Л.П. Калафатова, канд. техн. наук, Донецк, Украина
На современном этапе развития науки и техники существует тенденция повышения объема производства изделий из хрупких неметаллических материалов (ХНМ), которые все более широко заменяют металлы во многих отраслях промышленности. К этим материалам, прежде всего, относятся различные виды технической керамики, включая стеклокристаллическую керамику - ситаллы [1]. Расширяются области использования керамических материалов, увеличиваются капиталовложения в научные разработки, касающиеся усовершенствования технологий их производства. При этом во главу угла ставится задача снижения себестоимости выпускаемой продукции при обеспечении ее высоких эксплуатационных характеристик.
Однако рост применения ХНМ в качестве конструкционных материалов сдерживается по причине трудностей, возникающих при обеспечении высокой точности и качества поверхности изделий при механической обработке, которая, в основном, осуществляется алмазными абразивными инструментами. Это связано, с одной стороны, с высокими показателями прочности и повышенной хрупкостью материалов рассматриваемого класса, с другой стороны - с неэффективными технологическими процессами обработки, причиной которых в значительной мере является недостаточный объем знаний о механизмах формирования качественного поверхностного слоя изделий при алмазном шлифовании. Установлено, что даже мягкие режимы шлифования приводят к созданию дефектного слоя - сетки микротрещин, которые расположены на поверхности обрабатываемых материалов и распространяются в глубину на 200 - 700 мкм для ситаллов и до 50 мкм для конструкционной керамики [2]. Все это является причиной снижения механической прочности изделий или требует дополнительных, трудоемких операций, связанных с необходимостью удаления дефектного слоя [3].
На структуру поверхностного слоя деталей вместе с пористостью и размерами кристаллов самого обрабатываемого материала влияют также технологические условия обработки: схема и режимы шлифования, состояние оборудования, состав технологических сред, характеристики алмазных кругов, изменяющие силовой, динамический и температурный режимы процесса резания [3]. Поэтому выбор перечисленных параметров необходимо осуществлять в строгой зависимости от требуемого качества изделий и свойств заготовки, используя знания об их влиянии на условия процесса шлифования, интенсивность развития нарушенного обработкой слоя деталей. В современной литературе такие данные практически отсутствуют, особенно по вопросам, касающимся температурных и динамических характеристик процесса резания.
Целью проведенных исследований является определение степени влияния входных параметров технологических процессов, в частности схемы обработки, на динамику процесса шлифования крупногабаритных полых изделий сложной пространственной формы из ситаллов с учетом виброустойчивости системы СПИД и связь этих показателей с уровнем дефектности формируемой поверхности.
Для достижения поставленной цели в работе предполагалось решить следующие задачи:
- на основании результатов анализа жесткости элементов системы СПИД, предназначенной для обработки конкретных деталей из ситаллов, выдать рекомендации по организации процесса обработки, исходя из повышения виброустойчивости системы;
- исследовать влияние входных параметров процесса резания на жесткость элементов СПИД и, как следствие, на качество формируемой поверхности, в первую очередь, ее дефектность.
Особенности обработки изделий рассматриваемого класса из ситаллов в значительной степени обусловлены следующими факторами. Основные размеры изделия: длина до 1,0 м; максимальный диаметр 450...500 мм; толщина стенки заготовки 20 мм при толщине готового изделия 5 мм. Эксплуатационные характеристики изделий предполагают соблюдение повышенных требований по точности и качеству обработки, в частности, обеспечение минимальной глубины дефектности поверхностного слоя, которая определяет продолжительность последующих операций химического травления и упрочнения механически обработанных поверхностей.
Технологический процесс обработки включает многооперационную обработку шлифованием как наружного, так и внутреннего контуров изделий на станках типа РТ 66202, оснащенных агрегатной шлифовальной головкой и системой копирования. Наибольшие трудности связаны с операциями внутреннего шлифования, выполняемыми инструментами двух типоразмеров последовательно по длине заготовки, как это показано на рис. 1, которыми и снимается основной припуск. При черновом шлифовании цилиндрической части детали используются алмазные круги 1А1 100x32x6x6 - А 315/250 4 -М2-01, конической части-круги- 1А1 32x10x3x10 - А 315/250 4-М2-01.
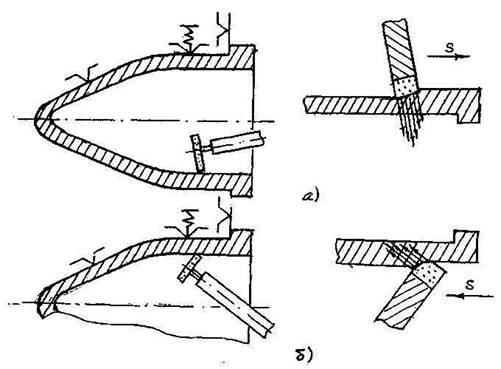
Рисунок 1 – Схемы обработки внутренней поверхности изделия при шлифовании с подачей: а - «к фланцу» изделия, традиционная схема; б - «к носку» изделия, предлагаемая схема
В этом случае система СПИД состоит из двух отдельных самостоятельных подсистем: «приспособление - заготовка» и «шпиндель - агрегатная головка - суппорт», которые связаны между собой зоной резания. Подсистема «приспособление - заготовка» характеризуется переменной по длине заготовки жесткостью, а так же ее изменением при закреплении заготовки в приспособлении. Так, установка и закрепление заготовки в приспособлении снижает жесткость подсистемы на 25...30% по сравнению с жесткостью приспособления без заготовки. При этом жесткость подсистемы «шпиндель - агрегатная головка - суппорт» в 3,5 раза ниже суммарной жесткости подсистемы «приспособление - заготовка». Все это приводит к динамической неустойчивости процесса резания, наличию вибраций, интенсивность которых меняется в зависимости от места контакта заготовки с инструментом и схемы обработки и отрицательно влияет на точность и качество обработки.
Было установлено, что при шлифовании крупногабаритных полых изделий из конструкционной керамики и ситаллов возникают колебания двух видов: вынужденные и автоколебания. Причины вынужденных колебаний кроются во внешних возмущениях системы СПИД. Примерами таких внешних воздействий могут служить инерционные силы, возникающие вследствие дисбаланса вращающихся частей станка, обрабатываемой детали или абразивного инструмента; нежесткости приспособлений; колебаний фундамента станка как реакции на рядом работающие станки и т.д. Меры борьбы с вынужденными колебаниями - это устранение причин, вызывающих возмущающую силу. А именно: выбор рациональной схемы базирования заготовки; конструкций зажимного приспособления и шпиндельного узла агрегатной силовой головки; обеспечение отсутствия дисбаланса алмазных кругов; надежная изоляция фундамента станков и т.д.
Второй вид колебаний - автоколебания, или вибрации, которые являются самовозбуждающимися. При колебаниях такого типа источник возбуждения находится в самой системе, возбуждение носит постоянный характер, и частота автоколебаний определяется свойствами самой колебательной системы. Формирование качественных показателей поверхностного слоя ХНМ при механической обработке определяется условиями контакта зерен алмазных инструментов и детали, которые сопровождаются разной степенью силового и динамического воздействия на формируемую поверхность.
Изменяя схему обработки и режимы шлифования, можно существенно влиять на характер взаимодействия рабочей поверхности круга с обрабатываемой поверхностью заготовки за счет увеличения площади их контакта и, как следствие, изменять демпфирование в системе инструмент - заготовка, а также в необходимом направлении перераспределять удаляемый припуск вдоль образующей инструмента. Это позволяет должным образом формировать силовое воздействие на обрабатываемую поверхность за счет изменения условий работы алмазных зерен, характера их износа.
Выбору рациональной схемы обработки предшествовал этап теоретического анализа напряженного состояния обрабатываемого материала при различных вариантах приложения нагрузки [4]. Результаты моделирования позволили предположить, что более эффективной будет являться схема шлифования, представленная на рис. 1, б. Для нее, в отличие от применявшейся на производстве схемы (см. рис. 1, а), характерно перемещение инструмента по дальней от рабочего стороне детали с подачей его к носку изделия. В этом случае равнодействующая сил шлифования стремится прижать заготовку к установочным элементам приспособления, увеличивая жесткость системы, при значительном уменьшении радиальной составляющей силы резания, вызванном сокращением площади контакта круга и детали. Равнодействующая сила в наибольшей степени направлена в удаляемый припуск, тогда как при реализации традиционной схемы шлифования (см. рис.1, а) доминирует радиальная составляющая сил резания, обеспечивающая направление результирующей силы резания непосредственно в обрабатываемый материал, увеличивая дефектность.
Проведенные исследования позволили установить влияние схемы шлифования и уровня напряженно-деформированного состояния материала в зоне резания на дефектность обработанной поверхности изделий и их прочность при обработке цилиндрической и конической частей детали. Для этого на образцах, вырезанных из деталей, обработанных по каждой из рассматриваемых схем, определялись глубина и структура дефектного поверхностного слоя с использованием метода люминесцентной капиллярной дефектоскопии [5] и прочность на изгиб при разрушении образцов по трехточечной схеме нагружения. Для учета влияния неодинаковых жесткости системы и условий контакта инструмента и заготовки по ее длине перечисленные параметры исследовались для различных участков (поясов) детали. Нумерация поясов (от I до VII) соответствует перемещению oт фланца к носку детали, при этом I - V пояса расположены на цилиндрическом участке профиля изделия.
Изменение схемы шлифования приводит к изменению силовых, кинематических и геометрических характеристик процесса резания, что, в совокупности с переменной по длине обрабатываемого изделия жесткостью элементов системы СПИД, сказывается на глубине и структуре образующегося дефектного слоя. Учитывая, что прочность изделий из ситаллов является функцией дефектности слоев материала, непосредственно примыкающих к поверхности обработки, для каждого пояса изделия определялись средние размеры единичных дефектов точечного типа dдср в интервале глубин hд=0-350 мкм, то есть до выхода на бездефектную (по результатам обработки) поверхность. По полученным данным для глубины hд=0-80 мкм были построены соответствующие графики (рис. 2) для варианта шлифования с параметрами режима v=36 м/с, s=0,18 мм/об, t=2 мм, nд=80 об/мин СОТС - вода.
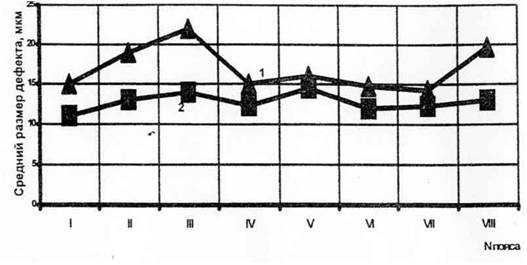
Рисунок 2 – Зависимость усредненных значений единичных дефектов dдср от места обработки для глубин залегания nд=80 об/мин. Шлифование изделий по схемам: 1 - «подача к фланцу»; 2 - «подача к носку»
Как следует из приведенных графиков, шлифование внутренней поверхности изделия по схеме «подача к фланцу» приводит к образованию неравномерной дефектной структуры его поверхностного слоя. Размеры единичных дефектов колеблются в диапазоне 22-15 мкм. Для случая шлифования по предлагаемой схеме («подача к носку») параметры дефектности в пределах длины одного изделия изменяются менее резко и составляют соответственно dдср=11,5-14,5 мкм.
Кроме этого в среднем по длине изделия величины единичного дефекта составляют соответственно: для предлагаемой схемы 12,7 мкм, для традиционной схемы 17,2 мкм, при которой и однородность распределения дефектов по длине изделия вдвое меньше по сравнению с предлагаемым вариантом обработки.
К отрицательным факторам воздействия традиционной схемы шлифования на структуру нарушенного обработкой слоя ситалла необходимо также отнести интенсивное развитие дефектов в конусной части изделия, проявляющиеся в образовании мощного трещиноватого слоя в области VI пояса, проникающего на глубину до 250 мкм (размеры отдельных трещин достигают 800 мкм), а также в формировании крупных единичных дефектов у поверхности обработки (см. рис. 2) у носка изделия (VIII пояс), где инструмент находится в наиболее неблагоприятных условиях. Причиной этого явления является необходимость внедрения инструмента вглубь изделия (врезание) перед последующим его перемещением по заданному профилю в направлении к торцу изделия.
Применение предлагаемой схемы обработки по сравнению с базовым вариантом позволило снизить глубину проникновения дефектного слоя в среднем по длине изделия в 1,35 раза. Следствием благоприятной структуры образующегося нарушенного обработкой слоя при предлагаемой схеме явилось повышение прочности изделий во всем исследованном диапазоне режимов обработки. В табл. 1 приведены результаты прочностных испытаний образцов, вырезанных из наиболее дефектных участков (III пояс) обработанных деталей.
Таблица 1 - Результаты прочностных испытаний деталей (обработка цилиндрической части, II пояс)
| № п/п | Параметры режима обработки | Направление подачи | Параметры прочностных испытаний образцов | |||
| nд, об/мин | s, мм/об | t, мм | Прочность на изгиб σи ,МПа | Среднеквадротичное отклонение S, МПа | ||
| 1 2 3 4 5 6 | 80 80 80 80 80 80 | 0,11 0,11 0,18 0,18 0,34 0,34 | 1,0 1,0 1,0 1,0 1,0 1,0 | "к носку" "к фланцу" "к носку" "к фланцу" "к носку" "к фланцу" | 131,5 89,3 116,2 92,4 69,9 50,8 | 22,4 11,6 12,6 23,5 15,7 12,4 |
Из полученных данных следует, что для обоих вариантов обработки прочность изделий уменьшается с увеличением подачи (увеличивается нормальная составляющая усилий резания, увеличивается напряженно-деформированное состояние в зоне резания, увеличивается глубина проникновения дефектов, вызванных обработкой). Однако для схемы шлифования «к фланцу» изделия из-за более неблагоприятного распределения сил резания по площади контакта круга с обрабатываемой поверхностью и более интенсивной динамике процесса резания все эти явления усугубляются, что сопровождается падением прочности образцов на всех исследованных режимах в среднем на 25%.
Неравномерности жесткости детали и структуры дефектного слоя по поясам приводят к колебаниям прочности изделия по его длине, что особенно ярко проявляется при использовании схемы «подача к фланцу». В табл. 2 приведены результаты прочностных испытаний деталей по длине, которые свидетельствуют о неравномерности прочности по поясам изделия, шлифованного по схеме «подача к фланцу». Максимальная разница в прочности (I и III пояса) составляет 30%, в то время как при обработке изделия по предлагаемой схеме разница в прочности по длине изделия не превышает 5%, что укладывается в интервал погрешности эксперимента. Причем неравномерность прочности хорошо согласуется с неоднородностью структуры дефектного слоя по длине изделия.
Сравнивая результаты, полученные при обоих вариантах обработки изделий рассматриваемого класса, можно заключить, что использование разработанной схемы позволяет в среднем на 25% снизить размеры дефектов в поверхностном слое изделий, где влияние структуры дефектного слоя на прочность изделия максимально.
Таблица 2 - Результаты прочностных испытаний деталей на различных участках по длине изделия
| Схема обработки | № пояса | Параметры прочностных испытаний образцов | |
| Прочность на изгиб σи ,МПа | Среднеквадротичное отклонение S, МПа | ||
| "подача к носу" | I II III IV V среднее | 108,3 106,8 103,2 107,6 105,3 106,24 | 3,6 5,2 9,4 6,8 11,2 7,24 |
| "подача к фланцу" | I II III IV V среднее | 99,2 92,4 70,5 83,9 79,1 85,02 | 17,2 6,5 23,4 6,0 11,3 12,88 |
При этом однородность структуры дефектного слоя по длине детали в сравнении с традиционной схемой шлифования повышается в 1,9 раза. Следствием благоприятной структуры дефектного слоя при предлагаемой схеме является повышение средней прочности изделия на 20% при более равномерном распределении значений прочности по поясам изделия.
Список литературы1. Хрульков В.А., Тародей В.А. Механическая обработка деталей из керамики и ситаллов. - Саратов: Изд-во Сарат. ун-та, 1975. - 185 с.
2. Калафатова Л.П Влияние технологической наследственности на эффективность процессов механической обработки стекломатериалов // Справочник. Инженерный журнал. - М.: Машиностроение. -1997. - № 9. - С. 7-11.
3. Kalafatova L. Influence of conditions of grinding by diaqmond wheels on pyroceramics products defectiveness // Arhiwum Technologii Maszyn 1 Automatyzacji. - Poznan: Komisij budowy maszyn PAN. - 2004. - Vol. 24/ Nr. 2 spec. - P. 115- 123.
4. Калафатова Л.П. Проектирование рациональной схемы шлифования на основе результатов компьютерного моделирования напряженно-деформированного состояния в зоне резания // Резание и инструмент в технологических системах: Межа, научно-техн. сб. - Харьков: ХГПУ. - 2000. - Вып. 57. - С. 96-99.
5. Kalafatova L. Diagnostics of qualitative performances of products from engineering cetalls // Archiwum Technologii Maszyn i Automatyzacji. - Poznan: Komisij budowy maszyn PAN. - 1997. - Vol. 17, • 2. - P. 107-116.
Для подготовки данной работы были использованы материалы с сайта http://masters.donntu.edu.ua/
Похожие работы

... неорганических веществ в тонкоизмельченном состоянии. Детали и сборочные единицы широко применяют в электронике, автоматике, телемеханике, вычислительной технике, квантовой электронике и других отраслях приборостроения благодаря рядц замечательных свойств; морозо-и нагревостойкости, высокой механической прочности, твердости, малым диэлектрическим потерям, инертности к раду агрессивных сред, ...
0 комментариев