Московская Государственная Академия
Тонкой Химической Технологии
Им. М.В. Ломоносова
Контрольная работа №3 По курсу «Планирование на предприятии»Тема: Связь оперативного плана предприятия и оперативных планов его структурных подразделений.
Преподаватель: Березовский В.А.
Студент: Троян Н.С.
Группа М-42
Москва.1999.
Разработка оперативных планов производственно-хозяйственной деятельности предприятия на текущий период является завершающей стадией внутрифирменного планирования. Оперативное планирование призвано обеспечить своевременное качественное выполнение годовых заданий, предусмотренных планами социально-экономического развития предприятия и фирмы. Под оперативным планированием понимается осуществление текущей деятельности планово-экономических служб в течение короткого периода, например, разработка годовой производственной программы, составление квартальных бюджетов предприятия, контроль и корректировка полученных результатов и т.п.
Оперативное планирование производства играет главную роль в обеспечении своевременного выпуска и поставки продукции потребителям на основе рационального использования ограниченных экономических ресурсов в текущем периоде времени. Совершенствование оперативно-производственного планирования на отечественных предприятиях будет способствовать подъему производства и росту эффективности в условиях действующих рыночных отношений.
Оперативное планирование производства заключается в разработке важнейших объемных и календарных показателей производственно-хозяйственной деятельности предприятия. Всякий процесс оперативного планирования предусматривает выполнение экономистами-менеджерами таких этапов деятельности, как выбор стратегии развития предприятия, обоснование формы организации, определение логистической схемы движения материальных потоков, разработка основных календарно-плановых нормативов, оперативное планирование работы производственных подразделений, организационная подготовка производства, непосредственная организация оперативной работы, текущий контроль и регулирование хода производства. Основная задача оперативного планирования сводится в конечном итоге к обеспечению на предприятии слаженного и ритмичного хода всех производственных процессов с целью наибольшего удовлетворения основных потребностей рынка, рационального использования имеющихся экономических ресурсов и максимизации получаемой прибыли.
В зависимости от сферы применения оперативное планирование на большинстве машиностроительных предприятий подразделяется на межцеховое и внутрицеховое. Межцеховое планирование обеспечивает разработку, регулирование и контроль выполнения планов производства и продажи продукции всеми цехами предприятия, а также координирует работу основных и вспомогательных цехов, проектно-технологических, планово-экономических и других функциональных служб. На машиностроительных предприятиях, как правило, производственные программы разрабатываются и выдаются цехам плановыми службами на очередной год с квартальной и месячной разбивкой. Содержанием внутрицехового планирования является разработка оперативных планов и составление текущих графиков работы производственных участков, поточных линий и отдельных рабочих мест на основе годовых планов производства и продажи продукции основных цехов предприятия.
В оперативном планировании производства в зависимости от разрабатываемых показателей применяются такие основные методы, как объемный, календарный, а также их разновидности: объемно-календарный и объемно-динамический. Одни из них позволяют планировать деятельность предприятия в целом, другие – деятельность структурных подразделений предприятия. Ниже я хочу привести их краткую характеристику.
Объемный метод предназначен для распределения годовых объемов производства и продажи продукции предприятия по отдельным подразделениям и более коротким временным интервалам – квартал, месяц, декада, неделя, день, час. Этот метод предусматривает не только распределение работ, но и оптимизацию использования производственных фондов и в первую очередь технологического оборудования и сборочных площадей за планируемый интервал времени. С его помощью формируются месячные производственные программы основных цехов и планируются сроки выпуска продукции или выполнения заказа во всех выпускающих подразделениях предприятия.
Календарный метод применяется для планирования конкретных временных сроков запуска и выпуска продукции, нормативов длительности производственного цикла и опережений производства отдельных работ относительно выпуска головных изделий, предназначенных для реализации на соответствующем рынке продукции. Данный метод основывается на использовании прогрессивных норм времени для расчета производственных циклов изготовления отдельных деталей, планируемых комплектов продукции и выполнения сборочных процессов. В свою очередь производственный цикл основного изделия служит нормативной базой для формирования проектов месячных производственных программ остальным выпускающим цехам и участкам предприятия.
Объемно-календарный метод позволяет планировать одновременно сроки и объемы выполняемых на предприятии работ в целом на предусмотренный период времени – год, квартал, месяц и т.д. С его помощью рассчитывается продолжительность производственного цикла выпуска и поставки продукции на рынок, а также показатели загрузки технологического оборудования и сборочных стендов в каждом подразделении предприятия. Этот метод можно использовать для разработки месячных производственных программ как выпускающих, так и невыпускающих цехов участков.
Объемно-динамический метод предусматривает тесное взаимодействие таких планово-расчетных показателей, как сроки, объемы и динамика производства продукции, товаров, услуг. В условиях рынка этот метод позволяет наиболее полно учитывать объемы спроса и производственные возможности предприятия и создает планово-организационные основы оптимального использования наличных ресурсов на каждом предприятии. Он предполагает построение планов-графиков выполнения заказов потребителей и загрузки производственных участков и выпускающих цехов.
Предлагаю рассмотреть связь некоторых календарно-плановых нормативов цехов и подразделений предприятия с оперативным планом предприятия в целом на примере машиностроительных предприятий, имеющих многолетний опыт оперативного планирования производства.
Календарные нормативы и подавляющая часть плановых показателей оперативного регулирования хода производства продукции должны разрабатываться на основе прогрессивных норм времени на отдельные технологические операции и процессы, а также на отдельную продукцию и совокупные производственные процессы. Нормы времени служат первичным календарно-плановым нормативом. Под нормой времени понимаются научно обоснованные затраты необходимого рабочего времени на выполнение работ в определенных производственных условиях. Различают нормы штучного и штучно-калькуляционного времени, а также на партию деталей. В общем виде норму времени можно рассчитать на все работы по формуле
Тш-к=То+Тв+Тобс+Тотл+Тпто+Тп-з/n ,
Где Тш-к – норма штучно-калькуляционного времени;
То - основное время на выполнение операции;
Тв – вспомогательное (неперекрываемое) время;
Тобс – время на обслуживание рабочего места;
Тотл – время на отдых и личные надобности рабочих
Тпто – допустимые перерывы по техническим и организационным причинам;
Тп-з – подготовительно-заключительное время;
n – размер партии обрабатываемых деталей.
В оперативном планировании могут применяться различные виды норм времени: в единичном производстве – штучно-калькуляционное время, в серийном – время на обработку партии деталей, в массовом – штучное время.
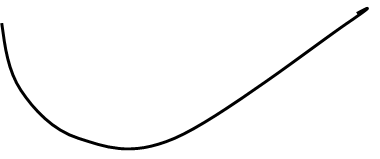
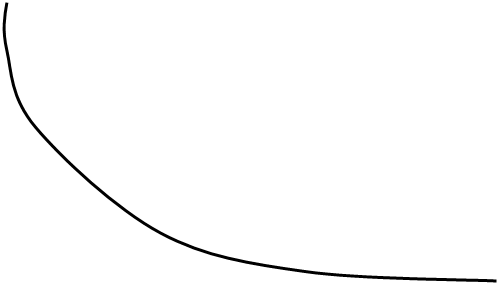
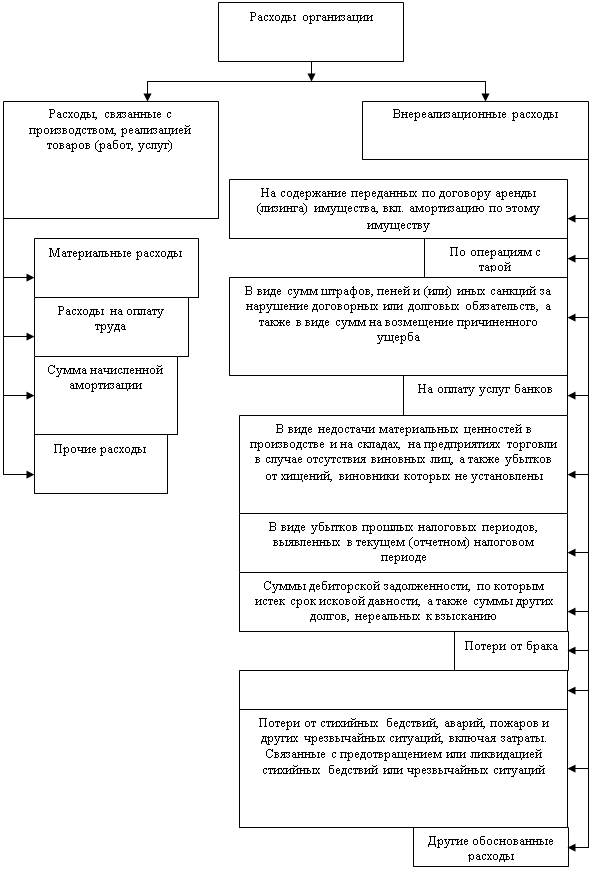
Размер партии обрабатываемой продукции служит первым объемно-плановым нормативом. Под партией деталей на предприятиях понимается количество одинаковых деталей, обрабатываемых на взаимосвязанных рабочих местах с однократной затратой подготовительно-заключительного времени. Планирование размера партии запуска-выпуска деталей является важной и сложной экономической задачей ,поскольку при ее расчете необходимо учитывать множество взаимодействующих в разных направлениях факторов. Например, увеличение размера партии деталей приводит к сокращению затрат на переналадку оборудования, росту производительности труда, улучшению оперативного планирования. В то же время возрастают затраты, связанные с хранением материальных запасов, замедляется оборачиваемость ресурсов, снижается равномерность поступления денежных потоков. И как следствие, экономистам-менеджерам приходится пересматривать некоторые пункты и пересчитывать некоторые показатели оперативного плана предприятия в целом с учетом новых данных. На рисунке 1 я показала зависимость производственных затрат от размера партии обрабатываемых деталей.
![]()
 Затраты
Затраты
 Оптимальные
Оптимальные
На хранение деталей
![]()
![]()
![]() Зmin
Зmin
На наладку станков
0 nопт Выпуск
Рис. 1. Зависимость затрат от объема выпуска.
Размер оптимальной партии запуска-выпуска деталей, как видно из графика, определяется в основном соотношении издержек предприятия на хранение обрабатываемых заготовок и наладку технологического оборудования. Нормативная величина партии деталей рассчитывается по формуле
![]() nн=Ö2NгЗн/СиЗх
nн=Ö2NгЗн/СиЗх
где nн – нормативная величина партии деталей, шт;
Nг – годовой объем выпуска продукции;
Зн – затраты на наладку технологического оборудования;
Си – себестоимость одной детали, руб./шт.;
Зх – затраты на хранение деталей в % от стоимости запасов, равные примерно 10 – 25%.
Расчет оптимальной партии заготовок предусматривает использование точных исходных экономических показателей ,представляющих некоторые практические сложности при их установлении в конкретных производственных условиях. Поэтому на наших предприятиях более широко распространен упрощенный метод расчета минимальной партии деталей:
nmin=Тп-з/Тшт*a
где nmin – минимальный размер партии деталей;
Тп-з – подготовительно-заключительное время;
Тшт – штучное время на одну деталь;
a - коэффициент допустимых потерь времени на переналадку оборудования, равный от 0,05 до 0,1.
Величина партии деталей определяется по так называемой ведущей операции или наиболее загруженному станку. Полученное минимальное значение партии запуска деталей коректируется в сторону увеличения с учетом необходимости обеспечения требуемой загрузки рабочих мест, объема и срока поставки продукции на рынок, пропускной способности производственного участка и иных факторов.
Размер партии деталей служит основным календарно-плановым нормативом в серийном производстве. Ее величина предопределяет все остальные оперативно-производственные и планово-экономические показатели предприятия, в частности периодичность или ритмичность производства, длительность производственного цикла, сроки поставки товаров и услуг на рынок и т.д.
Ритм, или период, выпуска деталей определяется соотношением показателей оптимальной партии запуска и среднесуточного выпуска продукции:
R=nопт/Nсут ,
Где R - ритм запуска-выпуска деталей; дней;
Nсут – среднесуточный выпуск продукции, шт./дн.
На отечественных машиностроительных предприятиях действуют стандартные значения периодичности, или ритма, выпуска деталей, соответствующие нормальному ряду чисел. В оперативном планировании принято выражать периодичность в соответствующих долях месяца: 12М, 3М, М, М/3, М/6, М/30 или в днях: 360, 90, 30, 10, 5, 1. С учетом принятого периода выпуска уточняется нормативный размер партии обрабатываемых деталей по формуле
Nн= Rст*Nсут ,
Где Rст – стандартный период выпуска деталей.
Производственный цикл является одним из важных календарно-плановых нормативов как оперативного, так и стратегического планирования внутрихозяйственной деятельности предприятия. Он представляет собой интервал календарного времени от начала до окончания производственного процесса изготовления деталей или выполнения работ и услуг. Производственный цикл включает рабочий период выполнения заготовительных, обрабатывающих и сборочных процессов, а также контрольных, транспортных и складских операций.
Продолжительность производственного цикла определяется множеством взаимосвязанных организационно-технических, планово-экономических, социально-трудовых и других характеристик конкретного предприятия как сложной системы в рыночном механизме хозяйствования. Длительность любого сложного производственного цикла слагается из отдельных простых или частичных циклов, включающих время выполнения рабочих процессов и регламентированных перерывов. Например, при обработке деталей партиями производственный цикл будет равен сумме времени отдельных операционных и межоперационных циклов.
Приведу пример расчета продолжительности производственного цикла изготовления партии деталей (n=50 шт.) на четырех технологических операциях, время выполнения которых равно соответственно 1, 2, 8, и 3 мин, а межоперационные перерывы составляют 10 мин. На каждой операции, кроме третьей, предусматривается по одному станку.
Общая продолжительность производственного цикла при последовательном способе передачи обрабатываемой партии деталей определяется по формуле
Тпосл=å(n*Тш-к/С)+Тм-о*k0
Где Тпосл – длительность последовательного цикла;
k0 – число операций;
n – размер партии деталей;
Тш-к – штучно-калькуляционное время;
С – число станков на операции;
Тм-о – время межоперационных перерывов.
Хочу заметить, что при расчете продолжительности производственного цикла, который учитывается в оперативном плане предприятия в целом, используется такой календарный норматив как норма времени и такой объемно-плановый норматив как партия деталей которые кардинально влияют на оперативный план цехов предприятия.
Тпосл=50*(1+2+8/2+3)+10*4=540мин.
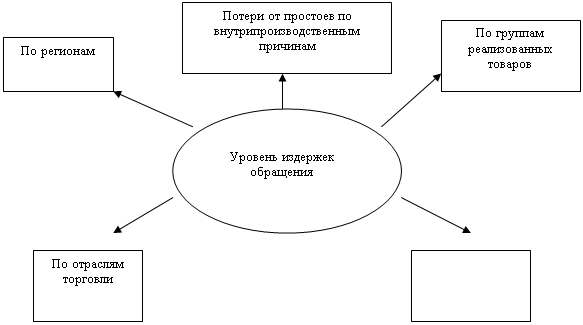
План-график обработки партии деталей при последовательном цикле приведен на рис. 2.
| Номер операции | Норма времени | Число станков | График движения партии деталей |
|
| 1 | 1 | Топ1 50 Топ2 |
|
| 2 | 1 | 100 Топ3 Тм-о=10 |
|
| 8 | 2 | 200 Топ4 |
|
| 3 | 1 | 150 Тпос |



Рис. 2. Последовательный цикл обработки деталей
В процессе оперативного планирования производства на предприятиях длительность производственного цикла измеряется в календарных днях. Перевод минут в часы и рабочие дни не вызывает затруднений: их общее число делится на количество рабочих минут в сутки. при двухсменной работе оно будет равно 960 минут (60*2*8). Для пересчета рабочих дней в календарные следует полученное значение умножить на коэффициент 1,44, выражающий соотношение календарных и рабочих дней в году (360/250=1,44). В моем примере длительность производственного цикла обработки составляет 0,5625 календарных дней.
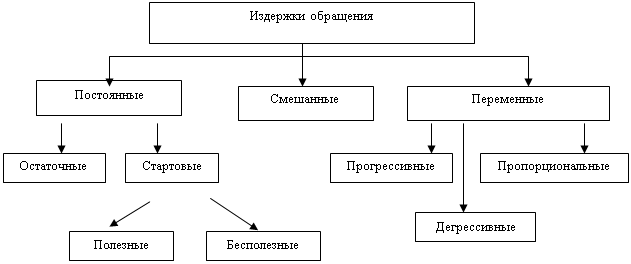
Полученные значения производственных циклов обработки партии деталей служат основой для построения цикловых графиков выполнения заказа по всем технологическим стадиям или цехам предприятия и расчета нормативов времени опережений. Нормативом опережения в оперативно-производственном планировании называется период времени в днях, на который должны быть раньше закончены все предыдущие операции по отношению ко времени выполнения последующих и завершающей стадий производственного процесса. Норматив опережений устанавливается суммированием длительности производственных циклов от установленного срока завершения заказа до той технологической стадии, где определяется соответствующее опережение запуска или выпуска деталей. Расчет циклов ведется в обратном направлении от заключительной до начальной стадии с прибавлением резервного или страхового времени между отдельными стадиями, определяемого \опытным путем. На рис.3 я показала цикловой график выполнения заказа на трех стадиях производства: заготовительной, механической и сборочной, продолжительность которых равна 5, 8, и 7 дней. Резервное время между ними составляет 2 дня.
Тзаг Тмех Тсб
 | |||||
 |  | ||||
Тр
![]() Товм
Товм
![]() Тр Томз
Тр Томз
![]()
![]()
Товз
![]()
![]() Тпц=Тозз
Тпц=Тозз
Рис.4. Цикловой график и нормативы опережений
Планируемые календарно-производственные нормативы при временных ограничениях будут составлять:
Общий производственный цикл:
Тпр=Тсб+Тр+Тмех+Тр+Тзаг=7+2+8+2+5=24
Норматив опережения выпуска с механической стадии:
Товм=Тсб+Тр=7+2=9
Норматив опережения запуска на механическую обработку:
Тозм=Тсб+Тр+Тмех=7+2+8=17
Норматив опережения выпуска с заготовительной стадии:
Товз=Тсб+Тр+Тмех+Тр=7+2+8+2=19
Норматив опережения запуска деталей на заготовительную стадию будет равен производственному циклу: Тпр=Тозз=24.
В процессе разработки оперативных планов производства, кроме рассмотренных мною основных календарно-плановых нормативов, широко применяются и другие организационные показатели, составляющие основу оперативного учета, контроля и регулирования отклонений от запланированного нормального хода производства и поставки продукции на рынок.
Так, на примере этих некоторых календарно-плановых нормативов я показала, как связаны между собой оперативный план предприятия и оперативные планы его структурных подразделений (в моем примере – цехов). Мы увидели и на примерах и по элементам теоретических выкладок, что календарно-плановые нормативы и некоторые показатели цехов предприятия (учитываемые в оперативных планах структурных подразделений предприятия) очень сильно влияют на показатели оперативного плана всего предприятия, на множество факторов таких как, например, затраты на переналадку оборудования, затраты связанные с хранением материальных запасов, оборачиваемость ресурсов, равномерность поступления денежных потоков и на многие другие факторы, которые в свою очередь также учитываются в оперативном плане предприятия в целом. Мы также увидели, что осуществляется и обратная взаимосвязь. Она состоит в том, что календарно-плановые нормативы различные факторы и показатели оперативного плана предприятия в целом, естественно, оказывают огромное влияние на оперативные планы цехов. Из этого можно сделать вывод, что оперативный план предприятия в целом и оперативные планы его структурных подразделений должны разрабатываться вместе, неотделимо друг от друга, их связь и неоспоримое влияние друг на друга должны обязательно учитываться.
Похожие работы
... этой темы обусловлена тем, что изучение структуры и функций органов исполнительной власти дает возможность вместе с тем изучить и его недостатки, а также выявить способы их устранения. Целью предлагаемой работы является детальное изучение двух основных структурных подразделений МВД – органов внутренних дел и внутренних войск, а также обобщение выводов по данной проблеме. По своей структуре ...
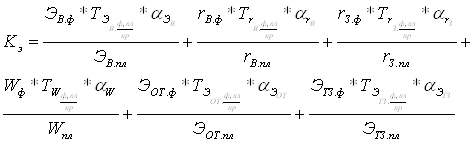
... пользоваться Артур А. Томпсон-мл и А. Дж. Стрикленд, Голубков Е.П и ряд других авторов. А Максимов И. к основным критериям конкурентоспособности предприятия предлагает относить эффективность ее производственной деятельности, финансовое положение, эффективность организации сбыта и продвижения товара на рынке, конкурентоспособность продукции. Применяя формулу (2), получает для коэффициента ...
... учетной информации; - порядок контроля за хозяйственными операциями. Таким образом, отчетность организации представляет собой единую систему информации об ее имущественном и финансовым положении. 2. Анализ финансово - хозяйственной деятельности предприятия (на примере СП «Энергосбыт») 2.1 Технико-экономическая характеристика предприятия СП «Энергосбыт» - филиала ОАО «РЖД» Куйбышевская ...

... основных и оборотных фондов, механизация трудоемких процессов, ускорение товарооборачиваемости. Проанализировав издержки обращения в ООО "Ренессанс" можно сделать следующие выводы по их оптимизации. 1) Производительность труда работников оказывает большое влияние на издержки обращения в предприятия торговли и выступает важным резервом снижения уровня издержек обращения предприятия торговли. 2) ...
0 комментариев