Навигация
Проектирование вертикально фрезерного станка
14563
знака
6
таблиц
3
изображения
Исходные данные
Тип станка - вертикально фрезерный.
Параметры:
| Приведенный диаметр заготовки | dпр | мм | 160 |
| Максимальная длина заготовки | Lmax | мм | 930 |
| Максимальное количество оборотов | nmax | мин-1 | 2000 |
| Минимальное количество оборотов | nmin | мин-1 | 40 |
| Продольная подача максимальная | Sп max | мм/мин | 1600 |
| Продольная подача минимальная | Sп min | мм/мин | 50 |
| Максимальная глубина резания | tmax | мм | 3.0 |
| Среднее арифметическое значение диаметров шеек валов | dсmax | мм | 40 |
| Среднее арифметическое значение диаметра шпинделя | dс min | мм | 82.5 |
| Количество ступеней оборотов шпинделя | Zn | 18 | |
| Количество ступеней подач | Zs | 16 |
Кинематический расчет привода главного движения со
ступенчатым регулированием.
1. Определяем диапазон регулирования чисел оборотов шпинделя по формуле.
Rn = nmax / nmin ,
где nmax , nmin - соответственно максимальное и минимальное числа оборотов шпинделя
приведенные в таблице, мин-1
Rn = 2000 / 40 = 50
2. Определяем знаменатель геометрического ряда чисел оборотов шпинделя:
lgj = lgRn / Zn - 1
где Zn - количеств ступеней чисел оборотов шпинделя
lgj = lg50 / 18-1 = 0.0999
Из приложения 1 выбираем ближайшее стандартное значение для j
j = 1.26
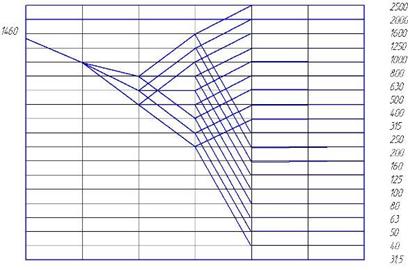
3. По значению j выбираем стандартный ряд чисел оборотов
| 2000 | 1600 | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 |
| 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 |
4. На основе имеющихся величин Zn и j выбираем оптимальный структурный вариант привода
Zn = p1(x1) x p2(x2) x ... x pn(xn)
где p1,pn - количество различных передач в каждой группе
x1,xn - характеристика группы передач
18 = 3(1) x 3(3) x 2(9)
Значения x1, x2, xn для j = 1.26 должны удовлетворять условию
для понижающих передач x1 = 6
для понижающих передач x2 = 3
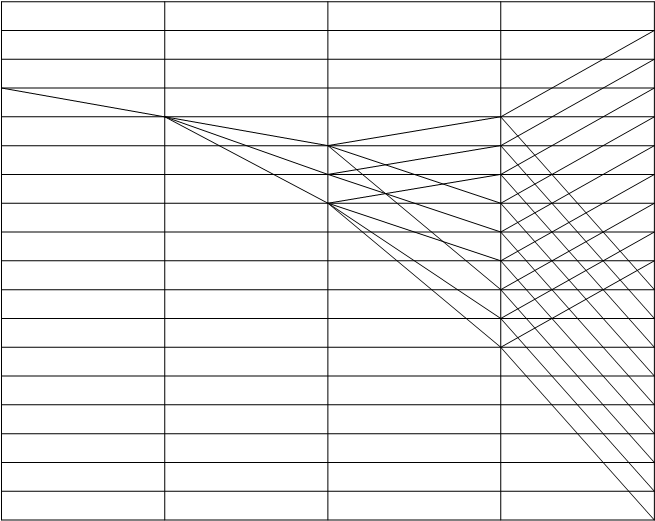
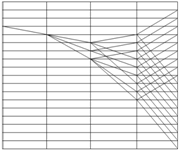
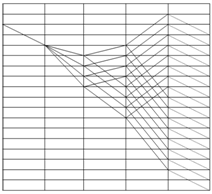
5. По выбранному оптимальному структурному варианту привода строим структурную сетку.
6. Задаемся частотой вращения электродвигателя nдв = 1460 об/мин и строим структурный
график чисел оборотов привода главного движения.
7. Определим передаточное отношение в каждой группе передач по формуле:
i = j±u
где j - принятый знаменатель ряда чисел оборотов
u - количество интервалов
in1 = 1000 / 1460 = 0.69
i1 = j-1 = 1.26-1 = 0.79
i2 = j-2 = 1.26-2 = 0.63
i3 = j-3 = 1.26-3 = 0.5
i4 = j-1 = 1.26-1 = 0.79
i5 = j-2 = 1.26-2 = 0.63
i6 = j-5 = 1.26-5 = 0.32
i7 = j3 = 1.263 = 2
i8 = j-6 = 1.26-6 = 0.25
Похожие работы
... колесо-рейка). Приводы должны обеспечивать широкий диапазон режимов обработки, максимальную производительность, высокую точность позиционирования исполнительных органов. Анализируя существующую гамму вертикально фрезерных станков, приходим к выводу, что целесообразно применить традиционную схему цепи подач со ступенчатым регулированием режимов обработки. Вращение от электродвигателя передаётся ...
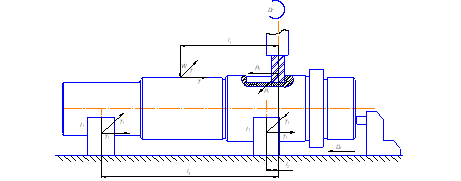
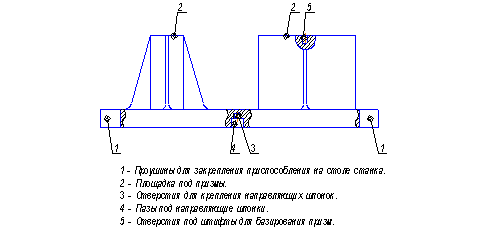
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
... i5` * i8` 78.6 2.4 % Пф16 999.954 * i1` * i6` * i8` 62.6 0.5 % Пф17 999.954 * i2` * i6` * i8` 50.08 0.1 % Пф18 999.954 * i3` * i6` * i8` 39.8 0.4 % Силовой расчет привода главного движения 1. Определяем эффективную мощность станка по формуле: Nэф = Pz * V / 61200, кВт где Pz – тангенциальная составляющая усилия резания, Н; V – скорость ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
0 комментариев