Система качества
Структурирование функции качества
По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
Статистический приемочный контроль по альтернативному признаку. Стандарты статистического приемочного контроля
Навигация
По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
Основы управления качеством
36547
знаков
1
таблица
6
изображений
1. По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
2. По причинам (факторам). Они отражают причины проблем, которые возникают в ходе производства.
Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин приводящим к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето.
Построение диаграмм Парето включает следующие этапы:
Выбор вида диаграммы (по результатам деятельности или по причинам (факторам).
Классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако, большинство наблюдаемых единиц какой-либо совокупности не должны попадать и строку "прочие".
Определение метода и периода сбора данных.
Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нем необходимо предусмотреть свободное место для графической регистрации данных.
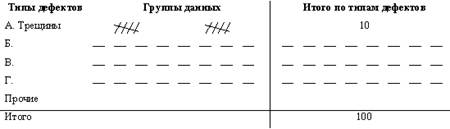
Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу "прочие" следует приводить в последней строке вне зависимости от того, насколько большим получилось число.
Построение столбиковой диаграммы (рис. 3.7).
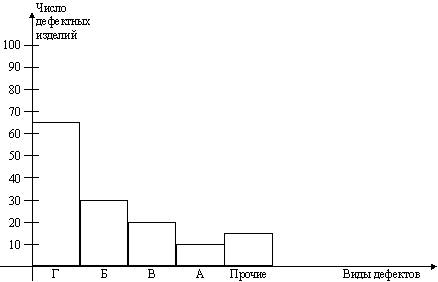
Рис. 3.7. Связь между видами дефектов и числом дефектных изделий
Значительный интерес представляет построение диаграмм ПАРЕТО в сочетании с диаграммой причин и следствий.
Выявление главных факторов, влияющих на качество продукции позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество.
Для такой увязки возможно применение регрессионного анализа.
Например, в результате специально организованных наблюдений за результатами носки обуви и последующей статистической обработки полученных данных, было установлено, что срок службы обуви (у), зависит от двух переменных: плотности материала подошвы в г/см3 (х1) и предела прочности сцепления подошвы с верхом обуви в кг/см2 (х2). Вариация этих факторов на 84,6% объясняет вариацию результативного признака (множественный коэффициент коррекции R = 0,92), а уравнение регрессии имеет вид:
у = 6,0 + 4,0 * х1 + 12 * х2
Таким образом, уже в процессе производства зная характеристики факторов х1 и х2 можно прогнозировать срок службы обуви. Улучшая вышеназванные параметры, можно увеличить срок носки обуви. Исходя из необходимого срока службы обуви, можно выбирать технологически допустимые и экономически оптимальные уровни признаков производственного качества.
Наибольшее практическое распространение имеет характеристика качества изучаемого процесса путем оценки качества результата этого процесса В этом случае речь о контроле качества изделий, деталей, получаемых на той или иной операции. Наибольшее распространение имеют несплошные методы контроля, а наиболее эффективны те из них, которые базируются на теории выборочного метода наблюдения.
Рассмотрим пример.
На электроламповом заводе цех производит электролампочки.
Для проверки качеств ламп отбирают совокупность 25 штук и подвергают испытанию на специальном стенде (меняется напряжение, стенд подвергается вибрации и т. д.). Каждый час снимают показания о продолжительности горения ламп. Получены следующие результаты:
6; 6; 4; 5; 7;
5; 6; 6; 7; 8;
5; 7; 7; 6; 4;
5; 6; 8; 7; 5;
7; 6; 5; 6; 6.
Прежде всего необходимо построить ряд распределения.
| Продолжительность горения (х) | частота (f) | x*f |
|
| В % к итогу | Накопленный процент |
| 4 | 2 | 8 | 4 | 8 | 8 | 8 |
| 5 | 6 | 30 | 6 | 6 | 24 | 32 |
| 6 | 9 | 54 | 0 | 0 | 36 | 68 |
| 7 | 6 | 42 | 6 | 6 | 24 | 92 |
| 8 | 2 | 16 | 4 | 8 | 8 | 100 |
| 25 | 150 | 20 | 28 | 100 | – |
Затем следует определить
1) среднюю продолжительность горения ламп:
![]() часов;
часов;
2) Моду (вариант, который чаще всего встречается в статистическом ряду). Она равна 6;
3) Медиану (значение, которое расположено в середине ряди. Это такое значение ряда, которое делит его численность на две равные части). Медиана равна, также 6.
Построим кривую распределения (полигон) (рис. 3.8).
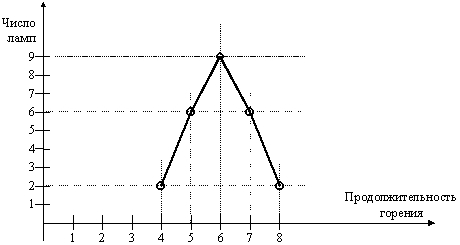
Рис. 3.8. Распределение ламп по продолжительности горения
Определим размах:
R = Хmax – Хmin = 4 часа.
Он характеризует пределы изменения варьирующего признака. Среднее абсолютное отклонение:
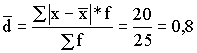 часа.
часа.
Это средняя мера отклонения каждого значения признака от средней.
Среднее квадратическое отклонение:
 часа.
часа.
Рассчитаем коэффициенты вариации:
1) по размаху:
![]() ;
;
2) по среднему абсолютному отклонению:
![]() ;
;
3) по среднему квадратическому отношению:
![]() .
.
С точки зрения качества продукции, коэффициенты вариации должны быть минимальными.
Так как завод интересует не качество контрольных ламп, а всех ламп, возникает вопрос о расчете средней ошибки выборки:
![]() часа,
часа,
) и от числа от отобранных единицsкоторая зависит от колеблемости признака ( (n).
= DПредельная ошибка выборки ![]() . Доверительное число t показывает, что расхождение не превышаетmt* кратную ему ошибку выборки. С вероятностью 0,954 можно утверждать, что разность между выборочной и генеральной не превысит двух величин средней ошибки выборки, то есть в 954 случаях ошибка репрезентативности не выйдет за
. Доверительное число t показывает, что расхождение не превышаетmt* кратную ему ошибку выборки. С вероятностью 0,954 можно утверждать, что разность между выборочной и генеральной не превысит двух величин средней ошибки выборки, то есть в 954 случаях ошибка репрезентативности не выйдет за ![]() .m2
.m2
![]() ;
;
![]() .
.
Таким образом, с вероятностью 0,954 ожидается, что средняя продолжительность горения будет не меньше, чем 5,6 часа и не больше, чем 6,4 часа. С точки зрения качества продукции необходимо стремиться к уменьшению этих отклонений.
Обычно при статистическом контроле качества допустимый уровень качества, который определяется количеством изделий, прошедших контроль и имевших качество ниже минимально приемлемого, колеблется от 0,5% до 1% изделий. Однако, для компаний, которые стремятся выпускать продукцию только высшего качества этот уровень может быть недостаточным. Например, "Toyota" стремится свести уровень брака к нулю, имея в виду, что хотя и выпускаются миллионы автомобилей, но каждый покупатель приобретает лишь один из них. Поэтому наряду со статистическими методами контроля качества на фирме разработаны простые средства контроля качества всех изготавливаемых деталей (TQM). Статистический контроль качества в первую очередь применяется в отделениях фирмы, где продукция изготавливается партиями. Например, в лоток высокоскоростного автоматического процесса после обработки поступает 50 или 100 деталей, из которых контроль проходят только первая и последняя. Если обе детали не имеют дефектов, то все детали считаются хорошими. Однако, если последняя деталь окажется бракованной, то будет найдена и первая дефектная деталь в партии, а весь брак будет изъят. Для того, чтобы ни одна партия не избежала контроля, пресс автоматически отключается после обработки очередной партии заготовок. Применение выборочного статистического контроля имеет эффект всеобъемлющего тогда, когда каждая производственная операция выполняется стабильно благодаря тщательной отладке оборудования, использованию качественного сырья и т. д.
Большую роль в обеспечении качества играет статистический приемочный контроль.
Похожие работы
... -технической документации (ГОСТы, ОСТы, ТУ и стандарты ISO), которая может оказаться существенным подспорьем для полиграфических предприятий, выбравших курс управления качеством и сертификации печатной продукции. Тенденция развития полиграфических услуг в России свидетельствует о значительном росте количества небольших полиграфических предприятий. Вследствие этого, с ростом конкуренции в этой ...
... control). При этом к "общему" руководству качеством принято относить планирование качества с учетом определенной направленности деятельности по его обеспечению, организацию работы по достижению целей системы управления качеством, обучение и мотивацию персонала, принятие необходимых стратегических решений по достижению качества, требуемого потребителем, и взаимодействие с внешней средой. Контроль ...
... требовать соблюдение требований стандартизации от других хозяйствующих субъектов, если это предусмотрено в договоре с ними. 2. Характеристика технического контроля по полноте охвата Особое место в управлении качеством продукции занимает контроль качества. Именно контроль как одно из эффективных средств достижения намеченных целей и важнейшая функция управления способствует правильному ...
... , занимающихся вопросами надежности. Однако довольно быстро и закономерно их деятельность переросла в работу по научно-методическому обеспечению решения в стране проблемы качества. История развития концепций управление качеством в СССР Фредериком У. Тейлором, соратником Г. Форда, была разработана концепция научного менеджмента, включившая системный подход, кадровый менеджмент, идею ...
0 комментариев