Разработка оперативных планов производства
Обоснование производственной структуры цеха
Определение профиля предметной специализации производственных участков и количества деталей, закреплённых за участками
Определение нормативного размера партии деталей и периода их запуска
Расчёт и построение стандарт-плана работы прерывно-поточной линии
Навигация
Определение нормативного размера партии деталей и периода их запуска
Оперативное планирование производства
40478
знаков
13
таблиц
0
изображений
3.2 Определение нормативного размера партии деталей и периода их запуска.
Ведущей операцией, по которой должен производиться расчёт минимального размера партии, следует считать операцию с наибольшим отношением подготовительно-заключительного времени к штучному. В данном случае ведущей операцией по всем деталям является операция, выполняемая на агрегатно-сверлильном станке. Расчёт минимального размера партии производится по формуле (3.1):
Пmin = Tпз/(n*Tшт), (3.1)
где Пmin – минимальный размер партии, шт;
Tпз – подготовительно-заключительное время с учётом коэффициента выполнения норм;
Tшт – штучное время с учётом коэффициента выполнения норм;
n – процент потерь времени на наладку по отношения к длительности обработки партии на станке (в данном случае n = 3%).
Полученные в результате расчётов данные заносим в таблицу.
Для проверки и корректировки намеченного размера партии с целью обеспечения необходимых условий для повышения производительности труда нужно сопоставить полученную минимальную величину партии по каждой детали с размерами сменной выработки по основным операциям технологического процесса обработки данной детали.
Для обеспечения необходимых условий труда на каждом рабочем месте размер партии должен быть равен сменной выработке или больше её. По отдельным операциям, отличающимся наиболее высокой производительностью, размер партии может обеспечить непрерывную работу в течение полусмены.
Сменную выработку по наиболее производительной операции (в данном случае – это сверление на агрегатно-сверлильном станке) определяем по формуле (3.2):
Св = Тсм/Тшт, (3.2)
где Св – сменная выработка, шт;
Тсм – длительность смены ( в данном случае 420 минут);
Тшт – штучное время на обработку одной детали.
Для соблюдения строго партийного изготовления деталей при выполнении производственного задания необходимо, чтобы размер партии укладывался целое число раз в размер месячного задания по каждой детали или был кратен этой величине. В данном случае месячное задание составляет 1250 деталей каждого наименования. Размер партии по деталям 02-13, 07-32, 07-33 необходимо скорректировать, доведя до 1250 шт. (до месячного задания), по остальным деталям – до 625 шт. (до полумесячного задания).
Определение сроков запуска-выпуска партии деталей.
Периодичность запуска-выпуска деталей в обработку определяется как соотношение принятого размера партии в штуках к среднесуточной программе по данной детали в штуках. Для упрощения оперативного планирования и регулирования хода производства, а также создания условий для ритмичной работы производственного участка необходимо унифицировать полученные значения периодичности изготовления разных деталей. Размеры периодичности составляют 11 и 22 рабочих дней. Полученные значения периодичности запуска деталей в обработку и размеры партий заносим в таблицу 3.2.
Таблица 3.2
Нормативные размеры партий и периодичности обработки деталей.
| Деталь | № чертежа | Минимальный размер партий по ведущей операции | Смен. выраб в деталях по ведущей операции | Длит. обраб. партии на наиболее производит. операции, см. | Скоррект. размер партии с учётом мес. задания | Нормативная периодичность, дней |
| 1. Шкив | 02-13 | 833 | 350 | 2,38 | 1250 | 22 |
| 2. Вилка | 02-35 | 435 | 350 | 1,24 | 625 | 11 |
| 3. Вилка | 02-36 | 588 | 280 | 2,1 | 625 | 11 |
| 4. Рычаг | 02-40 | 400 | 323 | 1,24 | 625 | 11 |
| 5. Рукоятка | 03-15 | 444 | 323 | 1,37 | 625 | 11 |
| 6. Вилка | 07-29 | 455 | 280 | 1,625 | 625 | 11 |
| 7. Вилка | 07-30 | 455 | 280 | 1,625 | 625 | 11 |
| 8. Вилка | 07-32 | 833 | 420 | 1,983 | 1250 | 22 |
| 9. Рычаг | 07-33 | 769 | 350 | 2,197 | 1250 | 22 |
Далее приступаем к построению календарного графика работы производственного участка, регламентирующего сроки запуска и выпуска деталей. Для построения графика определяется продолжительность обработки каждой партии деталей на агрегатно-сверлильном станке по формуле 3.3:
То = (Тшт*П)/60 + Тпз/60, (3.3)
где То, Тшт, Тпз – соответственно длительность обработки, штучное и подготовительно-заключительное время, мин.;
П – скорректированный размер партии, шт.
Полученные данные в часах и рабочих днях заносим в таблицу 3.3.
Таблица 3.3
| Деталь | № чертежа | Партия, шт. | Топ, дней | ||||||||||||||||||||||
| 1. Шкив | 02-13 | 1250 | 1,594 | ||||||||||||||||||||||
| 2. Вилка | 02-35 | 625 | 1,529 | ||||||||||||||||||||||
| 3. Вилка | 02-36 | 625 | 1,138 | ||||||||||||||||||||||
| 4. Рычаг | 02-40 | 625 | 1,659 | ||||||||||||||||||||||
| 5. Рукоятка | 03-15 | 625 | 1,995 | ||||||||||||||||||||||
| 6. Вилка | 07-29 | 625 | 1,464 | ||||||||||||||||||||||
| 7. Вилка | 07-30 | 625 | 1,464 | ||||||||||||||||||||||
| 8. Вилка | 07-32 | 625 | 1,5938 | ||||||||||||||||||||||
| 9. Рычаг | 07-33 | 1250 | 1,724 |
Затем определяем длительность производственного цикла обработки детали на операциях после сверления по формуле 3.4:
Тц = 0,7*(П*Тшт сумм/60 + Тпз сумм/60 + 3,5*(Коп-1)), (3.4)
где Тц, Тшт сумм, Тпз сумм – соответственно длительность цикла, суммарное штучное время и суммарное подготовительно-заключительное время на операциях после сверления, ч.;
Коп – общее количество операций;
0,7 – коэффициент параллельности;
3,5 – время межоперационного пролёживания в часах.
Полученные данные в часах и рабочих днях заносим в таблицу 3.4.
Таблица 3.4
Длительность производственного цикла обработки партии деталей
| Деталь | № чертежа | Продолж. обработки деталей на агрегатно-сверлильном станке | Длительность ппроизводственного цикла на операциях после сверления | Общая длительность производственного цикла в днях | ||
| часов | Раб. дней | часов | Раб. дней | |||
| 1. Шкив | 02-13 | 25,5 | 1,594 | 64,575 | 4,036 | 5,63 |
| 2. Вилка | 02-35 | 24,458 | 1,529 | 76,708 | 4,794 | 6,323 |
| 3. Вилка | 02-36 | 18,208 | 1,138 | 72,683 | 4,543 | 5,681 |
| 4. Рычаг | 02-40 | 26,542 | 1,659 | 97,854 | 6,116 | 7,775 |
| 5. Рукоятка | 03-15 | 31,917 | 1,995 | 69,038 | 4,315 | 6,309 |
| 6. Вилка | 07-29 | 23,417 | 1,464 | 77,729 | 4,858 | 6,322 |
| 7. Вилка | 07-30 | 23,417 | 1,464 | 93,538 | 5,846 | 7,309 |
| 8. Вилка | 07-32 | 25,5 | 1,5938 | 103,308 | 6,457 | 8,050 |
| 9. Рычаг | 07-33 | 27,583 | 1,724 | 156,975 | 9,811 | 11,535 |
| Деталь | № чертежа | Партия, шт. | Тц, дней | ||||||||||||||||||||||
| 1. Шкив | 02-13 | 1250 | 5,63 | ||||||||||||||||||||||
| 2. Вилка | 02-35 | 625 | 6,323 | ||||||||||||||||||||||
| 3. Вилка | 02-36 | 625 | 5,681 | ||||||||||||||||||||||
| 4. Рычаг | 02-40 | 625 | 7,775 | ||||||||||||||||||||||
| 5. Рукоятка | 03-15 | 625 | 6,309 | ||||||||||||||||||||||
| 6. Вилка | 07-29 | 625 | 6,322 | ||||||||||||||||||||||
| 7. Вилка | 07-30 | 625 | 7,309 | ||||||||||||||||||||||
| 8. Вилка | 07-32 | 625 | 8,050 | ||||||||||||||||||||||
| 9. Рычаг | 07-33 | 1250 | 11,535 |
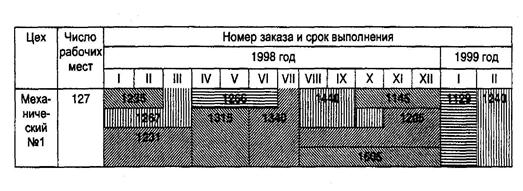
Рисунок 3.1 График запуска-выпуска партии деталей (вариант 1)
| Деталь | № чертежа | Партия, шт. | Тц, дней | ||||||||||||||||||||||
| 1. Шкив | 02-13 | 1250 | 5,63 | ||||||||||||||||||||||
| 2. Вилка | 02-35 | 625 | 6,323 | ||||||||||||||||||||||
| 3. Вилка | 02-36 | 625 | 5,681 | ||||||||||||||||||||||
| 4. Рычаг | 02-40 | 625 | 7,775 | ||||||||||||||||||||||
| 5. Рукоятка | 03-15 | 625 | 6,309 | ||||||||||||||||||||||
| 6. Вилка | 07-29 | 625 | 6,322 | ||||||||||||||||||||||
| 7. Вилка | 07-30 | 625 | 7,309 | ||||||||||||||||||||||
| 8. Вилка | 07-32 | 625 | 8,050 | ||||||||||||||||||||||
| 9. Рычаг | 07-33 | 1250 | 11,535 |
Рисунок 3.2 График запуска-выпуска партии деталей (вариант 2)
Нормативный переходящий задел на первое число определяется непосредственно из графика. Задел исчисляется в целых партиях. По условию механический цех работает партиями, а сборочный – непрерывно. В этом случае на межцеховом складе образуется переходящий задел, размер его измеряется количеством деталей, необходимых для работы в сборочном цехе до момента поступления на склад первой партии из подающего цеха (оборотный задел) плюс установленная величина страхового задела.
Величина страхового задела устанавливается по практическим заводским данным, в среднем, в размере, обеспечивающем 2-3-х дневную потребность сборки деталей. Примем в данном случае страховой задел, равным 3-х дневной потребности сборочного цеха. Результаты расчёта величины цикловых и складских заделов приведены по двум вариантам в соответствии с построенными графиками в таблицах 3.4, 3.5.
Таблица 3.4
Нормативный уровень переходящих и складских заделов на первое число месяца (вариант 1)
| Деталь | № чертежа | Цикловый задел | Страховой задел | Оборотный задел | Всего |
| Шкив | 02-13 | 1250 | 120 | 1080 | 1200 |
| Вилка | 02-35 | 625 | 120 | 313 | 433 |
| Вилка | 02-36 | 625 | 120 | 171 | 291 |
| Рычаг | 02-40 | 625 | 120 | 512 | 632 |
| Рукоятка | 03-15 | 625 | 120 | 398 | 518 |
| Вилка | 07-29 | 625 | 120 | 369 | 489 |
| Вилка | 07-30 | 625 | 120 | 313 | 433 |
| Вилка | 07-32 | 1250 | 120 | 1194 | 1314 |
| Рычаг | 07-33 | 1250 | 120 | 739 | 859 |
| Всего | 6169 |
Таблица 3.5
Нормативный уровень переходящих и складских заделов на первое число месяца (вариант 2)
| Деталь | № чертежа | Цикловый задел | Страховой задел | Оборотный задел | Всего |
| Шкив | 02-13 | 1250 | 120 | 1080 | 1200 |
| Вилка | 02-35 | 625 | 120 | 370 | 490 |
| Вилка | 02-36 | 625 | 120 | 256 | 376 |
| Рычаг | 02-40 | 625 | 120 | 569 | 689 |
| Рукоятка | 03-15 | 625 | 120 | 284 | 404 |
| Вилка | 07-29 | 625 | 120 | 341 | 461 |
| Вилка | 07-30 | 625 | 120 | 455 | 575 |
| Вилка | 07-32 | 1250 | 120 | 1023 | 1143 |
| Рычаг | 07-33 | 1250 | 120 | 682 | 802 |
| Всего | 6140 |
Поскольку уровень складского задела по второму варианту меньше, чем по первому, то наиболее оптимальным является второй вариант графиков.
Похожие работы
... ний между запланированным и фактическим состоянием работ, выработка и принятие планово-управленческих решений, обеспечивающих своевременное выполнение комплекса работ. 3. РАЗРАБОТКА УПРАВЛЕНЧЕСКОГО РЕШЕНИЯ В ОПЕРАТИВНОМ ПЛАНИРОВАНИИ ОСНОВНОГО ПРОИЗВОДСТВА ОАО “ЭЛЕКТРОАГРЕГАТ” 3.1. Применение матричной модели техпромфинплана для основного производства насоса “ ...
... их справедливыми, в какой мере соблюдается неотвратимость поощрения (наказания) и результатов работы, их тесная связь во времени. 2. Оперативное планирование в управлении производством 2.1 Сущность и виды оперативно-производственного планирования Оперативно-производственное планирование является составной частью внутризаводского планирования, его завершающей стадией и заключается в ...

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... отклонения к концу планово-отчетного периода недостаточно резервов, находящихся в распоряжении данного и нижестоящих руководителей. Оценка качества труда руководителя, специалиста по оперативному управлению производством должна быть учтена в действующих на предприятиях системах материального и морального стимулирования по результатам работы за планово-отчетные периоды. Для непосредственных ...
0 комментариев