. СПЕЦИАЛЬНЯ ЧАСТЬ
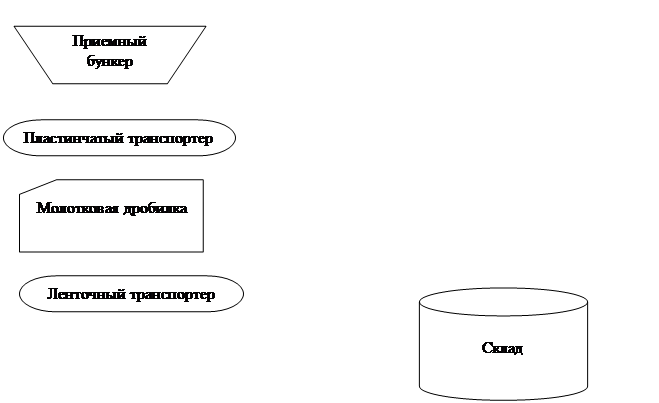
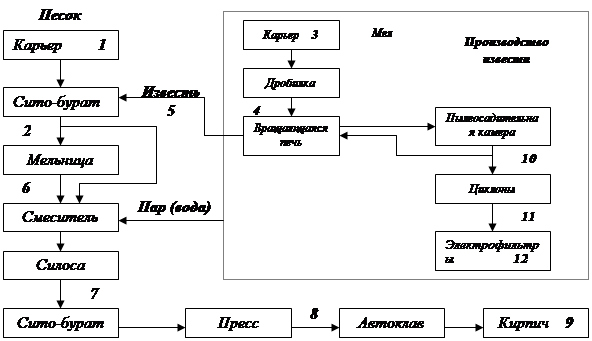
Разработанный передел состоит из добычи сырья , транспортирования, хранения , дробления, и обжига.
Транспортировка может производиться ленточными конвейерами, если расстояние от карьера до завода не более 5 км, железнодорожным транспортом. Выбираем автотранспорт , что упростит подъезд к карьеру и механизацию на заводе при выгрузке.
Хранение может быть в открытых и закрытых складах. Сейчас применяют закрытые склады, так как они защищают от агрессии среды.
Дробление может производится в щековых дробилках, если загрузочный материал твердый или средней твёрдости. Недостатком щековой дробилки является большое количество расходуемой энергии, большие потери мощности, дают зерна лещадкой формы.
Т.к. загруженный материал (известняк ракушечник ) мягкий , то выбираем конусную дробилку. Преимуществом конусной дробилки является отсутствие холостого хода, а следовательно меньший расход энергии, меньшая мощность электродвигателя.
Недостатки : сложные по конструкции и требуют строгого соблюдения технологических условий на монтаж, систематического ухода и обслуживания квалифицированным персоналом.
2-2 Расчёт разрабатываемого передела.
Определение годового фонда рабочего времени:
Тгод=(Д-В-П)∙С∙Тсм;
Тгод=(365-100-10) ∙8∙1=2040ч.
Тгод – годовой фонд рабочего времени технологического передела,ч;
Д =365 – количество календарных дней в году;
В – число выходных дней. При пятидневной рабочей неделе с учётом
4-х рабочих суббот в году;(В=52∙2-4=100)
П – расчетное количество праздничных дней в году; П=10
С – количество смен в сутки С=1;
Тсм – продолжительность смены; Тсм=8ч.
Далее рассчитываем материальный баланс заданного технологического процесса. Вид материального баланса зависит от поставленной задачи. Например , материальный баланс по компоненту может быть досчитан по формуле:
 ,
,
если Мо и Мп заданны в процентах от Мн,
где Мн – количество сырья, которое должно поступить на переработку за год.
Мп – технологические потери; Мп=3,5
Мо=0 – количество отходов.
Мк – количество материала в полезном продукте, выпускаемом в год.
![]() ,
,
где Пгод – годовая производительность предприятия в натуральных
единицах.
M – количество материала в единице продукции; m=1,1
Мк= 60000∙1,1=66000 (м3/год)
 (м3/год)
(м3/год)
По данным материального баланса заданного передела определяют его необходимую часовую производительность:
 , где
, где
Птреб – требуемая часовая производительность аппарата.
Мвозв – количество материалов , повторно вводимых в процесс при
работе аппарата в замкнутом цикле; Мвозв=0.
Птреб=33,5 м3/ч.
2-3 Расчёт аппарата.
Необходимое количество аппаратов для реализации заданного процесса определяют по формуле:
 ,
,
где Р – необходимое количество единицу оборудования.
Птреб – необходимая часовая производительность
рассчитываемого процесса.
Кр – коэффициент резерва производительности. Этот
коэффициент должен быть больше 1,05;
Пэ – эксплуатационная производительность подобранного аппарата.
Р=0,054 следовательно 1 дробилка ККД 1200/150
РАСЧЕТ КОНУСНОЙ ДРОБИЛКИ
Общие сведения о конусных дробилках.
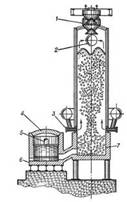
В конусных дробилках дробящим органом является подвижный конус , помещенный внутри неподвижного конуса (рис 2.1.)
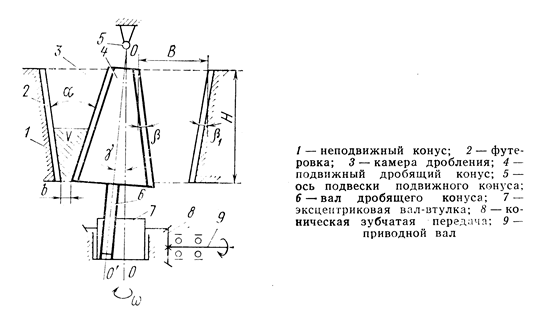
Рис. 2.1 Схема устройства конусной дробилки крупного дробления.
Дробление материала осуществляется в кольцевом рабочем пространстве между двумя усечёнными конусами. Подвижный конус плотно насажен на вал, нижний конец которого свободно входит в отверстие, эксцентрично расположенное на валу.
Конусные дробилки характеризуются: Б – ширина загрузочного отверстия, В – ширина разгрузочной щели, С – наименьший размер щели дробилки.
Размер конусных дробилок для крупного дробления принято характеризовать шириной загрузочного отверстия Б и шириной разгрузочного отверстия В. Размер конусных дробилок для мелкого и среднего дробления характеризуется диаметром Д нижнего основания дробящего конуса.
Угол захвата обычно в пределах 24-28˚, производительность в зависимости от размеров машины колеблется от 25 до 3500 т/ч.
Преимущество конусных дробилок перед щековыми состоит в непрерывности дробящего усилия , действующего в каждый момент по какой-нибудь образующей конуса. В результате этого производительность конусных дробилок больше , а расход энергии на дробление меньше , чем в щековых. Крупность дроблённых кусков более равномерная.
К недостаткам можно отнести сложность конструкции, большую высоту, что удорожает изготовление и ремонт дробилок, а также их непригодность для измельчения вязких и глинистых материалов.
Определение производительности дробилки.
Производительность конусных дробилок П (м3/ч) с крупными конусами определяется по формуле:
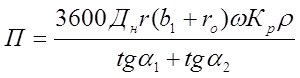 ,
,
где Дк – наружный диаметр подвижного конуса, м;
r – радиус окружности, описываемой точкой оси подвижного
конуса, лежащей в плоскости разгрузочной щели, м
b1 – наименьшая ширина разгрузочной щели или ширина
параллельной зоны при сближении конусов, м
l – длина параллельной зоны , м (l=0.08 дм)
α1 и α2 – углы между вертикалью и образующими конусов,
град.
rо – угловая скорость вращения эксцентретика, рад/с.
Кр – коэффициент разрыхления измельчённого материала
(Кр=0,25 – 0,6)
ρ – плотность дробимого материала;
П=117 (м3/ч)
Определение мощности двигателя дробилки.
Мощность двигателя N(кВт) конусных дробилок с крутыми конусами определяется по формуле:
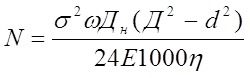 ,
,
где σ – предел прочности материала при сжатии, Н/м2
Е – модуль упругости материала, Н/м2
Дн – нижний диаметр подвижного конуса, м
d – диаметр выгружаемых кусков материала, м
Д – диаметр загружаемых кусков материала, м
η – КПД привода (η= 0,8-0,85)
N=11.62 (кВт).
Список используемой литературы:
1. А.В. Волженский «Минеральные вяжущие вещества» Строиздат, 1986 – 464 с.
2. А.Г. Комар, Ю.М. Баженов, Л.М. Сулименко «Технология производства строительных материалов» «Высшая школа» 1990.
3. Н.К. Морозов «Механическое оборудование заводов сборного железобетона». Киев «Высшая школа» 2977.
4. Ткаченко Г.А. «Методические указания». Ростов-на-Дону государственная академия строительства.
Оглавление
1-1 Исходные данные
1-2 Вводная часть
1-3 Теоретические основы процессы
1-4 Выбор и описание технологической схемы производства
1-5 Системный анализ технологического процесса
2-1 Описание разрабатываемого технологического передела
2-2 Расчет разрабатываемого технологического передела
2-3 Расчет аппарата
Список
Похожие работы

... 90 64 5 3 80 52 5 5 70 –– 5 8 85 64 20(40*) 5 75 52 20(40*) 8 65 –– 20(40*) 11 *В скобках указано содержание MgO для доломитовой извести. I.III Производство извести Производство комовой негашеной извести состоит из следующих основных операций: добычи и подготовки ...
... 90 64 5 3 80 52 5 5 70 –– 5 8 85 64 20(40*) 5 75 52 20(40*) 8 65 –– 20(40*) 11 *В скобках указано содержание MgO для доломитовой извести. I.III Производство извести Производство молотой негашеной извести состоит из следующих основных операций: добычи и подготовки ...

... потребителям выдают паспорт, в котором указывают: завод-изготовитель, название вяжущего, его технические характеристики, массу партии и другие сведения.[6] 2.2 Производство воздушных вяжущих веществ Сырьем для производства гипсовых вяжущих веществ служат сульфатные горные породы, содержащие преимущественно минерал двуводный гипс. При тепловой обработке природный гипс постепенно теряет ...
... склад. 4.3 Выбор режима работы предприятия и план производства продукции. Режим работы предприятия определяется характером протекания производственных процессов. Предприятие по производству силикатного кирпича характеризуется непрерывным производственным процессом. Таким образом, при выборе режима работы предприятия необходимо руководствуются следующими параметрами: w эффективный фонд времени ...
0 комментариев