Московский Государственный Авиационный Технологический Университет имени К.Э.Циолковского
Кафедра: Технология литейного производства
Литье под регулируемым давлением
Студент группы 1МТСВ-3-8 Мошкин Ю.Б.
Преподаватель Бобрышев Б.Л.
Москва, 1995 год.
К литью под регулируемым давлением относят способы литья, сущность которых заключается в том, что заполнение полости формы расплавим и затвердевание отливки происходит под действием избыточного давления воздуха или газа.
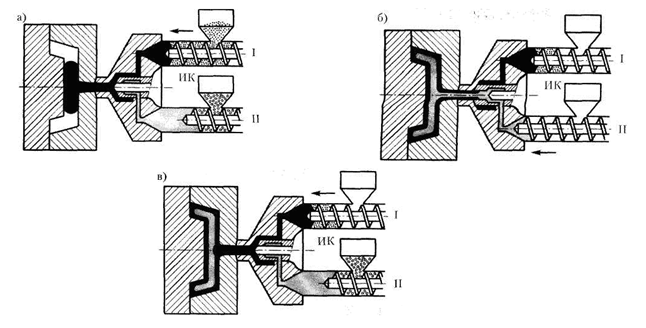
Литье под регулируемым давлением создает широкие возможности для управления заполнением формы расплавим. Если внутрь герметичной камеры а подавать сжатый воздух или газ под давлением Ризб>Ратм, то за счет разницы давлений расплав поднимется по металлопроводу 1 и заполнит форму 2 до уровня, соответствующего H=(pизб-pатм)/. Такой способ заполнения называют литьем под низким давлением. Термин "низкое давление" используется потому, что для подъема расплава и заполнения формы требуемое избыточное давление менее 0.1 МПа.
Если в герметичной камере б установок создавать вакуум, а в камере а давление поддерживать равное атмосферному, то заполнение формы произойдет за счет разницы давлений Ратм-Р. Такой способ заполнения называют литьем вакуумным всасыванием.
Используя схему установки аналогичную данной можно осуществить заполнение формы иначе. Положим, что в камерах а и б вначале создано одинаковое, но больше атмосферного давление воздуха или газа Рк>Ратм. Затем подача воздуха в камеру б прекращается, а в камеру а продолжается; давление в камере а повышается до Рк+Р. Тогда металл будет подниматься по металлопроводу вследствие разницы давлений Ра-Рб, т.е. аналогично тому, как и при литье под низким давлением. Того же результата можно достичь, если понижать давление в камере б, оставляя постоянным давление в камере а. Такие процессы называют литьем под низким давлением с противодавлением.
Установки для литья под регулируемым давлением - сложные динамические системы, позволяющие в широких пределах регулировать скорость заполнения формы расплавим. Использование таких установок позволяет заполнить формы тонкостенных 9600 оливок, изменить продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена расплава и формы, добиваясь рациональной последовательности затвердевания отдельных частей отливки.
Приложение давления на затвердевающий расплав позволяет улучшить условия питания, усадки отливки, повысить ее качество - механические свойства и герметичность. В рассматриваемых процессах после заполнения формы давление действует на расплав, который из тигля через металлопровод поступает в затвердевающую отливку и питает ее. Благодаря этому усадочная пористость в таких отливках уменьшается, плотность и механические свойства возрастают.
Литье под регулируемым давлением осуществляется на установках так, что процесс заполнения формы расплавим - самая трудоемкая и неприятная с точки зрения охраны труда и техники безопасности операция - выполняется автоматически. Конструкции установок и машин для этих литейных процессов обеспечивают также автоматизацию операций сборки и раскрытия форм, выталкивания отливки и ее удаления из формы. Таким образом, процессы литья под регулируемым давлением позволяют повысить качество отливок и обеспечить автоматизацию их производства.
В практике наибольшее применение нашли следующие процессы литья под регулируемым давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с кристаллизацией под давлением (вакуумно - компрессионное литье).
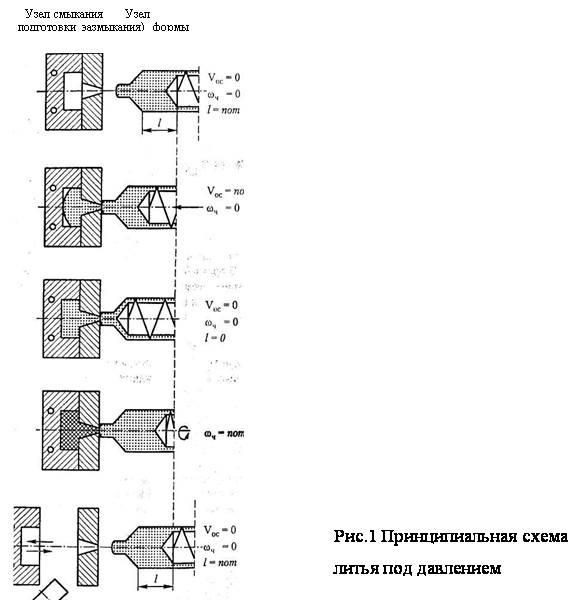
Литье под низким давлением
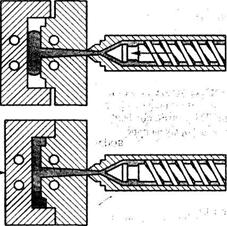
Тигель с расплавим в раздаточной печи (камере) установки герметично закрывают крышкой в которой установлен металопровод, изготовленный из жаростойкого материала. Металлопровод погружают в расплав так, что конец его не достает до конца тигля на 40-60 мм. Форму установленную на крышке, соединяют с металопроводом литниковой втулки. Полость в отливке может быть выполнена металлическим, оболочковым или песчаным стержнем.
Воздух или инертный газ под давлением до 0.1МПа через систему регулирования поступает по трубопроводу внутрь камеры установки и атмосферным давлением расплав поступает в форму снизу через металопровод, литник и коллектор со скоростью, регулируемой давлением в камере установки. По окончании заполнения формы и затвердевания отливки автоматически открывается клапан, соединяющий камеру установки с атмосферой. Давление воздуха в камере снижается до атмосферного и незатвердевший расплав из металопровода сливается в тигель. После этого форма раскрывается, отливка извлекается и цикл повторяется.
Основными преимуществами процесса литья под низким давлением являются: автоматизация трудоемкой операции заливки формы; возможность регулирования скорости потока расплава в полости формы изменением давления в камере установки; улучшение питания отливки; снижение расхода металла на литниковую систему.
Основные недостатки невысокая стойкость части металлопровода, погруженной в расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления; сложность системы регулирования скорости потока расплава в форме, вызванная динамическими процессами, происходящими в установке при заполнении ее камеры воздухом, нестабильностью утечек воздуха через уплотнения, понижением уровня расплава в установке по мере изготовления отливок; возможность ухудшения качества сплава при длительной выдержке в тигле установки; сложность эксплуатации и наладки установок.
Преимущества и недостатки способа определяют рациональную область его применения и перспективы использования. Литье под низким давлением наиболее широко применяют для изготовления сложных фасонных и особенно тонкостенных отливок из алюминиевых и магниевых сплавов, простых отливок из медных сплавов и сталей в серийном и массовом производстве.
Особенности формирования отливки при литье под низким давлением. Заполнение форм расплавим при этом способе литья может осуществлятся со скоростями потока, которые можно регулировать в широком диапазоне. Для получения качественных отливок предпочтительно заполнять форму сплошным потоком, при скоростях, обеспечивающих качественное заполнение формы и исключающих захват воздуха расплавим, образование в отливках газовых раковин, попадание в них окисных пленок и неметалических включений. Однако уменьшение скорости потока, необходимое для сохранения его сплошности может вызвать преждевременное охлаждение и затвердевание расплава, т.е. до полного заполнения формы. Поэтому, как и в других литейных процессах, важно согласовывать гидравлические и тепловые режимы заполнения формы рассплавом.
В зависимости от сочетания конструктивных и пневматических параметров установки движение расплава в металлопроводе и литейной форме при заполнении может происходить как при возрастающей скорости потока, так и при колебательном ее изменении. Колебательный характер изменения скорости отрицательно влияет на качество отливок, поэтому конструкция установки и режим работы ее пневмосистемы, а также конструкция вентиляционной системы формы должны способствовать гашению колебаний скорости.
Основными конструктивными параметрами установки являются: объем рабочего пространства камеры, площадь поперечного сечения отверстия металлопровода, площадь зеркала расплава в тигле.
Увеличение объема рабочего пространства камеры установки увеличивает скорость потока, способствует гашению колебаний, но полностью их не исключает.
Уменьшение площади сечения отверстия металлопровода в установках с объемом рабочего пространства менее 0.07 м3 приводит к резкому гашению колебаний и увеличению скорости течения расплава, в установках с объемом рабочего пространства более 0.4 м3 увеличение площади сечения отверстия металлопровода не влияет на характер движения потока и скорость расплава на входе в форму.
Увеличение площади зеркала расплава в тигле при условии постоянства массы расплава в нем способствует спокойному заполнению. Поэтому установки с тиглем ванного типа, в которых зеркало расплава достаточно велико, более предпочтительны, так как обеспечивают устойчивый режим работы.
Увеличение гидравлического сопротивления на входе расплава в металлопровод приводит к снижению ускорения расплава в начале заполнения и гасит возникающие колебания.
Важное значение для обеспечения постоянства заданной скорости от заливке к заливке, т.е. по мере понижения уровня расплава в тигле, имеет система управления подачей воздуха в камеру установки. Системы регулирования по величине давления целесообразно использовать только в установках ванного типа. При этом точность регулирования должна быть в пределах 0.01-0.05МПа; это обеспечивает поддержание скорости заливки с погрешностью 10-15%. Для установок ванного типа используют дроссельные системы регулирования.
Конструкция полости формы и конструкция ее вентиляционной системы также оказывают влияние на характер движения расплава в полости формы. При заполнении форм сложных отливок с ребрами, бобышками создаются условия для захвата воздуха потоком расплава. Гидравлическое сопротивление полости формы оказывает существенное влияние на характер движения потока. Конструкция вентиляционной системывлияет на характер движения потокарасплава в полости формы и металлопроводе. Уменьшение площади вентиляционных каналов приводит к возрастанию противодавления воздуха в полости формы, способствует гашению колебаний и снижает скорость потока расплава.
Тепловые условия формирования отливки создают возможность направленного затвердевания отливки и питания ее усадки. Части формы, расположенные на верхней плите рабочей камеры установки нагреваются до температуры большей, чем верхняя часть формы. Кроме того, через нижние сечения полости формы, расположенные ближе к металлопроводу, проходит большее количество расплава, чем через сечения, расположенные в верхней части, что существенно увеличивает разницу температур в нижней и верхней частях отливки. Поэтому массивные части отливки, требующие питания, располагают внизу формы, соединяют их массивными литниками с металлопроводом; вверху же формы располагают части отливки, не требующие питания.
Статическое давление на расплав по окончании заполнения формы улучшает контакт затвердевающей корочки и поверхности формы, вследствие чего увеличивается скорость затвердевания отливки. Вместе с тем давление воздуха на расплав в тигле способствует постоянной подпитке усаживающейся отливки, в результате чего уменьшается усадочная пористость, возрастает плотность и повышаются механические свойства отливки.
Избыточное давление в потоке расплава при заполнении формы больше, чем при гравитационной заливке, и гидравлический удар, который может возникнуть при окончании заполнения формы, приводит к прониканию расплава в поры песчаного стержня, появлению механического пригара на отливках.
При литье под низким давлением стремятся заполнить форму расплавим с возможно меньшим перегревом, достаточным для хорошего заполнения формы. С уменьшением толщины стенки отливки и увеличением ее размеров температуру заливки принимают большей. Литниковые системы конструируют с учетом литейных свойств сплава и конструкции отливки. Для отливок простой конфигурации литниковая система может состоять из одного литника, непосредственно примыкающего к массивной части, для более сложных тонкостенных отливок - из литника, литниковых ходов, коллектора и питателей.
Литье с противодавлением
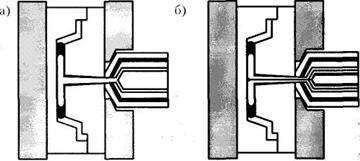
Развитие литья под низким давлением является литье с противодавлением. Установка для литья с противодавлением состоит из двух камер. В камере, устройство которой подобно герметической камере установки литья под низким давлением, располагается тигель с расплавим. В камере находится форма, обычно металлическая. Камеры разделны герметичной крышкой, через нее проходит металлопровод, соединяющий тигель и форму. Эти камеры прочно соединены друг с другом зажимами.
Давление воздуха, под которым происходит заполнение формы расплавим, будет будет соответственно равно разнице давлений в нижней Ра и верхней Рб камерах установки: Р=Ра-Рб. Скорость подъема расплава в металлопроводе и полости формы так же, как и при литье под низким давлением, будет зависеть от всей совокупности рассмотренных выше конструктивных и пневматических характеристик системы, определяющих скорость нарастания разницы давлений Р, во время работы установки.
Литье с противодавлением позволяет уменьшить выделение газов из расплава, улучшить питание отливок и вследствие этого повысить их герметичность, а также механические свойства. Этот способ литья дает наибольший эффект при изготовлении отливок с массивными стенками равномерной толщины из алюминиевых и магниевых сплавов, кристаллизующихся в широком интервале температур. Использование второй стадии процесса - кристаллизации под всесторонним избыточным давлением для тонкостенных отливок не всегда приводит к заметному улучшению свойств. Это объясняется тем, что продолжительность кристаллизации тонкостенных отливок мала и отливка затвердевает прежде, чем давление в верхней камере установки достигнет необходимой величины.
Литье вакуумным всасыванием
Сущность процесса литья вакуумным всасыванием состоит в том, что расплав под действием разряжения, создаваемого в полости формы, заполняет ее и затвердевает, образуя отливку. Изменением разности между атмосферным давлением и давлением в полости формы можно регулировать скорость заполнения формы расплавим, управляя этим процессом. Вакуумирование полости форм при заливке позволяет заполнить формы тонкостенных отливок с толщиной стенки 1-1.5 мм, исключить попадание воздуха в расплав, повысить точность, и механические свойства отливок.
В производстве используют установки двух основных разновидностей.
Установки первого типа имеют две камеры: нижнюю и верхнюю. Нижняя камера представляет собой раздаточную печь с электрическим или газовым обогревом, в которой располагается тигель с расплавим. Верхняя камера расположена на крышке нижней камеры, в крышке установлен металлопровод. Форму устанавливают и закрепляют в камере так, чтобы литник соединялся прижимами с крышкой. Полость верхней камеры через вакуум-привод соединена с ресивером, в котором насосом создается разряжение, регулируемое системой управления. В начальный момент клапан управления открывается, в верхней камере создается разряжение, и расплав вследствие разницы давлений в камерах по металлопроводу поднимается и заполняет полость формы. После затвердевания отливки клапан системы управления соединяет полость верхней камеры с атмосферой, давление в обеих камерах становится одинаковым, а остатки незатвердевшего расплава сливаются из металлопровода в тигель. Верхняя камера снимается, форма с отливкой извлекается и цикл может повторятся.
Установки такого типа используют обычно для улучшения заполнения форм тонкостенных сложных фасонных отливок из алюминиевых и магниевых сплавов с толщиной стенки 2-2.5мм, а иногда и до 1-1.5мм.
Установки второго типа используют для отливки втулок, слитков и заготовок простой конфигурации в водоохлаждаемых системах кристаллизаторы. Носок металлического водоохлаждаемого кристаллизатора погружается в рассплав, находящийся в тигле раздаточной печи. Рабочая полость кристаллизатора, оразующая отливку, соединяется вакуумом-проводом с вакуумным ресивером. Разряжение в системе создается вакуумом-насосом и регулируется натекателем. Поворотом распределительного крана рабочая полость кристаллизатора соединяется в вакуумным ресивером. В полости кристаллизатора создается разрежение, и расплав всасывается внутрь кристаллизатора, поднимаясь на высоту, пропорциональную разрежению hрт и обратно пропорционально ее плотности. После затвердевания отливки носок кристаллизатора извлекают из ванны расплава, поворотом крана, рабочую полость соединяют с атмосферой и отливка выпадает из кристаллизатора в приемный короб.
Особенности формирования отливки. Форма может заполнятся расплавим с тебуемой скоростью, плавно, без разбрызгивания, сплошным фронтом; расплав, заполнивший форму, затвердевает в условиях вакуума; газы, содержащиеся в расплаве, могут из него выделяться, благодаря чему создаются условия для получения отливок без газовых раковин и пористости. Для получения плотных отливок без усадочных дефектов необходимо согласовывать интенсивности затвердевания и питания отливки.
Обычно при литье вакуумным всасыванием слитков, втулок, расплав засасывают в тонкостенный металлический водоохлаждаемый катализатор, благодаря чему отливка отливка затвердевает с высокой скоростью.
Таким способом можно получать тонкостенные отливки типа втулок без стержней. В этом случае после всасывания расплава в кристаллизатор и намораживания на внутренних стенках кристализатора корочки твердого металла заданной толщины вакуум отключается и незатвердевший расплав сливается обратно в тигель. Таким образом получают плотные заготовки втулок без газовых и усадочных раковин и пористости. Способ позволяет получать отливки из легких цветных и медных сплавов, чугуна и стали. Наиболее часто этот способ исползуетсядля литья заготовок втулок, вкладышей, подшипников скольжения из дорогостоящих медных сталей. При этом наиболее ярко проявляются основные преимущества данного способа: спокойное заполнение формы расплавим с регулируемой скоростью, сокращение расхода металла в следствии устранения литников и прибылей, автоматизация процесса заполнения ф
Похожие работы
... . Сушка проводится при температуре 105°С с помощью горячего воздуха. После завершения сушки материал собирается в бункере для хранения с весовым дозатором поз.23. Изготовление изделий из магнитопласта осуществляется методом литья под давлением при температуре пластикации до 300°С, удельном давлении литья 1400 кгс/см2 на термопластавтомате поз.19 с последующим намагничиванием на установке поз.21 с ...
... таблица основных технико-экономических показателей проектируемого цеха. Данная таблица приведена в Приложении 19. ВЫВОДЫ Разработана технологическая часть эскизного проекта цеха по производству товаров бытового и технического назначения методом литья под давлением, мощностью 400 тонн в год. Принято решение, проектируемый цех построить в г. Балаково по ул. Саратовское шоссе, 10 в виде малого ...
... проводили на лабораторном двухшнековом экструдере с диаметром шнека 30 мм, l/d = 25. Исследование механичеких свойств осуществляли в соответствии с ГОСТ на стандартных образцах, полученных литьем под давлением. Теплофизические свойства изучали методом ДСК при скорости нагрева 20 град/мин с использованием термоанализатора 990 ф. Дюпон. Кинетику поглощения бензина и воды осуществляли на дисках ...
... сосудов должны быть включены: работник организации-владельца сосуда, назначенный приказом по этой организации для осуществления надзора за техническим состоянием и эксплуатацией сосудов, работающих под давлением (далее – лицо по надзору); лицо, ответственное за исправное состояние и безопасную эксплуатацию сосудов; другие работники организации-владельца сосуда и специализированных организаций. ...
0 комментариев