Исходные данные
| вариант | модуль | число н.зубьев | a° | hf | материал |
| 68 | 16 | 36 | 20 | 1.25 | труднообр. сталь |
Профилирование зубьев фрезы
Так как дисковая зуборезная модульная фреза имеет нулевой передний угол и при нарезании цилиндрического прямозубого колеса работает методом копирования, то профилирование ее режущих кромок сводится к определению формы впадин зубьев обрабатываемого изделия. Согласно ГОСТ 10996-64 профиль зуба фрезы состоит из эвольвентного, неэвольвентного участков и прямой.
Определение профиля эвольвентного участка
Радиус основной окружности
rb = 0.5 * m * z * cos ab = 0.5*16*36*cos 10° = 283.6 мм
Радиус вершины зубьев колеса
ra = 0.5 * m * (z +2) = 0.5*16*38 = 304 мм
Радиус делительной окружности
r = 0.5 * m * z = 0.5*16*36 = 288 мм
Радиус окружности впадин колеса
rf = r - 1.25m = 288 - 1.25*16 = 268 мм
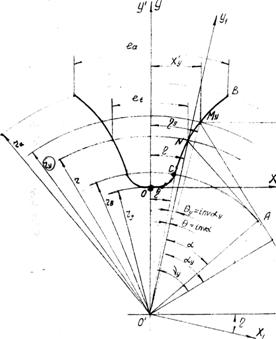
На эвольвентном участке профиля условно отмечаем десять точек так, чтобы выполнялось условие:
( ra + 0.5m ) > ry > rb
где ry - радиус произвольных окружностей, проведенных через выбранные точки.
r1 = ra + 0.5m = 304 + 0.5 * 16 = 312 мм
Угол профиля зубчатого колеса на окружности r1:
a1 = arccos rb/r1 = 283.6/312 = 24.636° = 24°38’9’’
inv a1 = 0.028729
inv a = 0.014904
где a=20° - угол профиля исходного контура.
Угол n1 определяем по формуле:
ny = (p/2z - inva + invay) / 0.017453
n1 = (p/72 - 0.019404 + 0.028729) / 0.017453 = 3.29° = 3°17’31’’
Найдем координаты точки 1:
xu1 = r1 * sin n1 = 312 * sin 3.29 = 17.9056 мм
yu1 = r1 * cos n1 = 312 * cos 3.29 = 311.486 мм
y01 = yu1 - rf = 311.486 - 268 = 43.485 мм
Расчет остальных точек производим аналогично, результаты заносим в таблицу.
| y | ry , мм | ay ,° | inv ay | ny , ° | xoy = xuy | yuy , мм | y0y , мм |
| 1 | 312 | 24.636 | 0.028729 | 3.29 | 17.906 | 311.486 | 43.485 |
| 2 | 308.5 | 23.17 | 0.023577 | 2.99 | 16.129 | 308.078 | 40.078 |
| 3 | 305 | 21.59 | 0.018891 | 2.72 | 14.474 | 304.656 | 36.656 |
| 4 | 301.5 | 19.84 | 0.014523 | 2.47 | 13.037 | 301.210 | 33.218 |
| 5 | 298 | 17.88 | 0.010504 | 2.24 | 11.688 | 297.770 | 29.770 |
| 6 | 294.5 | 15.63 | 0.007011 | 2.05 | 10.523 | 294.311 | 26.312 |
| 7 | 291 | 12.90 | 0.003899 | 1.87 | 9.439 | 290.8 | 22.845 |
| 8 | 287.5 | 9.448 | 0.001730 | 1.75 | 8.7557 | 287.366 | 19.366 |
| 9 | 284.5 | 4.558 | 0.00017 | 1.658 | 8.22 | 284.38 | 16.381 |
| 10 | 283.6 | 0 | 0 | 1.638 | 8.1107 | 283.483 | 15.4839 |
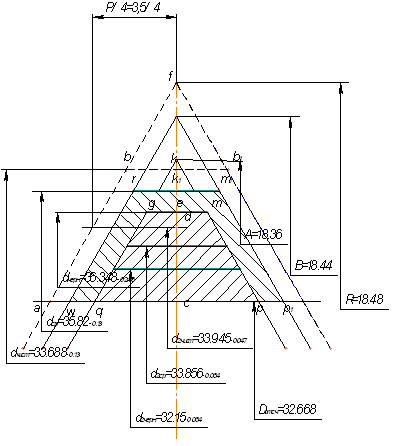
Определение профиля неэвольвентного участка.
В зависимости от числа зубьев нарезаемого колеса z < 80 или z > 79
устанавливают два типа профилей зуба. У нас z = 36, поэтому профиль зуба состоит из дуги окружности AB, отрезка прямой BC и
эвольвенты CDE.
Определим координаты точек B,C,D,E.
Координаты точки B:
XB = 8.448 YB = 6.8
Координаты точки C:
XC = 8.608 YC = 7.488
Координаты точки D:
XD = 20.579 YD = 35.277
Координаты точки E:
XE = 24.512 YE = 42.9952
Угол профиля участка BC:
jy0 = 12°
Координаты центра окружности:
Xc = 0 Yc = 8.656
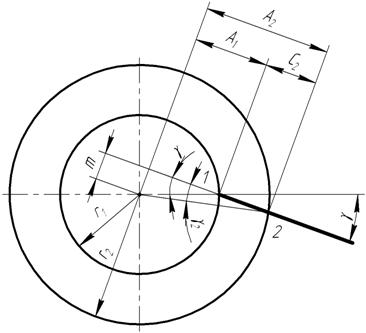
Выбор геометрических параметров зубьев фрезы.
Задача выбора - назначить такую геометрию режущей кромки, при которой неблагоприятные участки профиля находились бы в возможно лучших условиях работы.
Значения текущих нормальных задних углов зуба дисковой зуборезной модульной фрезы по высоте профиля переменны и для любой точки профиля фрезы могут быть определены по формуле:
anu0 = arctg (ra0/ ry0 * tg aa0 * sin jy0 )
где ra0 - радиус вершин зубьев фрезы;
ry0 - текущий радиус зуба фрезы;
aa0 - задний угол на вершине зуба фрезы;
jy0 - передний угол профиля зуба фрезы;
Зная что aa0 = 90, ry0 = ra0 - yB = 90 - 6.8 = 83.2, jy0 = 12° найдем aa0
aa0 = arctg ( tg anu0 * ry0 / ra0 * sinjy0 ) = arctg(tg3*83.2/90*sin12) = 13°
Найдем величину затылования:
Ko = tgaa0 * 2p * ra0 / z0 = tg13 * 2p * 90 / 10 = 13.05
где z0 - число зубьев фрезы.
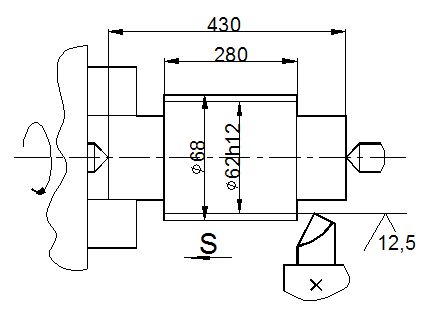
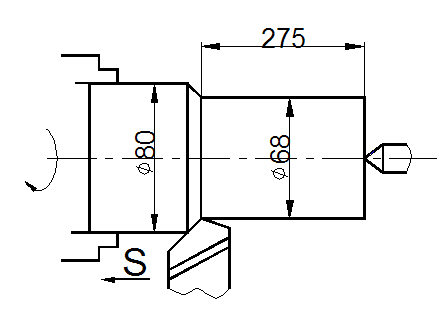
Определение конструктивных элементов фрезы
Из таблицы выбираем.
| Диаметр фрезы наружный | DA0 | мм | 180 |
| Диаметр отверстия фрезы | d0 | мм | 50 |
| Число зубьев фрезы | z0 | 10 | |
| Радиус закругления дна стружечной канавки | r1 | мм | 3 |
| Угол впадины стружечной канавки | b | ° | 22 |
| Ширина фрезы | B0 | мм | 26 |
Дополнительные размеры:
| B | t | r3 | c | d1 | r2 | d | t1 |
| 12.12 | 53.5 | 1.6 | 0.8 | 52 | 2.0 | 35 | 36 |
Глубина стружечной канавки:
Н0 = h0 + K0 + r1
где h0 < Ye - высота затыловочного профиля.
Н0 = 15 + 13.05 + 3 = 32.05
Выбор материала и технические требования.
По ГОСТ 5950-73 выбираем марку стали фрезы - 9ХС
Шероховатость обработанных поверхностей по ГОСТ 2789-73 должна быть:
передняя поверхность - 7-й класс
поверхность опорных торцов - 8-й класс
поверхность посадочного отверстия - 7-й класс
затылованые поверхности профиля зубьев - 6-й класс.
Твердость режущей части - HRCэ 62 ... 65
Предельные отклонения наружного диаметра по H16, толщина по h12, посадочные отверстия по H7.
Допустимые отклонения:
Отклонение от радиальной передней поверхности +- 45°
Радиальное биение по наружному диаметру, относительно оси отверстия, мкм:
для двух смежных зубьев - 40 мкм
за один оборот фрезы - 80 мкм
Биение торца в точках, наиболее удаленных от отверстия фрезы 40 мкм. Биение боковых режущих кромок зубьев в направлении нормали к прпофилю = 80мкм.
Разность расстояний от торцевых плоскостей фрезы до точек профиля, лежащих на одном диаметре, мкм = 250
Погрешность профиля ,мкм:
на участке эвольвенты = 63
на вершинах зуба и на закруглениях = 125
Похожие работы
... по таблицам нормативов [4] или по эмпирической формуле где Сv - коэффициент, учитывающий условия обработки; m, x, y - показатели степени; T - период стойкости инструмента; t - глубина резания, мм; S - подача, мм/об; Kv- обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным , где Kmv - коэффициент, учитывающий ...
0,5)·8 = 60 мм 17. Подача, допустимая по расчетному усилию: где Ср. = 2040 Н/мм2 – при НВ > 190 [1., табл. 8.7, с. 220]. Так как Szp> Szk принимаем одинарную схему резания. 18. Наибольшая ширина слоя при нарезании: Вр ш = bш · nz = 8 · 6 = 48 мм 19. Подача, допустимая по расчетному усилию: 20. Шаг режущих зубьев для групповой схемы резания: tp = m= (1,45÷1,9)= ...
... 275..276]. 2.3.5. Определение рабочей поперечной подачи на ход стола: 2.3.6. Определение основного времени на шлифование 2.3.7. Определение мощности затрачиваемой на шлифование. 3. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМтШЛИФОВАНИИ С ПОПЕРЕЧНОЙ ПОДАЧЕЙ (ВРЕЗАНИЕМ). 3.1. Исходные данные: 3.2.Выбор характеристики ШК. Таблица 6.11. [2, с.267]. 3.3.Назначение режимов ...
... и при малых сериях. Протягиванием сравнительно легко достигается получение 7-9 квалитетов точности и 7-9 классов шероховатости обработанной поверхности. Зуборезный инструмент относится к категории наиболее сложного и специфичного в проектировании, изготовлении и эксплуатации, поэтому все вопросы, связанные с его созданием, должны решаться комплексно с учетом его конструктивных особенностей и ...
0 комментариев