Навигация
Организационно-экономические расчеты при проектировании участков и цехов авиационных предприятий
38469
знаков
25
таблиц
1
изображение
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Ульяновский государственный технический университет
Авиационный филиал
Кафедра «Самолётостроение»
КУРСОВАЯ РАБОТА
по экономике и организации производственных процессов
на тему: «Организационно-экономические расчеты при проектировании участков и цехов авиационных предприятий»
Выполнил студент группы СВд-52
__________________Ю.Г.Мочалов
Проверил преподаватель
__________________В.П.Махитько

Ульяновск 1998
Цель и задачи организационно-экономических расчетов.
Выполнение организационно-экономических расчетов позволяет закрепить и расширить теоретические и практические знания в области экономики и организации производства, развить навыки ведения самостоятельной работы при проведении экономических расчетов и при выборе оптимального варианта решаемой задачи, выявить подготовленность к самостоятельной работе в области экономики и организации производства.
1.Производственная программа .
Исходные данные для проектирования цеха.
Таблица 1.
| Показатели | Единица измерения | Численное значение |
| 1.Вариант задания | 12 | |
| 2.Цех | Механический | |
| 3.Квартальная программа 3.1.Количество машинокомплектов 3.2.Планируемый квартал 3.3.Вариант технологии | шт. | 430 IV VIII |
| 4.Трудоемкость изготовления комплекта | н.г | 298 |
| 5.Фактический остаток незавершенного производства | н.г | 9100 |
| 6.Длительность производственного цикла | дни | 15 |
| 7.Выполнение норм | % | 108 |
| 8.Текущий запас материалов на складе | дни | 11 |
| 9.Стоимость основных материалов, ис-пользуемых на изготовление 1 маш.компл. | руб. | 330 |
| 10.Коэффициент технологической готов-ности незавершенного производства | 0,52 |
Технология процесса изготовления
машино-комплекта
Таблица 2.
| № | Вид выполня-емых работ | Тип оборудо-вания | Нормы обслуживания | Итого н.ч. | |||
| 2 | 3 | 4 | 5 | ||||
| 1. 2. 3. 4. 5. 6. 7. 8. | Револьверная Токарная Фрезерная Фрезерная Сверлильная Шлифовальная Шлифовальная Резьбо-шлифовальная | 1Е365ПЦ 1А616 6520Ф-3 6Р83 2Н106П 3770ВФ-2 3К12 582 | - - - - - - -
- | 30 23 12 11 7 - 15 - | 41 31 21 25 8 11 - - | - 30 13 8 - - - 22 | 71 84 46 41 15 11 15 22 |
| Итого: | 298 | ||||||
1.1.Объем реализованной (товарной) продукции в единицах трудоемкости (нормо-часах) определяется по следующей формуле:
![]()
![]()
где N-объем товарной продукции, н-ч
T - программа выпуска товарной продукции в натуральном выражении, м-к
t- трудоемкость изготовления одного машино-комплекта, н-ч.
N = 430×298 = 128140 (н-ч)
Распределение объема выпуска по месяцам квартала производится таким образом, чтобы обеспечить равномерную загрузку производственных мощностей в каждом месяце, исходя из среднесуточного выпуска продукции и количества рабочих дней в каждом месяце квартала.
![]()
Nмес=aсут × Кр.д.м.
Nмес -месячный выпуск продукции
aсут -суточный выпуск продукции
Кр.д.м.- количество рабочих дней в месяце
![]()
aсут=Т/ Кр.д.к.
Кр.д.к.- количество рабочих дней в квартале
aсут= 430/66 = 6.51 (м-к/сут)
Nоктябрь= 6,51×22 =143,22 » 143 (м-к)
Nноябрь= 6,51×21 =136,71 » 137 (м-к)
Nдекабрь= 6,51×23 =149,73 » 150 (м-к)
1.2.Объем валовой продукции определяется по формуле:
![]()
В = N ± DH
В- объем валовой продукции;
DН- изменение остатков незавершенного производства , н-ч
![]()
DH =Нк - Нн
Нк – величина незавершенного производства на конец планового периода;
 Нн – фактический остаток незавершенного производства на начало планового периода;
Нн – фактический остаток незавершенного производства на начало планового периода;
Нн = aсут× Тц
Нк = aсут× Тц× t × Кт.г.
Тц – средняя длительность производственного цикла, дни;
t – трудоемкость изготовления единицы продукции, н-ч;
Кт.г.- коэффициент технической готовности незавершенного производства;
Нк = 6,51 × 15 × 298 × 0,52 =15131,844 (н-ч)
DH = 15131,844 – 9100 = 6031,844 (н-ч)
В = 128140 + 6031,844 =134171,8 (н-ч)
Планово-расчетная цена 1 машино-комплекта:
Ц = 1900 руб.
Цкварт. = 1900 × 430 = 817000 руб.
По месяцам: Цоктябрь =1900 × 143=271700 руб.
Цноябрь. = 1900 × 137=260300 руб.
Цдекабрь. =1900 × 150=285000 руб.
Товарная продукция в нормо-часах:
Nоктябрь =298 ×143 = 42614 н-ч
Nноябрь. =298 × 137 = 40824 н-ч
Nдекабрь. =298 × 150 = 44700 н-ч
План производства и реализации
продукции
Таблица 3.
| Наименование показателей | ед. изм. | план на квартал | в т.ч.,по месяцам | ||
| окт. | нояб. | дек. | |||
| 1.Реализованная (товарная) продукция 1.1.в натуральных показателях 1.2.в планово-расчетных ценах 1.3.в нормо-часах | шт. руб. н-ч. | 430 817000 128140 | 143 271700 42614 | 137 260300 40824 | 150 285000 44700 |
| 2.Незавершенное производство 2.1. на начало планового периода 2.2.на конец планового периода 2.3.изменение незавершенного производства | н-ч н-ч н-ч | 9100 15131,8 6031,8 | |||
2.Расчет количества производственного
оборудования и ручных мест.
Для проектируемого цеха принимается 2-х сменный режим работы и продолжительность рабочей смены-8,2 часа.
Эффективный фонд времени работы единицы оборудования определяется по формуле:
![]()
Fоб.= Fном.× l × Крем
Fном. –номинальный фонд времени на планируемый период,ч;
l - количество смен;
Крем – коэффициент, учитывающий плановые простои оборудования в ремонте (095…097);
![]()
Fном.= (Fкал. - g) × tсм.
Fкал. –календарный фонд , дни;
g- количество нерабочих дней, дни;
tсм. – продолжительность смены, ч;
Fном.=(92-26) × 8,2 = 541,24
Fоб.= 541,24 × 2 × 0,96 = 1039,1 ч.
Необходимое количество основного технологического оборудования определяется по каждой операции технологического процесса по формуле:

Коб.= (N × Кн.з.п. )/(Fоб.× Кв.н.× Кнал.× Краб.× Кз.о.)
Кн.з.п.-коэффициент незавершенного производства
Кн.з.п.= 134171,8/128140 =1,047
Кв.н. –коэффициент выполнения норм;
Кнал. –коэффициент переналадки оборудования (0,9……1);
Краб. –количество рабочих, обслуживающих одно рабочее место;
Кз.об. –коэффициент загрузки оборудования (0,8….0,9)
Коб.1 = (430×71×1,047) /( 1039,1× 1,08×1×1×0,9)= 32 (шт)
Коб.2 =(430×84×1,047) /( 1039,1× 1,08×1×1×0,9)= 37 (шт)
Коб.3 =(430×46×1,047) /( 1039,1× 1,08×1×1×0,9)= 21 (шт)
Коб.4 =(430×41×1,047) /( 1039,1× 1,08×1×1×0,9)= 18 (шт)
Коб.5 =(430×15×1,047) /( 1039,1× 1,08×1×1×0,9)= 7 (шт)
Коб.6 =(430×11×1,047) /( 1039,1× 1,08×1×1×0,9)= 5 (шт)
Коб.7 =(430×15×1,047) /( 1039,1× 1,08×1×1×0,9)= 7 (шт)
Коб.8 =(430×22×1,047) /( 1039,1× 1,08×1×1×0,9)= 10 (шт)
Всего Коб. = 137 (шт)
Сводная ведомость основного технологического оборудования.
Таблица 4.
| Наименование ооперации | Тип об. | Кол-во | Цена, т.руб | Площадь, с учетом перехода | Мощностьэл.двига-телей, кВт | Катего-рия ремонт. сложн. | |||||
| ед. | общ. | ед. | общ. | ед. | общ. | ед. | общ | ||||
| Револьверная Токарная Фрезерная Фрезерная Сверлильная Шлифовальная Шлифовальная Резьбо-шлифовальная | 32 37 21 18 7 5 7 10 | 7 1,75 20 2,96 0,25 25 7,5 6,4 | 224 64,75 420 53,28 1,75 125 52,5 64 | 11,5 5,11 18,3 9,2 0,7 74,5 18,4 10,1 | 368 189,1 384,3 165,6 4,9 372,5 128,8 101 | 12 6,5 11 10 0,4 22 13 4,2 | 384 240,5 231 180 2,8 110 91 42 | 10 9 14 12 3 24 12 21 | 320 333 294 216 21 120 84 210 | ||
| Всего: | 137 | 1005 ,28 | 1714 ,2 | 1281 ,3 | 1598 | ||||||
Оборудование механика цеха –5 % от Коб.
Коб.мех. = (137× 5)/100= 7 (шт.)
Оборудование РЕМПРИ – 4 % от Коб.
Коб.РЕМПРИ =(137 × 4,0) /100= 5 (шт.)
Заточная мастерская – 5 % от Коб.
Коб.заточн. = (137 × 5)/100=7 (шт.)
Сводная ведомость вспомогательного и
дополнительного оборудования
Таблица 5.
| Наименование оборудования | Кол-во | Стоимость, т.руб. | Мощность, кВт |
| Вспомогательное: -токарно-фрезерное -универсально-фрезерное -универсально-шлифовальное -поперечно-строгальное -вертикально-сверлильное Дополнительное: -ножовочная пила -настольно-сверлильный станок -ручной винтовой пресс -разметочная плита -наждачное точило -слесарные верстаки | 1 2 2 1 2 2 2 1 1 2 3 | 4,36 7,2 5,6 6,2 1,16 0,174 0,315 7,5 0,54 0,48 0,09 | 16 16 19 13 1,2 12 0,8 - - - - |
| Всего: | 19 | 33,619 | 78 |
3.Стоимость используемых основных фондов.
Все используемые основные фонды делятся на группы. По каждой группе определяется их стоимость.
Похожие работы
Оптимизация автоматизированного проектирования конструкций ЛА с применением баз профильных заготовок
... ЗАКЛЮЧЕНИЕ В итоге проведения в курсовом проекте организационно – экономического анализа была произведена работа по оптимизации производственного процесса авиационного КБ при проведении конструкторских работ: выполнен анализ объема рабочей документации КБ в части применяемых профильных заготовок. Определены наиболее часто применяемые профиля и составлено задание на разработку базы прессован





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
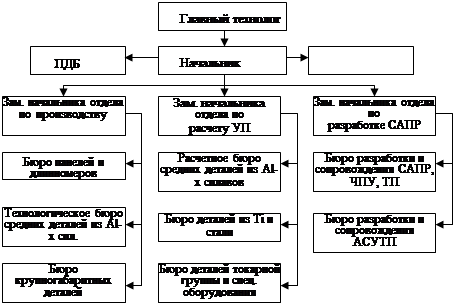
... стороны своей производственной деятельности к быстро меняющейся рыночной ситуации и запросам потребителей, соревнуясь при этом со своими конкурентами. 4. Типовая организационная структура аппарата управления машиностроительными предприятиями При разработке систем управления недостаточно ограничиваться лишь анализом структуры производственного процесса и производственной структуры объекта ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
0 комментариев