Навигация
Биговальные каналы и их использование
12044
знака
0
таблиц
0
изображений
Чернецова Е.Н.
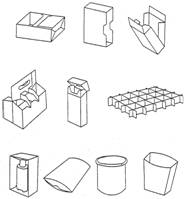
Мы хотим посвятить статью известному и востребованному продукту, который позволяет сделать качественный и функциональный биг (сгиб) на картоне при производстве упаковки – биговальным каналам. Цель данной статьи – напомнить об основных параметрах и критериях выбора каналов, рассмотреть возможные проблемы при их использовании и варианты их решения. Данный материал будет изложен на основании применения биговальных каналов компании «DAISO Co., LTD.», эксклюзивным представителем которой на территории СНГ и Ближнего зарубежья является компания «ПОЛИГРАФСПЕКТР».
Для чего используются биговальные каналы?
1. Чтобы обеспечить высокоточный биг на картоне или гофрокартоне, что гарантирует качество изготавливаемой упаковки.
2. Чтобы избежать проблемы, связанные с неточным бигованием, которые возникают при последующей работе на фальцевально-склеивающей машине. Качественная биговка позволяет выполнять задачи на фальцевально-склеивающей машине на максимальных скоростях и снижает ее износ.
3. Использование биговальных каналов сокращает время приладки оборудования, они не требуют высококвалифицированной ручной работы, т. к. каналы стандартизированы по глубине и ширине.
Биговальные каналы легки в использовании и могут применяться для любых моделей вырубных машин. Каналы DAISO сделаны из низкоплотного вулканизированного волокна - высокополимеризированной целлюлозы на хлопковой основе. Это экологически чистый материал, который не накапливает статическое напряжение, что в свою очередь не влечет за собой проблем в эксплуатации вырубных машин, например, затора бумаги. Этот материал не подвержен расслоению в отличии, например, от прессшпана.
Жёсткий край и твёрдая поверхность каналов DAISO позволяет выдержать тираж в 300 000 ударов для бумажной продукции без изменения крутящего момента при биговании. В зависимости качества бумаги тиражестойкость каналов может быть до 500 000-600 000 ударов.
Для сравнения, каналы других ведущих производителей, изготовленные из прессшпана выдерживают до 100 000 ударов, а каналы, изготовленные из пластика (ПВХ) выдерживают всего до 50 000 ударов.
I. Основные правила подбора биговальных каналов
1. Расчет глубины бигования
Глубина бигования определяется в зависимости от материала, следующим образом:
Глубина бигования (толщина биговального канала) = толщина материала (или толщина спрессованного гофрокартона)
2. Расчет ширины бигования для плотного картона
Ширина бигования для твёрдого картона определяется толщиной картона и толщиной биговальной линейки.
Ширина бигования = толщина картона x 2 + толщина биговальной линейки.
Например: для вырубки картона № 7 (из приведенной ниже таблицы) с толщиной биговальной линейки 0, 7 мм; 0, 45 x 2 + 0, 7 = 1, 6 ширина бигования = 1, 6.
3. Расчет ширины бигования для гофрокартона
Ширина бигования для гофрокартона определяется толщиной сжатого гофрокартона и толщиной биговальной линейки.
Ширина бигования = толщина сжатого гофрокартона x 2 + толщина биговальной линейки
При расчете толщины бигования очень важно знать, каков профиль сгибов, состав материала (направляющие по обеим сторонам, сам материал, особенно прочный материал), содержание влаги (существует большая разница между летним и зимнем временем) и т.д.
Если взять картон типа B/F при C5xC5, у которого толщина сжатого материала 0, 8 мм, высота биговальной линейки должна быть 23, 0мм (=23, 8 – 0, 8). Однако, в случае типа A/F при том же С5хС5, картон в два раза толще, чем при B/F, поэтому использование биговальной линейки такой же высоты может привести к большему давлению на нижнюю направляющую, чем при B/F, таким образом, это может привести к пробою нижней направляющей.
По нашему опыту лучше всего брать ширину бигования для картона A/F на 0, 2мм-0, 3мм толще, чем для B/F.
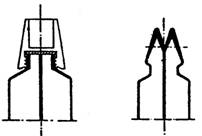
4. Каналы со смещённым центром
Каналы со смещенным центром используются при биговании двумя, близко расположенными друг к другу биговальными линейками. Внутренние направляющие для плотного картона удалять не следует.
В случае двойного бигования гофрокартона или плотного картона, при последующем этапе на фальцевально-склеивающей машине, направляющие внутри канала обычно удаляются.
II. Важные условия при использовании биговальных каналов
1. Процесс приклеивания и контроль зазоров
Перед приклеиванием биговальных каналов, необходимо убедиться, что основа очищена от мусора, пыли, масла и пр., чтобы предотвратить появление зазоров и отклеивание. Для этого мы рекомендуем использовать жидкость для очистки контрплит С608 компании ECS. Она легко очищает и обезжиривает поверхность контрплит.
Другие причины, которые могут повлечь зазоры и отклеивание:
Лента, которая защищает липкий слой биговальных каналов, была удалена раньше, чем начато фактическое использование каналов. Адгезивные свойства ухудшаются, если липкая поверхность загрязнена.
Биговальные каналы хранились в условиях высокой температуры и влажности.
Бумажные обрезки попали между биговальным каналом и стальной основой.
Биговальные каналы выбраны неподходящей формы или размера (слишком маленькие/большие, и т.д.).
В случае появления зазоров или отклеивания во время вырубного процесса рекомендуется зафиксировать каналы при помощи специального клея SUPER-G (растворимый клей) по периметру канала. Если остатки клея попадают на матрицу, то от них можно избавиться.
Похожие работы





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...
... деталь – шарф. Его лапы одеты в полосатые чулки. Вот таким образом можно с одной конструкцией создать разные образы и целую композицию. Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков 4.1 Общая схема для разработки технологии Схема 1 Исходя из этой схемы необходимо выбрать печатную и ...


... полиграфии. Таким образом, на сегодняшний день не существует единой, признаваемой всеми специалистами, полностью отвечающей требованиям практики научной классификации технических средств управления. Параллельно существуют системы классификации программных продуктов, в основе которых лежат различные принципы систематизации, имеющие серьезные терминологические расхождения. Программное ...
... условиям поддержания нормальной работоспособности оборудования; - инструктивные и нормативно-методические материалы по организации работы управленческого и технического персонала в рамках конкретной информационной технологии обеспечения управленческой деятельности. 7. Автоматизированное рабочее место (АРМ) менеджера В последнее время значительно выросло использование средств вычислительной ...
0 комментариев