Навигация
Марочный сортамент включает углеродистые, низколегированные, легированные стали
123071
знак
27
таблиц
24
изображения
1. Марочный сортамент включает углеродистые, низколегированные, легированные стали.
2. Основным принципом технологического процесса является ориентация плавки в печи на расплавление шихты, окислительное рафинирование (дефосфорация, обезуглероживание) и нагрев металла до температуры выпуска (1600 - 1700°С) с последующей десульфурацией, легированием, корректировкой состава и температуры в ковше при внепечной обработке, в том числе и с дуговым подогревом стали. При отсутствии подогрева в ковше операция легирования может частично осуществляться в печи.
3. Основными составляющими шихты являются подготовленный стальной лом и внутризаводские отходы, а также чушковый чугун. При наличии особых требований к качеству стали в состав шихты включаются металлизированные окатыши. Металлозавалка готовится в скрапном отделении цеха, где подготовленный лом с помощью кранов загружается в завалочные корзины. Корзины в процессе заполнения шихтой взвешиваются. Металлозавалка должна составляться таким образом, чтобы обеспечить загрузку печи не более чем в два приема: завалка - 70 - 75 т., подвалка - 35 - 40 т. Общий вес загружаемой шихты - не более 115 т.
4. Добавочные материалы (шлакообразующие, ферросплавы, кокс, окатыши) догружаются в печь через отверстие в своде. В отдельных случаях легирующие вводятся через рабочее окно мульдозавалочной машиной. Предусматривается также подача материалов в ковш. Шлакообразующие материалы и ферросплавы, используемые для выплавки и внепечной обработки металла, соответствуют стандартам и техническим условиям.
5. Для интенсификации расплавления шихты используются газокислородные горелки ориентировочной мощностью по 7 МПа. При общей длительности расплавления под током 50-55 мин. длительность работы горелок составляет 15-20 мин. Максимальный расход газа на горелку составляет 700 нм3/час, максимальный расход кислорода 1400 нм3/час.
6. Кислород для окислительного рафинирования подается через фурму, вводимую в печь. Расход кислорода составляет 50 м3/мин при давлении 1,2 - 1,5 Мпа. Длительность продувки – 15 - 40 мин.
7. Для обеспечения необходимой стойкости футеровки и снижения потерь энергии во время доплавления шихты и нагрева жидкого металла формируют пенистый шлак, экранирующий дуги, присадками по ходу плавки известняка или извести, кокса, окислительных окатышей или вводя кислород через погруженную в металл фурму.
8. Для контроля химического состава металла в процессе плавки отбираются 3 - 4 пробы металла из печи и 1 - 2 - из ковша при внепечной обработке. Время от момента отбора проб да получения результатов анализа составляет 8-10 мин.
9. Выпуск стали из печи, производиться без печного окисленного шлака, оставляемого в электропечи с некоторым количеством металла (до 10 т.). Масса металла, сливаемого в ковш, измеряется взвешивающим устройством на сталевозе. Периодически, через 5-7 плавок, металл и шлак выпускаются полностью, после чего производится заправка футеровки печи.
Технологический процесс выплавки стали в ДСП - 100 состоит из следующих основных операций и стадий:
· загрузка шихты в печь;
· закрытие свода;
· перевод скрапа в жидкое состояние, представляющий собой ряд стадий (заглубление электродов, проплавление колодцев, формирование зоны плавления, расплавление, подвалку скрапа);
· окислительное рафинирование с помощью кислородной продувки; отбор проб металла; замеры температуры металла; подача в печь шлакообразующих;
· выпуск металла из печи, включающий отворот свода и наклон ванны.
Поддержание на каждой стадии оптимальных электрорежимов позволяет минимизировать продолжительность расплавления и расход электроэнергии.
Под оптимальным режимом работы ДСП - 100 понимается работа с максимальным термическим КПД при соблюдении ограничений, накладываемых на температуру футерованной части стен и свода, на тепловой поток с водоохлаждаемых элементов стен и свода и на электрические параметры трансформатора, короткой сети и электродов.
1.4 Характеристика УПСА
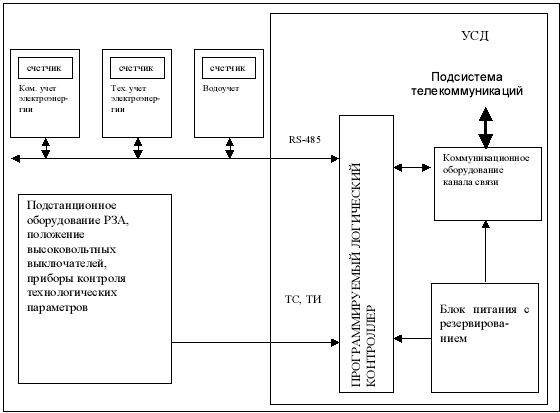
Технологическая схема УПСА показана на рисунке 2.
В комплексе ОНРС ЭСПЦ-2 ООО «Сталь КМК» предусмотрено сооружение агрегата в составе двух установок для обработки стали азотом/аргоном и порошками за каждой электропечью. Производительность одной установки - до восьми плавок в сутки. Интервал выдачи плавок с электропечи - 3 часа. Продолжительность обработки стали - до 15 мин. Режим работы - непрерывный, трехсменный. Максимальный вес жидкой стали в ковше - 110-115т.
Агрегат доводки металла предназначен для выполнения следующих технологических операций:
1. продувка металла аргоном через неохлаждаемую фурму с целью усреднения его химического состава и выравнивания температуры по всему объему ковша, а также доведение температуры расплава перед разливкой до требуемого уровня;
2. продувка металла невысокоактивными порошкообразными реагентами в струе азота/аргона с целью науглероживания, десульфурации;
3. дозированная подача кусковых ферросплавов для легирования и коррекции химического состава стали по марганцу, кремнию и др. элементам;
4. дозированная подача алюминиевой проволоки с целью раскисления и легирования стали;
5. охлаждение расплава присаживаемой дозированными порциями металлической сечки;
6. автоматизированный отбор проб металла для экспресс-анализа стали, замер температуры и степени окисленности.
Рисунок 2 – Технологическая схема УПСА
Технологический процесс.
После выпуска плавки ковш с металлом транспортируется на УПСА. Ковш устанавливается оператором в заданное положение, опускается защитная футерованная крышка.
Продувка металла азотом/аргоном. Задается время продувки, расход азота/аргона общий и в единицу времени (30 - 60 м3/час), включается устройство на опускание фурмы в ковш. Включение подачи азота/аргона осуществляется автоматически при включении привода опускания фурмы. При достижении заданной глубины погружения (на 90 - 95 % глубины металла в ковше - 200-300 мм до дна) устройство ввода фурмы отключается. Проводится кратковременная (около 3 мин) продувка металла азотом/аргоном с целью усреднения химического состава и температуры. После продувки заданного расхода азота/аргона фурма выводится из ковша, а при достижении крайнего верхнего положения отключается подача азота/аргона.
Производится замер температуры и, если требуется, окисленности и отбор проб металла с целью получения информации о химическом составе.
Если химический состав и температура металла не удовлетворяют требованиям, соответствующим заданной марке стали, то рассчитываются и задаются в ковш требуемые порции ферросплавов и металлической сечки, подается алюминиевая проволока и может производиться продувка металла порошкообразными материалами.
Охлаждение металла. Корректировка больших отклонений температуры металла от заданного уровня производится добавлением металлической сечки (0,625 кг сечки на 1 т металла снижает его температуру на 1°С). Присадка металлической сечки производится отдельными порциями по 100 - 300 кг с интервалом 1-2 мин. После присадки последней порции сечки продувка металла азотом/аргоном должна быть не менее 3 мин.
Для коррекции малых отклонений температуры сталь продувается азотом/аргоном в течение 5 - 10 мин., исходя из получения температуры, необходимой для разливки стали. В процессе продувки металла азотом/аргоном температура снижается на 1,5 - 2°С/мин.
Доводка химического состава стали по марганцу, кремнию и другим элементам. Масса корректирующей добавки определяется по результатам экспресс-анализа пробы металла.
После введения корректирующей добавки металл продувается азотом/аргоном в течение 3-6 мин. в зависимости от массы присаженных ферросплавов.
Раскисление, легирование и доводка химического состава стали по содержанию алюминия. Алюминиевая проволока диаметром 9 - 12 мм для раскисления и легирования задается из бунтов с постоянной скоростью.
Количество алюминия определяется по данным экспресс-анализа, исходя из получения концентрации алюминия на 0,01% выше верхнего марочного предела при 50% усвоении. Интенсивность подачи азота/аргона 30...60 м3/час.
Введение алюминия в металл возможно совмещать с присадкой ферросплавов.
Доводка химического состава металла по содержанию углерода. Корректировка состава стали по углероду производится путем вдувания в металл молотого коксика или графита в струе азота/аргона (фракция не более 2 мм). Углеродосодержащие добавки вводятся в ковш с постоянной скоростью после погружения в металл фурмы. Расход порошка углеродосодержащих материалов определяется, исходя из 90% усвоения углерода, содержащегося в графите или коксе. Интенсивность подачи азота/аргона - 40... 60 м3/час.
Десульфурация стали. Для десульфурации сталь обрабатывается смесью порошков извести (85-90%) и плавикового шпата (10-15%) в струе азота/аргона. Металл продувается с интенсивностью 30...60 кг/мин в течение 10 минут. В перспективе возможна обработка порошком силикокальция и карбида кальция.
В конце обработки измеряется температура, отбирается проба металла.
Затем ковш с металлом, имеющим температуру на 20-30°С выше нижней температуры разливки, транспортируется на МНЛЗ.
1.5 Постановка задачи
Повышение требований к качеству продукции, учитывая тему дипломного проекта, требует оптимизации проведения процесса обработки стали в ковше на УПСА. Получение металла с заданным химическим составом и требуемыми свойствами затруднительно из-за большого количества выплавляемых марок стали и используемых охладителей, раскислителей и легирующих, высокой колебаемости заданного состава готовой стали от выпуска к выпуску, изменчивости свойств применяемых раскислителей, проведение обработки металла в условиях неполноты, а иногда и недостоверности, информации, колебаний угара элементов, малого времени слива. Сменный мастер назначает требуемые массы вводимых добавок зачастую по инструкции, что ведет к перерасходу газа, сечки, ферросплавов, браку готовой продукции. Для повышения качества обработки металла и экономии корректирующих добавок необходима автоматизированная система сбора, обработки и отображения информации на УПСА.
Алгоритмы контроля и оценки получаемой информации в ходе внепечной обработки стали должны быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА.
2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА
Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. Поэтому в алгоритмическом обеспечении управления обработкой стали на УПСА при сборе первичной информации наряду с измерением, передачей и первичной обработкой информации большое внимание следует уделить анализу ее достоверности.
Для основных пользователей программно-технических средств (ПТС) основной характеристикой их качества является достоверность исходных данных и результатов их обработки. При этом достоверность связывается с наличием или отсутствием ошибок во входных и выходных данных. Под ошибкой понимается отклонение величины выданного результата от его истинного значения, превышающее с заданной мерой точности некоторый порог различимости (15).
Задача контроля и обеспечения качества ПС как функции достоверности данных состоит, таким образом, в обнаружении, локализации и устранении ошибок в выходных документах, сигналах и данных, а также причин их возникновения (15, с.30).
В настоящей работе не ставилась цель разработать принципиально новые алгоритмы контроля информации. Основное же внимание уделено анализу существующих методов, систематизации их и созданию обобщенного алгоритма применительно к УПСА. Целью создания автоматизированной системы сбора, обработки и отображения информации на УПСА является повышение качества измерительной информации за счет оперативного обнаружения и устранения ошибок во входных и выходных сигналах и данных.
Назначение системы:
ü контроль состояния и режимов функционирования ИК ЛВС
ü динамическая фильтрация измерительных помех и грубых ошибок контроля СИИ
ü обнаружение и устранение ошибок в выходных данных ПС
ü формирование протоколов и отчетов по результатам контроля и диагностики состояния ИК
Алгоритм формирования информации для расчета управления включает следующие основные операции:
1. контроля за работой операторов при вводе информации в ЭВМ с выдачей сообщений и запросов при обнаружении ошибок;
2. контроля информации, поступающей с автоматических датчиков, с запросом ее у оператора при неверных значениях;
3. многократного переопроса и интервального сопоставления получаемых при этом значений переменных;
4. проверка по диапазонам изменения значений параметров и их приращений относительно предыдущих фактических и сглаженных уровней, а также относительно значений, рассчитанных по косвенным характеристикам;
5. логического контроля последовательности поступления инициативных сигналов о начале и окончании различных операций на УПСА;
6. регистрация и учет количества достоверных сигналов для определения возможности использования в алгоритме считанной информации;
7. прекращение считывания информации в случае появления режимов работы, не предусмотренных условиями правильного применения управляющего алгоритма и перехода на ручной ввод.
Техническая структура системы обработки стали в ковше предусматривает ручной и автоматический ввод информации.
В процессе ввода информации оператором, ЭВМ контролирует каждый из последовательно вводимых массивов. При этом проверяется, прежде всего, полнота сообщения в соответствии с записанной в нормативно-справочной документации длиной для данного номера массива. Затем все составляющие массивов контролируются способами, указанными в блоке 4 проведенного алгоритма с выдачей сообщения оператору о неверном вводе и запросом повторного сообщения.
При работе с автоматическими датчиками в случае однократного поступления параметра по инициативному сигналу и неудовлетворения параметра требованиям контроля, производится запрос его от оператора. Если же возможен повторный запрос информации с датчика, то он производится и параметр контролируется вновь.
Ошибки во вводе оператора и недостоверные сигналы, полученные автоматически, регистрируются и учитываются. Первые, в основном, с целью анализа ситуаций, в которых оператор допускает ошибки, и стимулирования операторов ЭВМ по итогам работы за месяц. Учет и регистрация вторых позволяет определить возможность работы тех или иных блоков алгоритма и выявить слабые места в системе считывания информации с автоматических датчиков.
В случаях, когда недостоверная информация поступает с количества датчиков, превышающих допустимую величину, осуществляется переход полностью на ручной ввод с выдачей сообщения сменному персоналу ЭВМ о необходимости устранения неисправностей в системе.
2.2 Математическое описаниеОсобенностью технологического комплекса УПСА (ТК УПСА) как объекта контроля является пространственная распределенность и временная нестационарность комплекса контролируемых технологических показателей (ТП) – координат и параметров, характеризующих протекание технологических процессов и состояние оборудования. Ход технологических процессов обработки стали на УПСА и состояние оборудования технологического комплекса характеризуется совокупностью временных (динамических) рядов значений ТП, к которым относятся как различные физические величины (температуры, расходы, давления и т.д.), так и индикаторы событий, связанные с изменением режимов работы оборудования (открыто - закрыто, включено – выключено и т.д.).
Для передачи по линиям связи и ввода в информационно – управляющую вычислительную систему, ТП преобразуются в электрические сигналы измерительной информации (СИИ); для этого служат первичные электрические преобразователи (датчики). ТП – индикаторы событий формируются особыми дискретными датчиками, на выходе которых могут иметь место только два (условимся так считать для простоты) значения СИИ.
Кроме датчиков, для преобразования и передачи CИИ и ДСС используются усилители, коммутаторы, нормирующие преобразователи и другие элементы телемеханики, образующие измерительный канал (ИК). В общем случае ИК будем называть совокупность аппаратных (технических), программных и программно – технических средств, обеспечивающих формирование, передачу и обработку СИИ (ДСС) с качеством, не хуже заданного, под которым понимается точность, надежность, запаздывание и достоверность оценок ТП.
Формирование и передача СИИ и ДСС сопровождается возникновением в ИК и линиях связи измерительных помех, которые можно разделить на обычные (шумы) и грубые (выбросы), поэтому одной из основных задач обработки СИИ является подавление помех.
Нестационарность объекта контроля во времени проявляется в скачкообразном, как правило, изменении свойств ТП, поэтому возникает задача выделения и распознавания в темпе с процессом поступления данных (в реальном времени) характерных участков СИИ, содержащих изменения заданного типа.
Модель ТП записывается в виде:
![]() (1)
(1)
где ![]() - условно истинные (достоверные) оценки результатов и данных, соотносимые с трендом (относительно медленно изменяющейся составляющей) контролируемого параметра; определяются путем фильтрации (сглаживания) ТП;
- условно истинные (достоверные) оценки результатов и данных, соотносимые с трендом (относительно медленно изменяющейся составляющей) контролируемого параметра; определяются путем фильтрации (сглаживания) ТП;
![]() - вариации ТП, обусловленные случайными измерительными помехами и лежащие в диапазоне допустимых погрешностей измерений; определяются из известной структуры ИК и нормированных погрешностей его составляющих;
- вариации ТП, обусловленные случайными измерительными помехами и лежащие в диапазоне допустимых погрешностей измерений; определяются из известной структуры ИК и нормированных погрешностей его составляющих;
![]() - вариации ТП, обусловленные грубыми ошибками (сбоями) аппаратно-программных средств и имеющие характер эпизодически появляющихся выбросов, по некоторым признакам существенно превышающим диапазон нормальных значений ТП;
- вариации ТП, обусловленные грубыми ошибками (сбоями) аппаратно-программных средств и имеющие характер эпизодически появляющихся выбросов, по некоторым признакам существенно превышающим диапазон нормальных значений ТП;
i - текущий (i - ый) момент времени.
Задача достоверного оценивания какой-либо величины заключается в построении таких ее оценок, которые с достаточно высокой вероятностью отклоняются от истинного значения контролируемого параметра не более чем на некоторый допустимый порог.
Истинное (условно-истинное) мгновенное значение контролируемого параметра определяется с помощью образцовых мер, в качестве которых в рассматриваемом случае могут служить тестирующие воздействия информационной и физической природы, а также совокупность математических и логических правил, описывающих поведение контролируемого параметра в нормальных условиях функционирования и предусмотренных отклонениях.
Истинное (условно-истинное) текущее значение ТП обязательно в качестве образцовой меры должно содержать достоверную предысторию его изменения.
Нормальные условия функционирования ИК характеризуются:
Воспроизводимостью результатов и данных.
ü выполнением логических условий срабатывания механизмов, блокировок и защит;
ü подтверждением логических условий срабатывания механизмов, блокировок и защит результатами анализа СИИ;
ü выполнением условий балансовых расчетов;
ü соответствием результатов и данных диапазонам их допустимого изменения на объекте;
ü соответствием результатов и данных программной траектории их изменения;
ü соответствием результатов и данных динамическим тестирующим воздействиям.
Здесь рассматривается наиболее общий случай, когда недостоверные результаты и данные являются следствием грубых ошибок (промахов) процессов измерения, преобразования и передачи сигналов согласно модели (1), а условия нормального функционирования удовлетворительно описываются трендом ТП и границами допустимых изменений его абсолютного значения и скорости изменения.
Такой логике хорошо соответствуют алгоритмы выборочной медианы и релейно-экспоненциального сглаживания, дополненные процедурами анализа КП для конкретных ситуаций, охарактеризованных ниже.
Алгоритм выборочной медианы представляет собой операцию выбора серединного значения из упорядоченного по возрастанию или убыванию ряда из “ N ” данных:
![]() , (2)
, (2)
где ![]() - медианная оценка ряда исходных данных Z (1), Z (2) , … , Z (N); Z (1) > Z (2) >…> Z (N) .
- медианная оценка ряда исходных данных Z (1), Z (2) , … , Z (N); Z (1) > Z (2) >…> Z (N) .
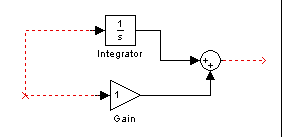
Алгоритм релейно-экспоненциального сглаживания в формульной записи имеет вид:
 (3)
(3)
 (4)
(4)
где Z(i) - значение контролируемой величины в текущий (i - ый) момент времени;
![]() (i) - сглаженное значение Z(i);
(i) - сглаженное значение Z(i);
a – настроечный коэффициент сглаживания;
b – функция «срезки»;
sgn - знаковая функция (функция образования знака).
Алгоритм контроля информации представлен на рисунке 3.
Работа алгоритма оценки достоверности и восстановления первичной информации заключается в следующем. При поступлении исходной информации производится распознавание параметра, т.е. назначение измеренной величины – температура, химический анализ, и т.п. (блок 2), после чего производится вычисление диапазона, в котором в котором может изменяться измеренная величина (блок 3). Выбор базового значения ![]() - это ответственная работа, оказывающая большое влияние оценку достоверности информации. После контроля наличия измеряемой величины (блок 4), при ее наличии, производится вычисление сглаженного значения (блок 7). Значение коэффициента l2j выбирается для каждого параметра индивидуально и влияет на степень сглаживания сигнала – чем меньше значение l2j, тем более гладкой оказывается кривая сглаженного сигнала. В блоке 8 данного алгоритма производится фильтрация грубых выбросов измеряемого параметра на основе "коридора", рассчитанного в блоке 3. В случае непопадания поступившего параметра в диапазон (блок 3), выдается сообщение о неверности полученного значения (блок 9) и выдается запрос на повторный ввод (блок 10). Если полученные данные не удовлетворяют условиям блока 11, то выдается сообщение о недостоверности полученного значения (блок 12) и происходит восстановление первичной информации, то есть текущему сглаженному значению присваивается значение предыдущего сглаженного значения (блок 16), и расчет переходит к блоку 6. В случае удовлетворительного прохождения измеренной величины через блок 8 производится проверка "гладкости" сглаженного сигнала (блоки 14 и 15). Значения коэффициентов l1j и l3j также выбираются для каждого параметра индивидуально. В случае неудовлетворения данных условиям блоков 14 и 15 выдается соответствующее сообщение оператору (блок 13), после чего производится восстановление первичной информации (блок 16).
- это ответственная работа, оказывающая большое влияние оценку достоверности информации. После контроля наличия измеряемой величины (блок 4), при ее наличии, производится вычисление сглаженного значения (блок 7). Значение коэффициента l2j выбирается для каждого параметра индивидуально и влияет на степень сглаживания сигнала – чем меньше значение l2j, тем более гладкой оказывается кривая сглаженного сигнала. В блоке 8 данного алгоритма производится фильтрация грубых выбросов измеряемого параметра на основе "коридора", рассчитанного в блоке 3. В случае непопадания поступившего параметра в диапазон (блок 3), выдается сообщение о неверности полученного значения (блок 9) и выдается запрос на повторный ввод (блок 10). Если полученные данные не удовлетворяют условиям блока 11, то выдается сообщение о недостоверности полученного значения (блок 12) и происходит восстановление первичной информации, то есть текущему сглаженному значению присваивается значение предыдущего сглаженного значения (блок 16), и расчет переходит к блоку 6. В случае удовлетворительного прохождения измеренной величины через блок 8 производится проверка "гладкости" сглаженного сигнала (блоки 14 и 15). Значения коэффициентов l1j и l3j также выбираются для каждого параметра индивидуально. В случае неудовлетворения данных условиям блоков 14 и 15 выдается соответствующее сообщение оператору (блок 13), после чего производится восстановление первичной информации (блок 16).
При отсутствии измеряемого параметра (блок 4) происходит присвоение текущему измеряемому параметру значения предыдущего сглаженного значения (блок 5), после чего происходит переход к блоку 6.
В блоке 6 производится проверка количества контролируемых параметров заданному числу, и, в случае контроля всех параметров, производится запись данных в массив (блок 17), иначе работа алгоритма начинается заново.
Рисунок 3 – Алгоритм оценки достоверности и восстановления первичной информации
2.3 Анализ работы алгоритма оценки достоверности и восстановления первичной информации
Для проверки работы алгоритма воспользуемся данными, содержащимися в паспорте обработки плавки на УПСА. Численные значения данных, содержащихся в обрабатываемых массивах, представлены в таблице 1.
Таблица 1 - Входные данные, обрабатываемые алгоритмом
| № плавки | Дпр, мин | Ргср, м3/ч | РБ1 (ФС65), кг | РБ2 (ФС75), кг | РБ3 (SiMn), кг | РБ4 (FeCr), кг | РБ5 (сечка), кг | РБ6 (FeTi), кг | Тн, °С | Тк, °С |
| 5526 | 16 | 45 | 1615 | 1525 | ||||||
| 5527 | 9 | 45 | 150 | 1615 | 1570 | |||||
| 5528 | 10 | 45 | 150 | 1635 | 1555 | |||||
| 5529 | 7 | 48 | б/д | б/д | б/д | 1610 | 1550 | |||
| 5530 | 7 | 45 | 1610 | 1570 | ||||||
| 5531 | 7 | 45 | 500 | 1625 | 1570 | |||||
| 5532 | 7 | 45 | 1595 | 1550 | ||||||
| 5533 | 10 | 48 | 600 | 1630 | 1550 | |||||
| 5534 | 8 | 45 | 300 | 1640 | 1600 | |||||
| 5535 | 7 | 45 | 100 | 1610 | 1600 | |||||
| 5536 | 15 | 45 | 1500 | 1615 | 1545 | |||||
| 5537 | 19 | 45 | 600 | 1660 | 1575 |
В результате обработки данных массивов при помощи алгоритма, выявлено, что информация, полученная о плавках № 5529, недостоверна, так как снижение температуры стали на 60°С при отсутствии введения в расплав охлаждающих добавок за 7 мин невозможно. Следовательно, имеет место либо ошибка при вводе информации, либо ее недостоверность. Кроме того, информация о плавках №№ 5526, 5530 и 5532 также определяется алгоритмом как недостоверная, так как при продувке (перемешивании) при таком сильном охлаждении металла обязательно должно иметь место введение в металл охладителей или легирующих добавок, снижающих температуру металла. В указанных же выше плавках информация о количестве добавок, затраченных на плавку, отсутствует. В реальных производственных условиях после проверки полученной информации оператор должен получить сообщение, что плавки №№ 5526, 5529, 5530 и 5532 – недостоверны, и сделать повторный запрос на уточнение недостоверной информации. Если же полученная после запроса информация также не удовлетворяет требуемым условиям, то данные по этим плавкам не учитываются, так как при технологических расчетах сомнительные плавки выбрасываются из предыстории.
Также с помощью данного алгоритма можно контролировать содержание в стали углерода, марганца и кремния. Их пределы контролируются по справочнику химического состава в зависимости от марки стали.
В результате исследований была обработана информация о химическом составе пятидесяти трех плавок с различными марками стали. Химический состав стали по плавочному анализу ковшевой пробы должен соответствовать нормам, указанным в таблице 2.
Таблица 2 - Предельное содержание С, Mn и Si, %, для стали различных марок
| Марка стали | Содержание элементов, % | ||||||||
| С | Mn | Si | |||||||
| min | max | сред. | min | max | сред. | min | max | сред. | |
| ст3сп | 0.14 | 0.22 | 0.18 | 0.4 | 0.65 | 0.525 | 0.15 | 0.3 | 0.225 |
| ст4сп | 0.18 | 0.27 | 0.225 | 0.4 | 0.7 | 0.55 | 0.15 | 0.3 | 0.225 |
| ш-3 | 0.8 | 1.2 | 1 | 0.5 | 1.2 | 0.85 | Не нормируется | ||
| Э76Ф | 0.71 | 0.82 | 0.765 | 0.75 | 1.05 | 0.9 | 0.25 | 0.45 | 0.35 |
Полученная после обработки информация о содержании в стали С, Mn и Si представлена в таблице 3 и проиллюстрирована на рисунках 4-6.
Таблица 3 - Результаты контроля содержания в стали С, Mn и Si
| № пл. | Марка стали | Cфакт, % | Сзадан, % | Ссглаж, % | Mnфакт, % | Mnзадан, % | Mnсглаж, % | Siфакт, % | Siзадан, % | Siсглаж, % |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | ст3сп | 0.18 | 0.18 | 0.180 | 0.52 | 0.523 | 0.520 | 0.18* | 0.203 | 0.210 |
| 2 | ст3сп | 0.19 | 0.185 | 0.184 | 0.47 | 0.498 | 0.500 | 0.21 | 0.218 | 0.210 |
| 3 | ст3сп | 0.16* | 0.17 | 0.176 | 0.55 | 0.538 | 0.518 | 0.15* | 0.188 | 0.189 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 4 | ст3сп | 0.2* | 0.19 | 0.184 | 0.53 | 0.528 | 0.522 | 0.23 | 0.228 | 0.203 |
| 5 | ст3сп | 0.15* | 0.165 | 0.172 | 0.57 | 0.548 | 0.539 | 0.22 | 0.223 | 0.209 |
| 6 | ст3сп | 0.19 | 0.185 | 0.178 | 0.46* | 0.493 | 0.511 | 0.23 | 0.228 | 0.216 |
| 7 | ст3сп | 0.17 | 0.175 | 0.175 | 0.56 | 0.543 | 0.528 | 0.21 | 0.218 | 0.214 |
| 8 | ст3сп | 0.22* | 0.2 | 0.191 | 0.45* | 0.488 | 0.501 | 0.19 | 0.208 | 0.206 |
| 9 | ст3сп | 0.22* | 0.2 | 0.201 | 0.48 | 0.503 | 0.494 | 0.21 | 0.218 | 0.207 |
| 10 | ст3сп | 0.18 | 0.18 | 0.194 | 0.49 | 0.508 | 0.492 | 0.23 | 0.228 | 0.215 |
| 11 | ст3сп | 0.18 | 0.18 | 0.189 | 0.56 | 0.543 | 0.516 | 0.21 | 0.218 | 0.213 |
| 12 | ст4сп | 0.21 | 0.218 | 0.215 | 0.51 | 0.53 | 0.500 | 0.18* | 0.203 | 0.210 |
| 13 | ст4сп | 0.24* | 0.233 | 0.224 | 0.5 | 0.525 | 0.500 | 0.28* | 0.253 | 0.235 |
| 14 | ст4сп | 0.21 | 0.218 | 0.219 | 0.44* | 0.495 | 0.479 | 0.18* | 0.203 | 0.215 |
| 15 | ст4сп | 0.26* | 0.243 | 0.233 | 0.49 | 0.52 | 0.483 | 0.28* | 0.253 | 0.238 |
| 16 | ст4сп | 0.21 | 0.218 | 0.225 | 0.52 | 0.535 | 0.496 | 0.15* | 0.188 | 0.207 |
| 17 | ст4сп | 0.22 | 0.223 | 0.223 | 0.51 | 0.53 | 0.501 | 0.2 | 0.213 | 0.205 |
| 18 | ст4сп | 0.22 | 0.223 | 0.222 | 0.46 | 0.505 | 0.487 | 0.22 | 0.223 | 0.210 |
| 19 | ст4сп | 0.21 | 0.218 | 0.218 | 0.5 | 0.525 | 0.491 | 0.26* | 0.243 | 0.228 |
| 20 | ш-3 | 0.76 | 0.752 | 0.740 | 0.84 | 0.855 | 0.880 | 0.27 | 0.295 | 0.290 |
| 21 | ш-3 | 0.74 | 0.752 | 0.740 | 0.88 | 0.855 | 0.880 | 0.28 | 0.293 | 0.286 |
| 22 | ш-3 | 0.73 | 0.750 | 0.737 | 0.81 | 0.843 | 0.856 | 0.29 | 0.294 | 0.287 |
| 23 | ш-3 | 0.74 | 0.751 | 0.738 | 0.88 | 0.847 | 0.864 | 0.37* | 0.308 | 0.316 |
| 24 | ш-3 | 0.84* | 0.769 | 0.774 | 0.88 | 0.850 | 0.870 | 0.33* | 0.311 | 0.321 |
| 25 | Э76Ф | 0.8 | 0.758 | 0.750 | 0.82 | 0.870 | 0.840 | 0.3 | 0.330 | 0.310 |
| 26 | Э76Ф | 0.74 | 0.756 | 0.747 | 0.81 | 0.865 | 0.830 | 0.34 | 0.335 | 0.321 |
| 27 | Э76Ф | 0.76 | 0.758 | 0.751 | 0.84 | 0.867 | 0.833 | 0.33 | 0.337 | 0.324 |
| 28 | Э76Ф | 0.73 | 0.754 | 0.744 | 0.89 | 0.877 | 0.853 | 0.31 | 0.334 | 0.319 |
| 29 | Э76Ф | 0.76 | 0.757 | 0.749 | 0.92 | 0.888 | 0.876 | 0.28 | 0.328 | 0.305 |
| 30 | Э76Ф | 0.75 | 0.757 | 0.750 | 0.81 | 0.877 | 0.853 | 0.3 | 0.327 | 0.303 |
| 31 | Э76Ф | 0.77 | 0.761 | 0.757 | 0.79 | 0.866 | 0.831 | 0.3 | 0.326 | 0.302 |
| 32 | Э76Ф | 0.76 | 0.761 | 0.758 | 0.75* | 0.851 | 0.803 | 0.36* | 0.336 | 0.322 |
| 33 | Э76Ф | 0.73 | 0.757 | 0.748 | 0.88 | 0.865 | 0.830 | 0.29 | 0.331 | 0.311 |
| 34 | Э76Ф | 0.74 | 0.755 | 0.745 | 0.81 | 0.861 | 0.823 | 0.28 | 0.325 | 0.300 |
| 35 | Э76Ф | 0.74 | 0.754 | 0.743 | 0.87 | 0.870 | 0.839 | 0.33 | 0.330 | 0.311 |
| 36 | Э76Ф | 0.78 | 0.761 | 0.756 | 0.84 | 0.870 | 0.840 | 0.29 | 0.327 | 0.303 |
| 37 | Э76Ф | 0.76 | 0.761 | 0.758 | 0.88 | 0.877 | 0.854 | 0.31 | 0.328 | 0.306 |
| 38 | Э76Ф | 0.76 | 0.762 | 0.758 | 0.86 | 0.878 | 0.856 | 0.31 | 0.329 | 0.307 |
| 39 | Э76Ф | 0.76 | 0.762 | 0.759 | 0.91 | 0.887 | 0.875 | 0.28 | 0.324 | 0.298 |
| 40 | Э76Ф | 0.74 | 0.759 | 0.752 | 0.91 | 0.894 | 0.887 | 0.29 | 0.322 | 0.295 |
| 41 | Э76Ф | 0.77 | 0.762 | 0.759 | 0.89 | 0.894 | 0.888 | 0.32 | 0.327 | 0.304 |
| 42 | Э76Ф | 0.75 | 0.760 | 0.756 | 0.89 | 0.894 | 0.889 | 0.36* | 0.337 | 0.323 |
| 43 | Э76Ф | 0.76 | 0.761 | 0.757 | 0.83 | 0.884 | 0.868 | 0.31 | 0.334 | 0.319 |
| 44 | Э76Ф | 0.72 | 0.755 | 0.744 | 0.75* | 0.863 | 0.827 | 0.43* | 0.354 | 0.358 |
| 45 | Э76Ф | 0.75 | 0.756 | 0.746 | 0.8 | 0.859 | 0.817 | 0.35* | 0.352 | 0.355 |
| 46 | Э76Ф | 0.75 | 0.756 | 0.748 | 0.79 | 0.854 | 0.808 | 0.3 | 0.343 | 0.336 |
| 47 | Э76Ф | 0.73 | 0.753 | 0.741 | 0.81 | 0.854 | 0.809 | 0.3 | 0.337 | 0.323 |
| 48 | Э76Ф | 0.74 | 0.753 | 0.741 | 0.77 | 0.848 | 0.795 | 0.27* | 0.327 | 0.305 |
| 49 | Э76Ф | 0.75 | 0.755 | 0.744 | 0.83 | 0.854 | 0.807 | 0.33 | 0.332 | 0.313 |
| 50 | Э76Ф | 0.76 | 0.757 | 0.750 | 0.94* | 0.877 | 0.854 | 0.32 | 0.333 | 0.316 |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 51 | Э76Ф | 0.75 | 0.757 | 0.750 | 0.91 | 0.887 | 0.873 | 0.31 | 0.332 | 0.314 |
| 52 | Э76Ф | 0.75 | 0.757 | 0.750 | 0.84 | 0.881 | 0.862 | 0.33 | 0.335 | 0.319 |
| 53 | Э76Ф | 0.75 | 0.757 | 0.750 | 0.9 | 0.888 | 0.875 | 0.3 | 0.331 | 0.313 |
После прохождения данных через блок 8 алгоритма, оператор получает сообщение о несоответствии полученных значений содержания С, Mn и Si и нескольких плавках заданным пределам. И если в результате повторного запроса эта информация подтверждается, то алгоритм определяет данные плавки, как требующие доводки по химическому составу на УПСА, а после обработки и добавки раскислителей, химический состав в обязательном порядке должен соответствовать марочнику.
Рисунок 4 – Результаты расчетов содержания углерода С, %, в стали
Рисунок 5 – Результаты расчетов содержания марганца Mn, %, в стали
Рисунок 6 – Результаты расчетов содержания кремния Si, %, в стали
2.4 Оценка и контроль масс дозируемых материалов
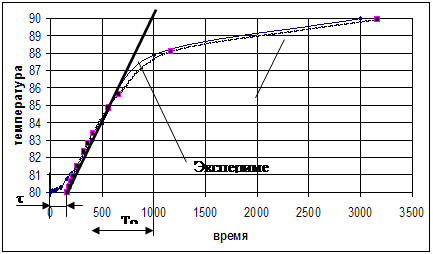
Высокая точность взвешивания дозируемых материалов необходима для наиболее рационального их расхода и более точного соблюдения технологических операций. Это влияет на качество и себестоимость готовой продукции.
Кривые, получаемые при взвешивании и дозировании материалов, имеют сходство с кривыми измерения температуры в плане наличия локально-стационарного участка типа "полочки". Поэтому было произведено исследования алгоритма, работа которого основана на действии робастного фильтра, применительно к весовым кривым изменения сигнала. Исследование проводилось путем сравнения предлагаемого алгоритма с более простым - алгоритмом текущего среднего.
Выбор алгоритмов РЭС в качестве базовой процедуры оценивания объясняется следующими причинами:
ü достигается эффективное совмещение операций обнаружения и отбраковки выбросов (как операций проверки и повышения достоверности) с операциями собственно сглаживания, то есть выделения медленно меняющегося полезного сигнала и фильтрации, соответственно, высокочастотной составляющей измерительных помех;
ü настроечные коэффициенты РЭС сравнительно просто связать с содержательными технологическими характеристиками процессов и параметрами контролируемых сигналов; тем самым методики настройки РЭС удачно вписываются в концепцию описания желаемых свойств полезного сигнала по целевым (общесистемным) критериям и ограничениям, а результаты их применения оказываются хорошо интерпретируемыми;
Результаты обработки весовых кривых с использованием алгоритма текущего среднего представлены в таблице 5 и показаны графически на рисунке 7. Результаты обработки при помощи алгоритма робастной фильтрации сведены в таблицу 6 и показаны на рисунке8.
Сравнивая полученные при обработки кривых результаты видно, что использование сложного алгоритма позволяет более точно определять массу дозируемых материалов. Точность определения массы достигается за счет более точной и надежной обработки данных и выделений на весовых кривых локально-стационарного участка, по которому можно судить о действительной величине массы с достаточной объективностью.
Следовательно, при сравнении рассмотренных алгоритмов предпочтение следует отдавать более сложному и более надежному.
Таблица 4 – Весовая кривая измерения в цифровом виде
| t, мин | Значение массы m | t, мин | Значение массы m |
| 1 | 2 | 3 | 4 |
| 0 | 0.697 | 23 | 1.2 |
| 1 | 0.749 | 24 | 1.17 |
| 2 | 0.810 | 25 | 1.2 |
| 3 | 0.855 | 26 | 1.751 |
| 4 | 0.910 | 27 | 0.99 |
| 5 | 0.951 | 28 | 0.946 |
| 6 | 1.015 | 29 | 0.905 |
| 7 | 1.08 | 30 | 0.851 |
| 8 | 1.03 | 31 | 0.825 |
| 9 | 1.09 | 32 | 0.77 |
| 10 | 1.14 | 33 | 0.72 |
| 11 | 1.21 | 34 | 0.66 |
| 12 | 1.17 | 35 | 0.68 |
| 13 | 1.27 | 36 | 0.665 |
| 14 | 1.165 | 37 | 0.69 |
| 15 | 1.12 | 38 | 0.705 |
| 16 | 1.169 | 39 | 0.73 |
| 17 | 1.215 | 40 | 0.72 |
| 18 | 1.26 | 41 | 0.7 |
| 19 | 1.33 | 42 | 0.72 |
| 20 | 1.28 | 43 | 0.74 |
| 21 | 1.32 | 44 | 0.755 |
| 22 | 1.26 | 45 | 0.753 |
Таблица 5 – Результаты обработки весовой кривой по методу текущего среднего
| t, мин | Значение массы m при n=5 | Значение массы m при n=7 |
| 1 | 2 | 3 |
| 0 | 0.647 | 0.677 |
| 1 | 0.710 | 0.694 |
| 2 | 0.754 | 0.696 |
| 3 | 0.804 | 0.693 |
| 4 | 0.855 | 0.680 |
| 5 | 0.908 | 0.677 |
| 6 | 0.962 | 0.669 |
| 7 | 0.997 | 0.661 |
| 8 | 1.033 | 0.667 |
| 9 | 1.071 | 0.689 |
| 10 | 1.110 | 0.719 |
| 11 | 1.130 | 0.759 |
| 12 | 1.196 | 0.805 |
| 13 | 1.211 | 0.855 |
| 14 | 1.207 | 0.910 |
| 15 | 1.199 | 0.950 |
| 16 | 1.208 | 0.99 |
| 17 | 1.186 | 1.031 |
| 18 | 1.219 | 1.074 |
| 19 | 1.251 | 1.105 |
| 20 | 1.281 | 1.156 |
| 21 | 1.290 | 1.168 |
| 22 | 1.278 | 1.186 |
| 23 | 1.246 | 1.192 |
| 24 | 1.214 | 1.203 |
| 25 | 1.160 | 1.210 |
| 26 | 1.106 | 1.233 |
| 27 | 1.055 | 1.220 |
| 28 | 1.002 | 1.246 |
| 29 | 0.949 | 1.262 |
| 30 | 0.903 | 1.260 |
| 31 | 0.859 | 1.240 |
| 1 | 2 | 3 |
| 32 | 0.814 | 1.200 |
| 33 | 0.765 | 1.159 |
| 34 | 0.731 | 1.105 |
| 35 | 0.699 | 1.055 |
| 36 | 0.683 | 1.005 |
| 37 | 0.680 | 0.955 |
| 38 | 0.698 | 0.905 |
| 39 | 0.708 | 0.858 |
| 40 | 0.719 | 0.811 |
| 41 | 0.721 | 0.773 |
| 42 | 0.725 | 0.739 |
| 43 | 0.723 | 0.716 |
| 44 | 0.728 | 0.699 |
| 45 | 0.735 | 0.696 |
Таблица 6 – Результаты обработки весовой кривой робастным алгоритмом
| t, мин | Скорость изменения показаний, кг/с | Значение массы m |
| 1 | 2 | 3 |
| 0 | 4.00 | 0.57 |
| 1 | 5.00 | 0.66 |
| 2 | 6.00 | 0.76 |
| 3 | 6.4 | 0.84 |
| 4 | 6.46 | 0.90 |
| 5 | 6.24 | 0.96 |
| 6 | 6.21 | 1.02 |
| 7 | 6.17 | 1.08 |
| 8 | 5.17 | 1.09 |
| 9 | 4.62 | 1.11 |
| 10 | 4.38 | 1.15 |
| 11 | 4.52 | 1.20 |
| 12 | 3.74 | 1.21 |
| 13 | 4.74 | 1.30 |
| 14 | 3.74 | 1.29 |
| 15 | 2.74 | 1.28 |
| 16 | 1.74 | 1.26 |
| 17 | 1.18 | 1.25 |
| 18 | 1.18 | 1.26 |
| 19 | 1.76 | 1.30 |
| 20 | 1.38 | 1.30 |
| 21 | 1.45 | 1.32 |
Рисунок 7 – Результаты обработки кривой методом текущего среднего
Рисунок 8 – Результаты обработки весовой кривой методом робастной фильтрации
2.5 Алгоритм распознавания свищей продувочной фурмы
В процессе продувки расплава происходит заметалливание сопла фурмы, то есть намораживание своеобразной металлической диафрагмы на конце трубы с постепенно уменьшающимся отверстием по мере продолжения продувки. Заметалливание образуется и разрушается непрерывно в течение всей продувки. По мере роста заметалливания давление перед фурмой растет, так как гидравлическое сопротивление сопла увеличивается. При частичном разрушении (размывании расплавом) заметалливания давление падает. Полное разрушение заметалливания имеет место, как правило, лишь при укорочении фурмы, когда часть фурмы вместе с заметалливанием на конце отделяется от оставшейся части. При отделении части фурмы давление быстро снижается, так как укорочение фурмы при ее закрепленном положении в ковше ведет к снижению металлостатического напора. Перед отделением ковша в фурме обязательно возникают один или несколько свищей.
При частичном разрушении заметалливания либо при образовании небольших свищей газового тракта (при их зарождении) распознавание последних затруднено. Это связано с тем, что их зарождение имеет близкий по характеру отклик на кривой давления к появлению эффекта частичного разрушения заметалливания. В обоих случаях наблюдается снижение давления не ниже глобального минимума давления Рmin.
Задача распознавания зарождающихся свищей газового тракта при отсутствии стабилизатора давления может быть решена с использованием пробных воздействий по положению фурмы. При значительном снижении давления фурма приподнимается на расчетное значение DНм и анализируется дискретный аналог производной давления по величине перемещения:
DНм = Vn*Dt (5)
где Vn – скорость приподнимания фурмы; Vn»const;
Dt – время приподнимания фурмы;
Свищ располагается обязательно выше сопла фурмы. Металлостатический напор для свища Нмс оказывается меньше, чем для сопла фурмы Нмф.
Суммарное гидравлическое сопротивление газового тракта для свищей:
RSс = R1 + Rс + Rмс, (6)
где R1 – среднее гидравлическое сопротивление на участке газового тракта от места регистрации давления до свищей;
Rс – гидравлическое сопротивление свищей;
Rмс – среднее гидравлическое сопротивление столба расплава над свищами.
Суммарное гидравлическое сопротивление газового тракта для сопла:
RSс = R1 + R2+ Rф + Rмф, (7)
где R2– среднее гидравлическое сопротивление на участке газового тракта от свищей до сопла;
Rф – гидравлическое сопротивление сопла фурмы;
Rмф – гидравлическое сопротивление столба расплава над соплом.
Учитывая продолжительность пробного воздействия, можно принять во время воздействия R1, R2, Rф, Rс постоянными:
|
RSф = Kф + Rмф;
где - Kc = R1 + Rc = const;
Kф = R1 + R2 + Rф = const.
На основе выражения изменение RSф при пробном воздействии составит:
DRSф = D Rмф. (9)
При появлении свищей, находящихся при наложении пробного воздействия в расплаве, изменение гидравлического сопротивления DRS будет меньше, чем изменение гидравлического сопротивления DRSФ без свищей. На зависимости давления Р по времени t при наложении пробного воздействия это отражается в меньшем угле наклона (падении) прямой изменения давления Р по отношению к оси времени при наличии свищей, чем при отсутствии последних.
Чем больше свищи, тем уменьшение давления Р до наложения пробного воздействия больше. Такое же начальное падение давления Р может происходить не вследствие появления свищей, а за счет уменьшения заметалливания сопла. В этом случае давления до наложения пробного воздействия совпадут. Однако по итогам наложения пробного воздействия – анализируется угол наклона прямой давления от начальной точки Р1 до наложения воздействия до конечной точки Р2 после наложения воздействия – можно выявить причину падения давления Р.
Для этого измеренное изменение давления DР = Р1 – Р2 под влиянием поднятия фурмы за время Dt со скоростью Vn на величину DНм = Vn*Dt сравниваем с расчетным:
DРрасч = rмс*g*DНм, (10)
где - rмс – плотность жидкого металла в ковше;
g – ускорение свободного падения.
Для избежания ошибки анализа из-за колебания заметалливания во время наложения пробного воздействия, неточностей контрольно-измерительной и пускорегулирующей аппаратуры, случайных колебаний давления Р и прочее устанавливается некоторый порог DРпор отклонение DР относительно DРрасч. Причиной изменения давления DР, отклонившимся от DРрасч на величину DР°, большую, чем DРпор, считается наличие свищей. Если же DР при наложении пробного воздействия отклоняется на величину DР°, не превышающую DРпор, то считается, что свищей нет, и отклонение DР° носит псевдослучайный характер. Иначе говоря, в последнем случае причиной падения давления до наложения пробного воздействия считается снижение заметалливания сопла.
Если свищи выходят над поверхностью расплава как во время нанесения, так и до него, то справедливость выводов на основе данного способа распознавания зарождающихся свищей сохраняется. Способ определения наличия свищей в этом случае также работоспособен.
Время нанесения пробного воздействия составляет несколько секунд. Поэтому рост заметалливания при одновременном росте свищей, с компенсирующими друг друга эффектами и не проявляющимися поэтому на кривой Р(t), маловероятен. Кроме того, вскоре после укорочения фурмы и, таким образом, снижения заметалливания вероятность быстрого образования свищей мала, так как с падением давления Р понижается величина механического усилия на элементы газового тракта.
Таким образом, вновь введенные операции в указанной связи с другими операциями дают возможность определить наличие свищей газового тракта при продувке расплава в ковше. Процедура определения наличия свищей запускается в действие по информации о локальном снижении давления перед фурмой. Распознавание наличие свищей осуществляется с использованием активного эксперимента путем наложения пробного сигнала на рабочие управления. В качестве информационного признака наличия свищей принят пониженный угол наклона к оси времени по отношению к рассчитываемому углу наклона, оцениваемый при известных Dt и DР.
С точки зрения реализации этого подхода в промышленных условиях удобно совмещать операцию активной идентификации состояния газового тракта с продувкой металла в автоматическом режиме (режим "качания" фурмы).
Проверка работоспособности алгоритма проводилась в ходе эксплуатации. При распознавании ситуации появления свищей продувочной фурмы фурма вынималась и обследовалась визуально. Алгоритм в 80% случаев правильно распознавал появление свищей.
Алгоритм распознавания свищей продувочной фурмы показан на рисунке 9.
Рисунок 9 – Алгоритм распознавания свищей продувочной фурмы
Результаты работы алгоритмов распознавания состояния фурмы приведены на рисунках 10-13.
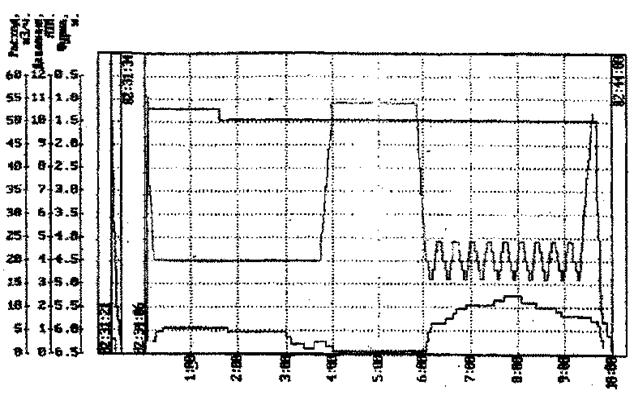
Время продувки мин:сек
Рисунок 10(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 10(б) – Расчетные параметры состояния фурмы
Время продувки мин:сек
Рисунок 11(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 11(б) – Измеренные параметры состояния фурмы
Время продувки мин:сек
Рисунок 12(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 12(б) – Расчетные параметры состояния фурмы
Время продувки мин:сек
Рисунок 13(а) – Измеренные параметры продувки
Время продувки мин:сек
Рисунок 13(б) – Расчетные параметры состояния фурмы
3 ТЕХНИЧЕСКАЯ СТРУКТУРА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 3.1 Общая техническая структура АСУ ТП УПСА 3.1.1 Обоснование и краткая характеристика основных решений по функциональной и обеспечивающей частям АСУ ТП УПСА
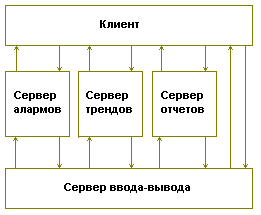
3.1.1.1 АСУ ТП УПСА разрабатывается с целью обеспечения оперативного контроля за ходом процесса обработки стали в ковше инертным газом, оперативного предоставления информации технологическому персоналу на постах управления УПСА, архивирования информации о процессе обработки стали на УПСА, формирование отчетных документов и подготовки информации для ретроспективного анализа хода процесса обработки стали в ковше на УПСА.
Технически АСУ ТП имеет двухуровневую иерархическую структуру (рисунок 14). В состав нижнего уровня иерархии входит подсистема "Параметры", реализованная на базе программируемого контроллера КТС ЛИУС-2 и предназначенная для сбора информации о ходе процесса обработки стали на УПСА (мгновенный расход газа на продувку, давление на фурме, состояние клапана подачи газа и контрольное положение фурмы (реперные точки), сигналы слива на печах, состояние весового оборудования (питатели, затворы) и текущий вес сыпучих по весо-дозаторам, текущее положение фурмы, признак разливки и масса разлитой на МНЛЗ №№ 1 и 2 стали), предварительной обработки и передачи информации на верхний уровень.
В состав верхнего уровня входят подсистемы "Диспетчер" и "Обработка", реализованные на базе персонального компьютера типа IBM PC 486DX.
Рисунок 14 – Существующая структура технических средств АСУ ТП УПСА
Подсистема "Диспетчер" предназначена для приема информации от подсистемы "Параметры", клавиатур ВТА-2000 на постах управления УПСА №№ 1 и 2, обработки полученной информации, формирования и выдачи на экраны ВТА-2000 на постах управления УПСА №№ 1 и 2 видеограмм, архивирования принятой информации.
Подсистема "Обработка" предназначена для ретроспективной обработки архивной информации, формирования отчетных документов, представления информации о ходе обработки стали на УПСА в графическом виде.
Техническая связь между уровнями – асинхронная последовательная по прерываниям.
Похожие работы
... .3 +810.3 Срок окупаемости Лет -- 0.242 -- Вывод Из данного расчета и проведенного анализа технико-экономических показателей делаем вывод о целесообразности внедрения «Автоматизированной системы управления компрессорной установкой». Так как в результате годовая экономия затрат от автоматизации системы составляет 3347839.05 рублей. Это достигается за счет экономии в зарплате 785925.5 ...
... Югов П.И. Использование термодинамической модели для прогнозирования усвоения элемента раскисления //Сталь – 1977. - №10. – с. 12-21. 15. Мочалов С.П. Методы оптимизации металлургических процессов. – Новокузнецк, 1989. 16. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы. – М.: Издательство стандартов, 1991. – 36 с. 17. ГОСТ ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... АСР. Данная схема детализируется для расчета замкнутой АСР и приводится к виду X0 Wp(p) Рис. 7. Структурная схема замкнутой автоматической системы управления, состоящей из объекта и регулятора В качестве выходной величины системы ...
0 комментариев