Навигация
Нанесення захисного покриття
84425
знаков
16
таблиц
3
изображения
 3.5. Нанесення захисного покриття
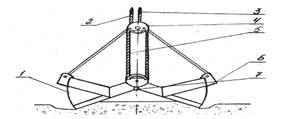
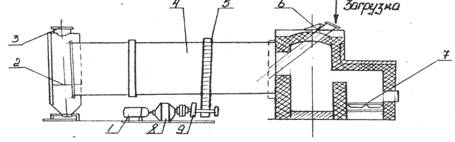
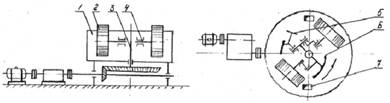
3.5. Нанесення захисного покриття Нанесення захисних оксидно металевих покриттів на зовнішню поверхню скляної тари з метою підвищення її експлуатаційної надійності здійснюється шляхом обробляння свіжо відформованих скловиробів пароповітряною сумішшю , яка вміщує тетрахлорид олова або титану, у спеціальному приладі, який монтується на конвеєр, що з’єднує склоформувальну машину та піч відпалу. Через взаємодію пароповітряної суміші з поверхнею скляної тари утворюється захисна плівка з оксиду олова або титану, яка захищає поверхню від впливу навколишніх чинників. Установка монтується на „гарячому конвеєрі” на відстані 1-1,5 м від стола охолодження скловиробів. Контроль кількості стисненого повітря, здійснюється ротаметрами. В конструкції парад бачено підігрів реагенту в випарнику з автоматичним підтриманням заданої температури. Для цього під випарником закріплений вузол підігріву.
Тетраізопропілат титану – світло – жовта рідина, горить, при контакті з водою розкладається і перетворюється в кристалічний гідроокис титану. розчиняється у бензолі, гексані, ацетоні. Температура підігріву тетраізопропілату титану 100-1200С. Якщо його перегріти, то він втрачає свої властивості. При нанесенні на вироби, температура яких перевищує 3500С розкладається.
Таблиця 3.5. – технічна характеристика устаткування для нанесення захисного покриття
| асортимент виробів, які можна оброблювати | скляні пляшки та банки |
| продуктивність, шт./год | в залежності від продуктивності склоформувальної машини |
| хімікат для нанесення покриття | тетраізопропілат титану (СН3-СНО-СН3)4Ті |
| спосіб нанесення покриття | осадження пароповітряної суміші |
| робоча температура хімікату | в залежності від хімікату |
| витрати хімікату, л/добу | 1,5-2 |
| кількість випарників, шт. | 2 |
| місткість випарників, л | 6 |
| тиск стисненого повітря, МПа | 0,3 |
| витрати стисненого повітря, м3/год | 0,25 |
| підігрів реагенту | електричний |
| живлення системи підігріву | |
| напруження? V | 220 |
| частота, Гц | 50 |
| потужність нагрівачів, кВт | 2 |
| кількість зон підігріву | 2 |
| вентилятор наддуву | |
| оберти двигуна, хв.-1 | 2800 |
| двигун | 5KG 56-2B/6 |
| живлення двигуна | |
| напруження, V | 380АС |
| частота, Гц | 50 |
| потужність, кВт | 0,12 |
Склотару упаковують різноманітними способами: в ящики, контейнери, та ін., але найбільш раціональним є спосіб упакування в безтарні пакети на піддонах – полети. Як показала закордонна та вітчизняна практика кращим способом упаковки, а особливо з точки зору схоронності якості тари, є безтарне пакування.
В цьому випадку дуже спрощується процедура пакування, виникає можливість використовувати електричні навантажувачі, крім того забезпечується достатня чистота виробів, тому замість миття достатньо ополіскування внутрішньої поверхні виробів водою. Упаковування в безтарні пакети на піддонах різко знижує кількість бою при перевезенні та завантажувально - розвантажувальних роботах.
Безтарний пакет уявляє собою укладені в кілька рядів на піддон низькобортні лотки(з гофрованого картону)з пляшками. Зверху на лотки та піддон натягується рукав термоусадочної плівки, після чого піддон термічно обробляється(Тобробки=2000С) та утягується двома капроновими стрічками.
Упаковування в безтарні пакети має ряд переваг:
Механізована та автоматизована зборка та розбирання пакетів;
Механізоване завантаження та розвантаження на вантажні машини та в залізничні вагони;
складування пакетів виконується навантажувачами в два яруси;
безтарні пакети по зрівнянню з груповими зв’язками забезпечують:
збільшення продуктивності праці при упаковці;
зменшення необхідної для складування пляшок території в 1,7 рази, а зменшення працемісткості та кількості поїздок навантажувачів в 1.3 рази;
зменшення працемісткості завантаження та закріплення пляшок у залізничні вагони в 4,1 рази;
зменшення працемісткості при розвантаженні пляшок з залізничних вагонів у 11,6 рази;
зменшення працемісткості при видачі пляшок зі складу на лінію розливу у 5,5 рази;
підвищення рівня механізації на операціях збирання та розбирання, завантажувально - розвантажувальних і складських роботах в 1,6 рази;
зменшення бою пляшок у 8 разів;
скорочення загальних витрат на 1 млн. пляшок у 1.58 разів;
Таблиця 3.6. – норми пакування
| тип пляшки | кількість пляшок в упаковці |
| шампанка | 845 |
| коблево | 1165 |
| винко | 1350 |
| хімреактив | 1160 |
| логос | 1090 |
Контроль за якістю починається з вхідного контролю сировинних матеріалів. З кожної завезеної партії сировини відбирається проба та передається у центральну заводську лабораторію, де видається паспорт на сировину, її відповідність нормам та стандартам. Наступний контроль відбувається після змішування шихти. Вона повинна відповідати всім вимогам – однорідності, відповідності паспорту. На однорідність контролюється кожний кюбель. Склад шихти перевіряється раз за зміну. Контроль за якістю скломаси здійснюється скловаром шляхом відбору проб перед протоком, а при необхідності з робочої зони. Контроль проводиться візуально, на провар.
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та по їх розподіленні у виробі, визначає експлуатаційну надійність скляної тари. Поганий відпал приводить до зниження термостійкості і механічної міцності тари, а часто до її самовільного руйнування без зовнішнього впливу.
Напруження відшукують за допомогою полярископу. На сьогоднішній день найбільш розповсюджений полярископ ПКС-500(рис.3.6)
Рисунок 3.6. – оптична схема полярископу ПКС-500
Пучок світла від електролампи 1 проходить конденсатори 2 та 3 і попадає на дзеркало 4 , а потім на поляризатор 5 . проходячи крізь виріб, що випробовується 6 плоскополяризоване світло при наявності напружень у виробі розкладається на два промені.
Аналізатор 10 приводить коливання цих променів у одну площину, і в результаті виникає інтерференція світла. Аналізатор дозволяє побачити колір, яскравість та різкість інтерференційної картини, яка залежить кількості і розподілення напружень у готовому виробі.
Інтерференційна кольорова картина у виробі змінюється в залежності від різності ходу променів.
По цим кольорам можливо судити про якість відпалу: добрий відпал – рівномірне фіолетово – червоне поле зору; задовільний відпал – червоно – жовтогарячий, та синій кольори, про поганий відпал свідчать блакитний, зелений та жовтий кольори.
Таблиця 3.7. – різність ходу променів
| Колір | нм/см |
| жовтий | 325 |
| жовтувато – зелений | 275 |
| зелений | 200 вирахування кольорів |
| блакитно – зелений | 145 |
| блакитний | 115 |
| пурпурно – фіолетовий0 | 0 |
| червоний | 25 |
| жовтогарячий | 130 |
| світло – жовтий | 200 складення кольорів |
| жовтий | 260 |
| білий | 310 |
Якість тари – це кінцевий результат всього технологічного процесу. Отримання високоякісного продукту знаходиться у прямій залежності від ступеню досконалості всіх стадій виробництва, починаючи від видобутку та обробки сировини, складення шихти, варіння скломаси в закінчуючи виробітком, відпалом та транспортуванням.
Якість скла визначається його однорідністю, наявністю включень, повітряних та лугових пузирів, а також кольоровістю та прозорістю.
Останній етап - перевірка виробів на відсутність або наявність подвійних швів, посічок, плям від змащення форм, зморшок, покованості, потертості, задирок, ріжучих швів, слідів від ножиців, недоформованості шийки виробів. Цей контроль проводиться постійно.
Важливе значення має жорстке дотримання стандартних геометричних розмірів і повної сумісності скляної тари. Дефекти геометричних розмірів, а саме: непаралельність торця вінчику площині дна, овальність шийки та корпусу, відхилення вісі шийки від вісі корпусу, відхилення маси від стандарту, зменшення або збільшення наливної ємності виробів контролюються раз на зміну Дефекти виробки склотари визначають її механічну витривалість і термостійкість, можливість її використання на автоматичних лініях розливу, величину втрат склотари та харчових продуктів. Окремі дефекти виробки можуть бути шкідливими для здоров’я споживача(ріжучі шви, задирки та ін).
Якість тари може значно погіршитись при транспортуванні, зберіганні і завантажувально – розвантажувальних роботах. незадовільна упаковка і умови зберігання приводять до появи щербин, відколів, тріщин, потертостей.
Кількість бракованих виробів прямо залежить від з’єму скломаси: - зі збільшенням з’єму скломаси підвищується процент браку. Та при максимальних з`ємах процент браку становить 5-7%, а при нормальній роботі - 3-4%.
4. Охорона праці. Охорона навколишнього середовища.В цілому виробництво склотари не є шкідливим. Проте ділянка підготовки сировинних матеріалів та складання шихти має високий рівень запиленості. Тому працівники ДСО повинні забезпечуватися засобами особистої безпеки - респіраторами. Всі запилені зони обладнані витяжною вентиляцією. Працівники скловарного цеху – скловари, формувальники, машиністи печі, які працюють в умовах підвищених температур забезпечуються сукняними рукавицями та костюмами, а для захисту обличчя використовують маски.
Виробництво має безперевний графік роботи, тому приміщення обладнані штучним освітленням – люмінесцентними лампами.
Димові труби печей забезпечують достатню природну тягу, тому витяжні вентилятори відсутні. Висота труб забезпечує розбавлення SO3, що міститься у димових газах до безпечної концентрації. Вихлопи витяжної вентиляції очищуються за допомогою циклонів та рукавних фільтрів.
Вода для, для заповнення грануляторів, охолодження завантажувачів шихти, компресорних установок, вакуум-насосів циркулює у замкненому циклі, тому стічні води відсутні.
5. Автоматичний контроль та керування процесамиПитання автоматизації дуже гостро стоїть на сьогоднішній день. В умовах жорсткої конкуренції виграє той, хто має більш досконале обладнання. При використання автоматики підвищується якість продукції, продуктивність праці, підвищується безпека працівників, та зменшуються втрати. На цей час автоматизована незначна частина обладнання, а саме: важення сировинних матеріалів, змішування компонентів шихти, робота завантажувачів шихти на обох печах нагляд за параметрами скловарної печі №3 (див. рисунок 5.1), температурний режим відпалу пляшок. Саме відповідальні та важкі операції проводяться дистанційно або вручну – перекидання напрямку руху полум’я, за допомогою перекидних шиберів, регулювання температури в скловарній печі, добір проб. Візуальне спостереження за станом та роботою обладнання виконує черговий скловар. При цьому він знаходиться дуже близько до розжарених частин печі.
6. Економіка та організація підприємстваОрганізація підприємства наведена на рисунку 6.1
Похожие работы
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...
... начал устойчиво расти. По оценкам американской Oremet Titanium Corp., ежегодные темпы прироста в 1996-2000 годах составят от 8% до 12%. На внутреннем рынке основным потребителем продукции ОАО «АВИСМА» является Верхнесалдинское металлургическое производственное объединение, которое использует титановую губку для производства титанового проката, изделий из титана, титановых сплавов, используемых ...
0 комментариев