Навигация
Производство стеклянной тары
39158
знаков
1
таблица
2
изображения
3. Производство стеклянной тары
Стеклянная тара гигиенична, прозрачна, вместимость ее от 1 см3 до нескольких литров. Различают узкогорлую стеклянную тару с внутренним диаметром горла до 30 мм и широкогорлую — с внутренним диаметром горла более 30 мм.
Стекло для тары должно быть хорошо проваренным, однородным, химически и термически стойким. На внутренней поверхности изделий не допускаются пузыри и посечки, образующие осколки и стеклянную пыль. Горло изделий не должно иметь заусенцев, выступающих швов, острого края, посечек и т. д. Стекло для тары может быть бесцветным, необеспеченным (полубелым), окрашенным в темно-зеленый, оранжевый и другие цвета. Стеклянная тара должна соответствовать установленной форме и допустимым отклонениям по массе и размерам, а также удовлетворять требованиям действующих ГОСТ и ТУ.
Контролю качества стеклотары на заводах уделяется большое внимание. В зависимости от вида тары и способа ее изготовления применяют соответствующие составы стекла, пример, для полубелой консервной тары состав стекла %: SiO2 —73, Al2O3 + Fe2O3 — 3—3,5; CaO+MgO —1 Na2O + K2O— 14,5; SO3 —0,3; F —0,5 (сверх 100%). Шихту для полубелого и зеленого бутылочного стекла составляют из необогащенных песков, а глинозем вводят с нефелиновым концентратом[6] .
При варке тарных стекол используют до 40% боя стекла, который следует промывать, дробить, сортировать. Для варки стекломассы применяют ванные проточные печи, в отдельных случаях — горшковые печи. Размеры и конструкции стекловаренных печей зависят от количества и цвета вырабатываемой стеклотары и способа ее выработки (вручную, на полуавтоматах или автоматах).
В зависимости от конструкции стеклоформующих машин, их производительности и способа формования стекломасса должна иметь соответствующий состав.
При выдувании стекло должно иметь достаточный интервал выработки (не быть «коротким») и легко поддаваться обработке, для чего в стекле максимально сокращается содержание СаО за счет увеличения количества SiO2 или R2O. Обычно для изготовления сортовых изделий способом выдувания (из горшковых печей) рекомендуется следующий состав стекла, %: SiO2—77—78; СаО—6—8; R2O—6—16,5.
Для выработки прессованных изделий применяют составы с повышенным содержанием щелочных оксидов. При производстве изделий механизированным способом составы стекла должны обеспечивать большую скорость твердения в процессе формования, достаточную термическую стойкость и химическую устойчивость, что достигается введением в состав стекла 1—2% Аl2О3 (за счет SiO2) и до 3% MgO (за счет СаО).
Способы формования изделий. Прессование — наиболее древний способ формования стеклоизделий. С усовершенствованием стекловаренных печей, в которых стали получать менее вязкую стекломассу, оно было почти полностью вытеснено выдуванием и применялось лишь для изготовления бус, пуговиц и других мелких стеклянных предметов. Однако в первой половине XIX в. прессование вновь стало одним из основных способов производства стеклоизделий.
Стеклоизделие прессуют в форме, которая определяет внешнюю поверхность изделия, с керном (пуансоном), создающим давление на стекломассу и оформляющим внутреннюю поверхность. При ручном способе поверх формы устанавливают ограничительное кольцо, которое предотвращает выход стекломассы из формы и оформляет края изделия (рис. 1).
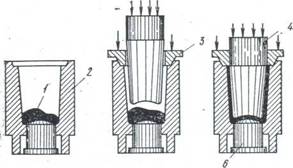
Рис. 1. Схема процесса прессования
1— капля стекла; 2 — пресс-форма; 3 — ограничительное кол
4 — керн; 5 — изделие; 6 — поддон
Этот способ прост, производителен, не требует от рабочего высокой квалификации и поэтому дешев. Однако область его применения ограничена. Прежде всего прессованные изделия должны иметь полость такой формы, которая позволила бы пуансону выйти из нее, наружная же форма изделий может быть довольно сложной, иметь выступы и углубления, так как форма может раскрываться на две половинки.
Прессованием не удается получать сосуды с тонкими или сильно вытянутой в вертикальном направлении полостью, так как стекломасса слишком быстро охлаждается и теряет текучесть. Прессованные изделия имеют дефекты в виде швов от стыков разъемных частей форм, ребра и углы изделий получаются закругленными, поверхность кованой и матовой. Поэтому прессованием; вырабатывают лишь дешевые массовые изделия (стаканы, пивные кружки, салатники, стеклоблоки).
Современный ручной пресс — это массивный станок со столом для форм и стойками, на которых смонтированы прессующие устройства. С помощью железного прута набирают стекломассу и относят ее к прессу, здесь необходимую порцию отрезают над формой специальными ножницами, далее форму закрывают формовым кольцом и ставят под пуансон. Нажатием производят прессование с некоторой выдержкой пуансона в форме, для того чтобы изделие приобрело достаточную жесткость. Затем пуансон поднимают, форму выдвигают и снимают формовое кольцо. Изделие вынимают и относят на отжиг. Далее все операции повторяются.
Коэффициент полезного действия такого станка невелик, поэтому для повышения эффективности прессования применяют сменные формы, что позволяет увеличить время их охлаждения и производить одновременно несколько операций.
Формы устанавливают на карусельном столе. При каждой остановке стола осуществляются все параллельные рабочие операции. Пуансон охлаждают водой или сжатым воздухом. Распределение стекла в форме зависит от температуры стекломассы, давления при прессовании и равномерности остывания изделий в отдельных частях формы. Ручные прессы вытесняются автоматическими или полуавтоматическими, которые создают давление на керны при помощи сжатого воздуха. Сменная производительность прессования вручную на рычажных пружинных прессах—400 крупных и 3,5 тыс. мелких изделий, а на прессах-полуавтоматах — до 5 тыс. мелких изделий. Массовые изделия диаметром до 250 мм, высотой до 150 мм и массой до 1,7 кг прессуют на автоматах ПВМ или АПП. Суточная производительность прессов-автоматов при выработке чайных стаканов — до 50 тыс. штук. Изделия прессуют металлическими кернами в формах из легированных чугунов или сталей, отполированных до зеркального блеска и покрытых смазками и защитными покрытиями.
Выдувание — широко распространенный способ, дающий поверхность изделий хорошего качества. При выдувании сначала получают в черновой форме заготовку (пульку, баночку), в которую вдувают воздух при помощи трубки или специально й дутьевой головки с полым керном. Выдувание производят в чистовой форме, в которой изделие находится до затвердевания. После этого оно поступает на отжиг. Мелкие изделия выдувают в форме сразу, без баночки. Выдуванием вырабатываются изделия самой разнообразной конфигурации, разных размеров и с различной толщиной стенок.
Рис. 2. Схема выдувания изделия в форме
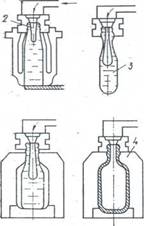 1 - дутьевая головка; 2 — керн; 3 — набор стекла; 4 — форма. Производительность ручного выдувания составляет 400—900 изделий в смену на бригаду из 6—10 человек.
1 - дутьевая головка; 2 — керн; 3 — набор стекла; 4 — форма. Производительность ручного выдувания составляет 400—900 изделий в смену на бригаду из 6—10 человек.
Однако при ручном способе стеклянная тара имеет не точное оформление венчика горла, отклонения по высоте.
В основном стеклянную тару вырабатывают выдуванием и пресс-выдуванием на полуавтоматах и на автоматах. В настоящее время ручной способвыдуванияприменяетсятолькодлявыработкиизделийоченьмалойтолщины,сложной формы или для изготовления частей сложных приборов и аппаратов из разогретых до пластичного состояния трубок. Широкогорлые тарные изделия (банки) изготавливают на стеклоформующих автоматах комбинированным пресс-выдувным способом, при котором заготовку прессуют в черновой форме, а готовое изделие выдувают чистовой.
При таком способе стекломасса равномерно распределяется в форме и горло изделия имеет точное оформление. Стекломассу подают на формование вручную бором порции стекла на стеклодувную трубку механическим способом (капельным, вакуумным, струйным) питателями поэтому признаку питатели разделяют на струйные, порционные и капельные.
Порционные питатели в свою очередь делят на вакуумные, засасывающий порции стекломассы вакуумом, и струйно-порционные образующие порции стекломассы отрезанием их от струи. Писатели изготовляют с газовым (|ПМГ), жидкостным (ПМЖ), электрическим (ПМЭ) и комбинированным отоплением (ПМК). По количеству подаваемых капель за один цикл работы различают одно, двух- и трехкапельные питатели. Капли имеют разную форму массой от 15 г до 2 кг и температурой от 1010 до 1200° С. Приводы ножниц и плунжера приводятся в движение пневматическим (гидравлическим) или механическим устройством от механизма привода стеклоформующей машины. Необходимое условие высокопроизводительной работы стеклоформующих машин — точная дозировка стекла, подаваемого в черновую форму[7] .
В машинах с капельным питанием имеется специальный механизм для подачи стекломассы — питатель (фидер), который представляет собой отапливаемый канал, примыкающий к ванной печи и заканчивающийся чашей с отверстием и приставкой (очком) в дне. Над очком перемещается по вертикали цилиндр — плунжер, который приводится в движение синхронно со стеклоформующим автоматом и ножницами, отрезающими порции (капли) стекломассы.
С помощью бушинга — огнеупорной трубы — стекломасса перемешивается для достижения однородности (поз. IV). Образование капли происходит следующим образом: в поз. I стекломасса вытекает через очко естественной струей, в поз. II плунжер, опускаясь вниз, выдавливает стекломассу через очко, в поз. III плунжер, поднимаясь вверх, оттягивает за собой стекломассу; в этом случае в струе образуется «шейка», по которой она отрезается ножницами (поз. IV) и по лотку или свободным падением поступает в формы. Капли, подаваемые питателем, должны иметь постоянную массу, температуру и форму в процессе работы машины.
Похожие работы
... коробки; обжимной станции, в которой стабилизируются места клеевых скреплений; приемки собранных и склеенных коробок. На приемке высокопроизводительных линий встроен модуль упаковки, который собирает коробки и размещает их в отгрузочной таре. При конструировании коробок должен учитываться принцип работы машины для их изготовления. Производительность подобных линий составляет до 10000 коробок/ч. ...
... подлежит затариванию; · коэффициент собственной массы тары — отношение массы тары к образуемому ею объему; · объемная масса тары — отношение массы тары к ее собственному объему. 4. Пакеты и контейнеры, используемые при перевозках продукции Грузы подразделяются на три группы: 1. контейнеропригодные (бытовая техника, текстиль, упакованная химическая продукция, детали и запчасти и ...
ких изданиях, посвященных тематике "Тара и упаковка товара в процессе продвижения потребителю", справочная литература, прочие актуальные источники информации. 1.Понятие. Классификация тары и упаковки На потребителя сегодня обрушивается огромный коммуникативный поток, продвигающий самые различные товары. Каждое сообщение старается зафиксировать в голове потребителя имя товара, его ...
... монтаж, подсборку и др.; v придание товарного вида, окраску, упаковку и др.; v транспортировку и другие виды экспедиторской деятельности. Тара и упаковка существенным образом влияет на уровень издержек и производительность логистической системы. Элементы таких издержек: 1. расходы на приобретение упаковочных материалов; 2. налаживание ручных или автоматизированных операций по упаковке; ...
0 комментариев