Навигация
Устройство и работа компрессорной установки
54161
знак
2
таблицы
4
изображения
1. Устройство и работа компрессорной установки
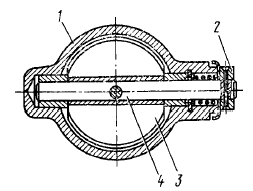
Компрессорная установка состоит из компрессора, холодильников, воздухопровода, систем охлаждения и автоматики. Компрессор представляет собой поршневую крейцкопфную машину с прямоугольным или оппозитным расположением цилиндров. Поршни цилиндров двойного действия - закрытого типа. Они представляют собой полые чугунные отливки или тонкостенные стальные сварные конструкции. В литых поршнях для удаления формовочной земли в днище предусмотрены отверстия, которые глушатся коническими пробками, завернутыми на сурике и законтренными при помощи ввертышей.
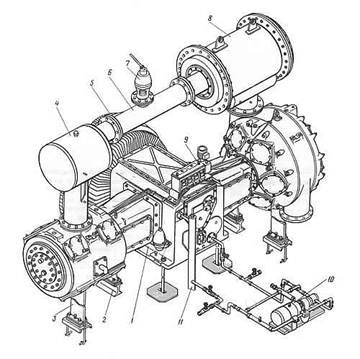
Рис. 1 Общий вид компрессора 2ВМ10-63/9
2. Различные виды неисправностей компрессора
Различные виды неисправностей.
Заключения исследований причин аварий компрессоров следующие:
1. 20% компрессоров, представленные неисправными, находятся в хорошем состоянии и работают правильно.
2. Электропроблемы в целом составляют 20% от всех видов дефектов.
3. Неисправность компрессоров при недостатке масла ( т.е. уровень масла составляет 50% ниже стандартного) составляют 6% от всех неисправностей.
4. Заклинивание компрессора (механический дефект) составляет около 20% от всех дефектов.
5. Внутренняя утечка (клапанный элемент или прокладка повреждены, нагнетательный трубопровод, и т.д.) составляет около 8% от всех дефектов.
6. Компрессоры, представленные с воздушным всасыванием (т.е. утечка на линии всасывания) составляют около 5% от всех неисправностей.
Баланс подведен под многочисленными неисправностями, такими как "шум", повреждения при переносе или транспортировке, и т.д. При изучении дефекты можно разделить на следующие подгруппы:
20% нет дефектов
29% электрические дефекты
6% отсутствие масла
20% заклинивание компрессора
5% проблемы на всасывании
8% внутренние утечки
12% многочисленные дефекты.
Выше представленные цифры приведены в среднем значении и могут отличаться от ряда компрессоров, моделей, областей применения.
2.1 Причины заклинивания компрессора
Этот дефект (заклинивание) составляет около 20% от всех неисправностей. В основном такой дефект проявляется у однофазных компрессоров, что составляет около 40% для некоторых типов.
Основные причины:
· миграция жидкого хладагента в корпусе компрессора
· отсутствие масла при специальных условиях работы
· вспенивание
· затопление жидким хладагентом
· загрязнение системы
1) Миграция жидкого хладагента. Это наиболее частая причина либо для заклинивания, либо для механического износа. Во время стоянки компрессор находится в холодном состоянии. Масло для смазки смешано с определенным количеством хладагента в соответствии температуре и давлению, как хладагента так и масла, так что уровень масла повышается. За пределами насыщения масла хладагентом жидкий хладагент будет располагаться на дне корпуса из-за высокой плотности в сравнении со смесью хладагента и масла. При старте компрессора масляный насос будет качать не только масло, но и жидкий хладагент или смесь масло/хладагент, что будет являться не очень хорошей смазкой, и соответственно приведет либо к заклиниваю, либо к износу механических частей. В таких случаях можно определить уровень хладагента. При заклинивании компрессора катушки двигателя заклиниваются из-за жидкости, так что защита от перегрузки не может отключиться. В результате - карбонизация масла на поверхности, оставляющая отметки на корпусе или на поверхности, оставляющая отметки на корпусе или на механических частях.
Далее приводятся несколько рекомендаций, чтобы избежать эти проблемы: убедитесь, что возвращаемый газ перегревается, исключая возможность ненормального охлаждения при любых условиях, или установление сборника на всасывающей линии используйте нагреватель картера, чтобы обеспечить более теплое состояние компрессора по сравнению с другими частями системы

Рис. 2 Шатуны компрессора, сломанные в результате наличия значительного объема жидкого холодильного агента.
2) Отсутствие масла. Этот вид дефекта можно рассматривать у компрессоров с зарядкой маслом менее 50%. Из исследований множества компрессоров обнаружено, что масло можно осушить из компрессора (особенно с короткими трубопроводами) путем выпенивания за короткий период времени. Тем не менее этого времени будет достаточно, чтобы испортить компрессор до возврата масла назад.
Этот феномен можно объяснить тем, что исследуемые компрессоры имеют уровень масла более 50%, но менее чем первоначальная зарядка, что и создает проблему.

Рис 3. Последствия недостатка смазки на коленвале : износ и повреждения поверхностей
3) Вспенивание. Вспенивание было уже описано, что означает недостаток для смазки компрессора. Помимо этого смесь масло/хладагент - плохое смазывающее вещество, поэтому при исследовании компрессоров обнаруживается механический износ и иногда износ поршней.
Примечание: Вспенивание обычно обнаруживается при очень низком уровне шума работы компрессора.
Вспенивание обеспечивает звуковую защиту внутри и вокруг компрессора.
4) Затопление жидким хладагентом. При первом исследовании, очень сложно осознать взаимосвязь между заклиниванием компрессора и обратным затоплением жидким хладагентом. Жидкостное затопление - результат попытки сжать жидкость в цилиндре, когда поршень находится в конце процесса сжатия: это может случиться в обоих случаях - при избытке масла (состояния вспенивания) или жидкого хладагента.

Рис. 4 Поломка поршня вследствие возврата жидкости в компрессор.
Последствия следующие:
· поломан стержень всасывающего клапана
· испорчена прокладка
· заклинивание из-за плохой смазки (испорченное масло)
· сочетание повреждений
Примечание: Жидкий поток может так же присутствовать на стороне нагнетания (высокое давление ), как результат миграции жидкости на сторону высокого давления компрессора, вплоть до стержня клапана нагнетания. Поток жидкого хладагента приведет к немедленному увеличению нагрузки на подшипники компрессора, головку поршня, и т.д., так что смазка маслом нарушается. У высокопроизводительных компрессоров (3 фазный двигатель), соединительный стержень может сломаться из-за огромной нагрузки.
Второе обстоятельство: малые части поломанного вентиля могут попасть в систему (компрессор), и будут участвовать во всех дальнейших поломках, или в заклинивании компрессора.
5) Загрязнение. В случае попадания поломанных маленьких частиц в движущиеся составляющие, мгновенным результатом будет, либо заклинивание либо значительный износ составляющих компрессора. Рекомендуем убеждаться в чистоте любых составляющих, которые будут монтироваться на систему, особое внимание - подготовке труб.
Выдержка из "Инструкции по эксплуатации поршневого компрессора". Типичные повреждения и неисправности и указания по их устранению
| Признаки | Причины | Способ устранения |
| Другие ненатуральные шумы компрессора | а) сильный перегрев, вызывающий заклинивание поршня | а) снять и очистить поршень и зеркало цилиндра, проверить качество используемого масла |
Повышенное давление на выходе или на входе может привести к созданию нагрузок на вкладыши, превышающие максимально допустимые показатели, а это, в свою очередь, может повлечь за собой выход из строя не только вкладышей, но и шатунов и коленвала.
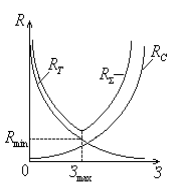
При высоких показателях соотношения давлении в поршневых компрессорах первым объектом перегрузки становится палец, соединяющий шатун с поршнем, подверженным прогрессивному износу. Если соотношение давлений увеличивается еще больше, то давление остаточного газа, скапливающегося в мертвой зоне цилиндра, увеличивается и толкает поршень вниз на большей части его спуска. Таким образом, не только затрудняется поступление смеси в цилиндр, но и поддерживается практически постоянное давление на палеи поршня, препятствуя попаданию на него смазки и подвергая металл перегрузкам (рисунок 5). В этих условиях отверстие шатуна может принять овальную форму (рисунок 6), приводя к его ускоренному износу, а также вызывая износ пальца.
Некоторые модели компрессоров разрабатываются и изготавливаются с использованием шатунов и пальцев повышенной прочности для того, чтобы выдерживать высокое соотношение давлений. Как бы то ни было, в средне- и долгосрочном плане единственным способом предотвращения выхода из строя пальца является поддержание режима работы компрессора в предусмотренных пределах. Таким образом, конструкция компрессора, условия и продолжительность его эксплуатации являются основными факторами, определяющими способность компрессора переносить повышенное соотношение давлений.

Рис. 5 Влияние высоко соотношения давления на работу поршневого компрессора.

Рис. 6 Овализация отверстия шатуна, вызванная перегрузками.
3. Современные методы диагностики компрессорного оборудования
В данном реферате рассмотрены и проанализированы основные методы технического диагностирования компрессорного оборудования, которые нашли широкое применение в современной промышленности. Эти методы могут быть применены как для диагностики причин аварий компрессоров, так и для анализа состояния узлов агрегата после ремонта.
Лидирующее положение в России в области технического диагностирования энергомеханического оборудования занимают АООТ "ВНИИнефтемаш", ОАО "ВНИКТИнефтехимоборудование", ОАО "Газпром", ОАО "ГИАП", ИМАШ РАН, ОАО "ЛенНИИхиммаш", МГТУ им. Н.Э. Баумана, ЗАО "НИИтурбокомпрессор им. В.Б. Шнеппа", ОАО "НИИхиммаш", РГУНГ им. И.М. Губкина, ДАО ЦКБН и другие организации.
В практике диагностирования компрессорного оборудования известны и получили распространение различные методы определения их технического состояния.
Органолептические методы используются для предварительной оценки технического состояния машины. В неисправной машине появляются дополнительные шумы, стуки, повышение температуры, по которым судят о характере дефекта. Визуальный осмотр труднодоступных зон промышленных установок, который является одним из видов метода, проводится с помощью эндоскопов. Они выпускаются фирмами: ДАО "Оргэнергогаз" ИТЦ "Оргтехдиагностика" (Россия), МНПО "Спектр" (Россия), IT Concepts/Интек (Россия), OLYMPUS (США), EVEREST VIT (США), Helling GmbH (Германия) и другими. Эндоскопы имеют различные конструкции: гибкие и жесткие, волоконно-оптические и линзовые, и подразделяются, в свою очередь, на фиброскопы, бороскопы, видеоэндоскопы. Для освещения контролируемого участка в них устанавливается источник света, а встроенная видеокамера позволяет отображать информацию на экран монитора. Визуальный контроль может быть дополнен стробоскопическими методами
Иногда применяются технические стетоскопы (функционирующие в звуковом диапазоне частот), которые позволяют локализовать дефектный узел машины с повышенными стуками и шумами.
Для количественной оценки технического состояния машины необходимо применение инструментальных методов диагностирования. В настоящее время определен комплекс параметров, которые характеризуют техническое состояние основных узлов и систем компрессорного оборудования.
Параметрическая диагностика (по термогазодинамическим параметрам) широко применяется при контроле состояния проточной части центробежных машин, цилиндро-поршневой группы и клапанов поршневых машин, негерметичность уплотнений и тому подобное. В качестве диагностических признаков используются параметры давления и температуры газа ступеней компрессора, его производительность, температура охлаждающей воды в холодильниках, рубашках цилиндров, ее расход, ток, потребляемый электродвигателем из сети и тому подобное . Результаты этих измерений представляются на регистрирующих устройствах центрального пульта управления цеха или на ЭВМ. В дополнение к этим параметрам могут измеряться температура подшипников, давление масла, уровень вибрации.
Эффективным методом диагностирования состояния трущихся деталей является анализ продуктов износа в смазочном масле (трибодиагностика). Одним из отечественных основоположников этого метода являются ученые РГУНГ им. И.М. Губкина. Среди всего многообразия способов определения концентрации продуктов изнашивания в отработанном масле наибольшее распространение получили спектральные методы, характеризующиеся высокой точностью и чувствительностью. Посредством анализа проб масла определяют концентрацию в нем того или иного составляющего элемента материала трибосопряжения, по величине которой оценивают осредненный износ соответствующей детали. Недостатком метода является определение суммарного износа деталей, изготовленных из одних и тех же конструкционных материалов. Следует отметить, что широкого распространения в промышленности трибодиагностика пока еще не получила.
Для контроля деградационных процессов деталей машин и элементов конструкций оборудования нашел распространение метод поверхностной активации (МПА), разработанный в МГТУ им. Н.Э. Баумана, ГНЦ РФ Физико-энергетического института (г. Обнинск) и других научно-исследовательских институтах. Он основан на измерении интенсивности излучения радионуклидной метки, установленной на контролируемом участке поверхности объекта. В результате уноса радиоактивного вещества смазочным маслом в машине или транспортируемой средой в трубопроводе, ее излучение уменьшается. По градуировочным кривым это изменение переводят в величину износа. Этот метод применяется при определении износа цилиндров, подшипников двигателей, компрессоров, коррозии трубопроводов и другого оборудования газовой и нефтехимической промышленности.
Практический опыт показал, что для контроля технического состояния узлов машинного оборудования и трубопроводов нагнетателей вибрационный метод является одним из наиболее информативных. Он основан на использовании информации, содержащейся в колебательных процессах. При этом любой дефект какого-либо узла, который подвергается механическому воздействию со стороны движущихся частей или потока пульсирующего газа, характеризуется индивидуальным "вибрационным портретом".
Однако развитие того или иного дефекта в узле машины приводит не столько к увеличению суммарного значения вибрации, сколько к возрастанию амплитуды отдельных гармоник, даже незначительного относительно общего уровня, и поэтому организация контроля поведения отдельных частотных составляющих позволяет распознавать различные неисправности и следить за ходом их развития. Технически это реализуется при разложении вибросигнала в спектр с помощью преобразования Фурье.
Статистическое накопление и анализ корреляционно-спектральных характеристик вибросигнала, проведенные применительно к оппозитным компрессорам, позволили установить их взаимосвязи с износом в узлах механизма движения.
Существенную помощь при диагностировании и хорошим дополнением к экспериментальным методам оценки технического состояния машинного оборудования может служить компьютерное моделирование динамики и изнашивания узлов, позволяющее связать воедино изменение функциональных и динамических параметров машины с износом отдельных ее элементов и прогнозировать эти процессы на время будущей эксплуатации.
Неисправный узел, работа которого сопровождается ударом, эффективней диагностировать с помощью анализа амплитуды огибающей вибросигнала. Этот метод базируется на том, что периодическая последовательность ударных импульсов, возбуждающая в той или иной степени весь спектр собственных частот механизма, наилучшим образом - без помех, вызванных рабочим процессом,- проявляется в высокочастотной области в виде амплитудной модуляции вибрационного процесса.
Полосовая фильтрация высокочастотного сигнала с последующим преобразованием Гильберта (либо детектированием) и спектральным анализом амплитудной огибающей позволяет по частоте следования удара локализовать дефектный узел. Наибольшее применение этот метод нашел при контроле состояния подшипников качения и зубчатых передач. Его использование перспективно и для выявления некоторых дефектов поршневых компрессоров.
4. Ремонт оборудования компрессорных установок 4.1 Организация ремонтных работ
Для предприятий, эксплуатирующих компрессорное оборудование, характерны следующие основные методы проведения ремонта:
обезличенный метод;
метод ремонта специализированной организацией;
метод ремонта заводом-изготовителем.
При решении вопроса о целесообразности ремонта следует также учитывать, что основными показателями, определяющими эффективность ремонта, являются не только его стоимость, которая характеризуется уровнем затрат на ремонт оборудования по сравнению со стоимостью нового, но и качество, которое характеризуется соотношением эксплутационных показателей отремонтированной и новой машин. Чем выше качество ремонта, тем ниже уровень и темпы наращивания эксплутационных затрат после него.
Основной причиной дефектов, возникающих в процессе эксплуатации, является потеря работоспособности составных частей компрессора при превышении предельного износа. При длительной работе любой машины даже при нормальных условиях эксплуатации и соблюдении правил технического обслуживания ее составные части изнашиваются. Изнашивание сопряженных деталей является причиной 85% отказов компрессорного оборудования. Свыше 70% затрат на ремонт поршневых компрессоров связано с износом поршней и цилиндров.
4.2 Разборка компрессораПри остановке компрессора на техосмотр или ремонт подвергать компрессор разборке необходимо только после внимательного ознакомления с конструкцией машины по чертежам и изучения инструкции по эксплуатации.
Перед полной разборкой узлов компрессора необходимо:
а) обесточить электрооборудование;
б) убедиться, что в системе нет давления, открыв вентили разгрузки и продувки компрессора;
в) закрыть вентиль подвода охлаждающей воды и слить воду из компрессора и холодильников, отвернув сливные пробки.
При частичной разборке или замене ряда вышедших из строя деталей пункт в) выполнять по мере необходимости.
Порядок разборки компрессора и его оборонных единиц легко может быть установлен по чертежам.
Порядок разборки.
1. Отсоединить трубы воздухопровода и водопровода от цилиндров.
2. Отсоединить от обратных масляных клапанов, установленных на цилиндре трубки смазки, освободив их из-под скоб крепления.
3. Отсоединить трубки подвода смазки к сальникам цилиндров.
4. Вынуть из цилиндров клапаны по одному на каждую полость сжатия. При замене клапанов следует помнить, что порядок снятия клапанов следующий:
а) ослабить нажимной болт (провернув на 2—3 оборота), предварительно отвернув крепящую его контргайку;
б) отвернуть гайки, крепящие клапанную крышку и снять крышку,
в) снять нажимной стакан. На горизонтальных цилиндрах в нижних клапанных гнездах нажимной стакан закрепляется стопором. Чтобы снять нажимной стакан, необходимо повернуть стопор;
г) снять клапан.
5. Произвести замер линейного мертвого пространства, для чего:
а) через клапанное окно, ввести в полость цилиндра на глубину 20...30 мм свинцовую пластину;
б) провернуть коленчатый вал на один оборот, вставив рукоятку в торец вала (со стороны эл. двигателя);
в) вынуть свинцовую пластину и замерить штангенциркулем толщину оттиска с точностью до десятых долей мм, величины записать.
6. Снять крышки цилиндров, для чего:
а) снять гайки, крепящие крышку к цилиндру;
б) через клапанное окно вложить между поршнем и крышкой деревянный брусок;
в) провернув коленчатый вал поршнем оторвать крышку от цилиндра;
г) снять крышку.
Демонтаж поршня.
а) перекусить кусачками вязальную проволоку стопорного болта, расположенного на крейцкопфе.
б) ослабить стопорный болт закладной гайки;
в) отвернуть контргайку штока поршня;
г) освободить поршень от крейцкопфа, вращая поршень ключом;
д) вынуть поршень из цилиндра, предохраняя его от перекосов.
Демонтаж сальников.
а) отвернуть гайки крепления сальника;
б) ввернуть в крышку сальника два отжимных болта и завинчивая их, вынуть сальник из гнезда.
Демонтаж цилиндров.
а) застропить цилиндр;
б) отвернуть гайки крепления цилиндра к раме и снять цилиндр.
Демонтаж узла крейцкопфа в сборе с шатуном.
а) снять крышку шатуна;
б) вынуть крейцкопф с шатуном из рамы.
Демонтаж блока смазки
а) слить масло из лубрикатора и блока смазки в поддон, вывернув сливные пробки;
б) отвернуть накидные гайки к трубкам смазки, гайки крепления лубриктора к раме, застропить и снять лубрикатор;
в) отсоединить патрубки от блока смазки;
г) снять блок смазки.
4.3 Очистка и мойка деталейПеред тем как приступить к дефектации деталей, в передовых ремонтных цехах (мастерских) применяют многостадийную мойку, т. е., вначале промывают неразобранные, частично разобранные сборочные единицы, а после этого отдельные детали. Перед мойкой все детали должны быть тщательно очищены от грязи, масла, нагара. Это необходимо сделать, чтобы замерить износы и обнаружить дефекты. Более эффективными моющими средствами являются синтетические моющие средства (CMC) типа Лабомид и МС на основе поверхностно-активных веществ и щелочных добавок.
Моющие средства типа МЛ-51, Лабомид-101 и Лабомид-102 (кальцинированная сода, триполифосфат натрия, жидкое стекло.
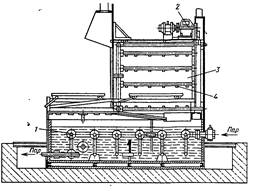
Рис. 7. Стационарная моечная ванна :
1 - трубопровод; 2 - специальный механизм; 3 - камера промывки; 4 - сопла.
4.4 Дефектация деталей
Для обеспечения безаварийной, безопасной работы оборудования компрессорной установки после разборки компрессора производят дефектацию узлов и отдельных деталей трубопроводов, определяют их состояние. При поузловой дефектации выявляют отклонения деталей узлов от заданного взаимного положения. При подетальной дефектации определяют возможность повторного использования деталей и характер требуемого ремонта. Производят сортировку деталей на следующие группы: детали, имеющие износ в пределах допуска и годные для повторного использования без ремонта; детали, имеющие износ выше допуска и непригодные к ремонту.
Состояние деталей определяют внешним осмотром, обмером, а также с помощью методов, позволяющих обнаружить скрытые дефекты (магнитная и ультразвуковая дефектоскопия и рентгеноскопия). Внешний осмотр деталей дает возможность выявить видимые пороки детален: наружные трещины, изгибы, задиры, выкрашивание или износ антифрикционного слоя, срыв резьбы, коррозию и т. д. Осмотр заканчивают обмером деталей с помощью измерительного инструмента. Отклонения геометрической формы цилиндрических деталей проявляются в нецилиндричности или некруглости (овальность, огранка), а также в отклонении профиля продольного сечения (конусообразность, бочкообразность).
Овальность и конусообразность характерны для вращающихся деталей компрессоров — шеек валов и коленчатых валов, головок шатуна, поршней и поршневых колец.
Мелкие трещины деталей выявляют с использованием проникающих веществ. Этот метод заключается в следующем: на поверхность детали, очищенной ацетоном или бензином, наносят кистью или пульверизатором 3—4 слоя проникающего раствора, подкрашенного анилиновым красителем (15 г красителя "Судан Ш" на 1 л раствора). Мелкие детали погружают в красящий раствор, который под действием капиллярных сил проникает в дефектное место детали. Затем деталь промывают 5%-ным раствором кальцинированной соды и вытирают насухо. На очищенную поверхность детали кистью или пульверизатором наносят тонкий слой белого абсорбирующего покрытия, имеющего следующий состав: 0,6 л воды, 0,4 л этилового спирта, 300—350 г каолина или мела. Затем жидкость, выделяющаяся из пор дефектов, окрашивает абсорбирующее покрытие в красный цвет в зоне дефекта. Этот метод дефектации деталей дает возможность обнаружить поверхностные дефекты размером до 0,01 мм, однако глубину трещин методом цветной дефектоскопии определить нельзя. Состояние деталей проверяют невооруженным глазом или с помощью лупы 5—7-кратного увеличения. Цветную дефектоскопию применяют для проверки состояния деталей, изготовленных из углеродистых, а также коррозионно-стойких сталей, у которых образование мелких трещин от коррозионного растрескивания происходит около сварных швов.
Кроме цветной дефектоскопии, для определения состояния деталей применяют люминесцентную дефектоскопию, используя люминесцентный дефектоскоп или кварцевые приборы типа ЛЮМ-1, ЛЮМ-2. С помощью этих приборов облучают проверяемые детали ультрафиолетовым излучением. Под действием УФ-лучей выявляются поверхностные дефекты деталей глубиной не менее 0,02 мм. Необходимо соблюдать следующую последовательность операций: очистка поверхности детали; нанесение на поверхность детали люминесцентного состава; осмотр детали при ультрафиолетовом излучении.
Рекомендуется применять следующий люминесцентный состав: 55—75 % керосина; 15—20 % вазелинового масла; 10— 20 % бензина или бензола; 2—3 г/л эмульгатора ОП-7; 0,2 г/л дефектоля зелено-золотистого. Этот способ дефектоскопии позволяет обнаружить поверхностные дефекты деталей, изготовленных из магнитных и немагнитных материалов.
Проверку деталей с применением магнитной и ультразвуковой дефектоскопии, а также рентгеноскопии используют в тех случаях, когда при внешнем осмотре деталей возникают подозрения о наличии скрытого порока или когда проверка предусмотрена правилами ремонта, в частности при дефектации аппаратов, подлежащих проверке по правилам Госгортехнадзора.
Магнитная порошковая дефектоскопия основана на резком изменении параметроз магнитного поля рассеяния в зоне дефекта. В качестве индикатора используют ферромагнитные частицы. Силовые линии в намагниченной детали огибают дефект как препятствие, имеющее малую магнитную проницаемость. Для выявления, дефекта детали необходимо перпендикулярное расположение дефекта в направлении магнитного поля. Деталь необходимо проверять в двух взаимно перпендикулярных направлениях. Магнитный порошок, применяемый при дефектации, приготовляют из сухого мелкоразмолотого железного сурика или из чистой железной окалины, которая измельчается в шаровой мельнице и просеивается. Мельчайшие частицы железного порошка, нанесенные на деталь пылевидным слоем (сухой метод) либо в виде водной или масляной суспензии (мокрый метод), концентрируются над трещиной и этим ее обнаруживают. Для получения 1 л водяной суспензии разводят 15—20 г олеинового, ядрового или хозяйственного мыла в небольшом количестве теплой воды, затем добавляют 50—60 г магнитного порошка и полученную смесь тщательно растирают в ступе. После этого доливают горячую воду до 1 л. Для проведения контроля применяют специальные магнитные дефектоскопы.
Наибольшее применение в ремонтной практике получили ультразвуковые дефектоскопы, которые позволяют определять. дефекты сварных швов любого вида (стыковых, нахлесточных, угловых, тавровых) благодаря использованию прямого, отраженного или двукратно отраженного луча; выявлять внутренние дефекты (раковины, расслоения); измерять толщину стенок аппаратов и трубопроводов при одностороннем доступе к ним. Для контроля толщины стенок аппаратов, находящихся в рабочем состоянии, осуществляют настройку дефектоскопа по образцу с параллельными поверхностями из аналогичного металла той же толщины. Ультразвуковые дефектоскопы позволяют определять размеры дефекта и глубину его залегания.
Принцип действия ультразвукового дефектоскопа основан на отражении ультразвукового импульса от границы раздела сред. Контролируемая поверхность должна быть чисто обработана и покрыта пластичным смазочным материалом (автол, тавот и др.) для создания акустического контакта.. Ультразвуковые колебания передаются от искательной головки изделию через слой смазочного материала. Ультразвуковые дефектоскопы имеют малые габаритные размеры и малую массу. Однако они неприменимы для контроля коррозионно-стойких сталей вследствие того, что крупнозернистая структура коррозионно-стойких и легированных сталей создает помехи, из-за которых трудно определить отражение импульса от дефекта. Для контроля коррозионно-стойких сталей применяют цветную дефектоскопию, рентгено- и гамма-дефектоскопию.
При проверке аппаратов (воздухосборников, холодильников, масловлагоотделителей и др.). работающих под давлением, необходима проверка всех сварных швов.
4.5 Ремонт основных узлов и деталейОсновными узлами поршневого воздушного компрессора являются: станина (рама), коленчатый вал, шатуны, шатунные болты, крейцкопф, шток, поршень, поршневые кольца, клапаны, цилиндр.
Ремонт коленчатого вала и коренных подшипников.
Причинами поломки коленчатого вала являются неправильный монтаж, пороки металла, некачественное изготовление вала (наличие концентраторов напряжений в местах перехода, галтелях и смазочных отверстиях), несвоевременный и некачественный ремонт, недостаточное смазывание, обрыв шатунных болтов и штоков и т. д.
В результате длительной работы шейки коленчатого вала становятся овальными (конусообразными, бочкообразными), их рабочие поверхности покрываются рисками и задирами, вал прогибается, происходит смятие шпоночных пазов, повреждение резьбы и т. п.
Перед ремонтом коленчатого вала производят проверку состояния щек, шеек, галтелей с целью обнаружения задиров и забоин; биение шеек,, овальность и конусообразность; наличие поверхностных и внутренних трещин вала; положение оси вала по расхождению шеек. Проверка состояния коленчатого вала начинается с проверки с помощью щупа зазоров в соединении вала с коренными подшипниками и в соединении шатунных шеек с шатуном, а также проверки положения оси вала по расхождению щек. Эти виды контроля могут характеризовать взаимный износ сопрягаемых поверхностей коленчатого вала, коренных подшипников, шатуна.
Если у коленчатого вала овальность и конусообразность шеек больше допускаемых, биение шеек превышает допустимые значения, глубина задиров на шейках более 0,1 мм, высота образовавшихся на шейках кольцевых выступов и впадин более 0,15 мм, имеются трещины и изломы на шейках, то такой коленчатый вал подлежит ремонту.
Задиры и забоины, обнаруженные на шейках и галтелях коленчатого вала, устраняются шлифованием или проточкой с последующим шлифованием.
Трещины, обнаруженные при дефектации коленчатого вала, устраняются сваркой, а прогиб вала — правкой механическим, термическим или термомеханическим способами.
При осмотре коренных подшипников проверяют расхождение шеек коленчатого вала в двух положениях, зазор у верхнего вкладыша" для вертикальных компрессоров и у боковых вкладышей для горизонтальных компрессоров, состояние баббитовой заливки подшипников и прилегание поверхностей вкладышей к шейкам вала и к корпусам подшипников.
Боковые зазоры проверяют щупом, а верхние — оттиском свинцовой проволоки диаметром 1—1,5 мм, которую закладывают под верхний вкладыш. После этого устанавливают и натягивают верхнюю крышку подшипника, затем подшипник разбирают и толщину свинцовой проволоки измеряют с помощью штангенциркуля или микрометра.
Основной вид изнашивания подшипников скольжения — изменение размеров и формы антифрикционной заливки. При небольшом увеличении зазора между заливкой и валом возможно уменьшение этого зазора при снятии прокладок между половинками вкладышей.
Основным методом ремонта подшипников является перезаливка антифрикционного сплава с последующей расточкой, шабрением и пригонкой по шейке коленчатого вала. Заливку производят вручную или центробежным способом. Качество заливки должно быть такое, чтобы вкладыш при обстукивании молотком издавал чистый звук.
Ремонт шатунов.
Из-за некачественного ремонта, длительной эксплуатации компрессоров, неудовлетворительного технического обслуживания шатуны преждевременно выходят из строя. Происходит прогиб, скручивание стержня шатуна, появляются трещины, выработка вкладышей головки шатуна, втулки крейцкопфной головки шатуна. Прогиб шатуна устраняют правкой в холодном состоянии либо с подогревом. Параллельность осей отверстий кривошипной и крейцкопфной головки шатуна проверяют после установки в отверстие оправок и выверки параллельности оправок на специальном приспособлении.
Непараллельность свидетельствует о скрученности шатуна. Скрученные шатуны подлежат замене. Вкладыши головок шатуна при значительной выработке заменяют. Кривошипная головка шатуна имеет разъем, и незначительная выработка вкладышей может компенсироваться уменьшением толщины прокладок в разъеме. При значительной выработке вкладыши заменяют. При аналогичных условиях подлежит замене и втулке крейцкопфной головки шатуна. Шатунные болты при наличии трещин, сорванной резьбы, а также при вытяжке не ремонтируются, а заменяются новыми.
Ремонт поршней.
В результате длительной эксплуатации компрессора уменьшается наружный диаметр поршней, увеличиваются ширина канавок под поршневые кольца и диаметр отверстия под поршневой палец. Основная причина преждевременного износа поршней — это перекос механизма движения. Чтобы не допустить этого, необходимо следить за зазорами, определяющими центровку поршня, и своевременно устранять даже небольшие перекосы. При увеличении зазора между поршнем и цилиндром сверх допустимого поршень подлежит замене новым поршнем, изготовленным по рабочему диаметру цилиндра. Допустимый зазор между поршнем и цилиндром зависит от диаметра цилиндра:
Диаметр цилиндра, мм . . . До 150 150—300 300—600 600—800 Зазор, мм......... 0,5 1—2 2,5 3
Чтобы определить износ наружной цилиндрической поверхности поршня, его измеряют по трем поясам микрометрической скобой с точностью до 0,01 мм.
В процессе работы поршня значительно изнашиваются по торцу канавки поршневых колец, особенно первая поршневая канавка из-за ухудшения смазывания в конце хода поршня и значительных усилий, воспринимаемых и передаваемых первым поршневым кольцом. Износ определяют измерением высоты канавок проходным или непроходным калибром или штангенциркулем с ценой деления 0,05. Торцовое биение канавок недолжно превышать 0,05 мм. Восстановить поршневые канавки поршня можно не более одного раза протачиванием их на токарно-винторезном станке под ремонтный размер поршневых колец.
Если размер канавок по высоте превышает на 20 % номинальный, то такой поршень подлежит выбраковке и замене новым.
При повышенных зазорах в сопряжении поршень — палец следует развернуть отверстие под палец большего диаметра и по нему необходимо подогнать поршневой палец. При значительном износе поршень может быть восстановлен наплавкой баббитового пояса и подгонкой его к цилиндру.
4.6 Общая сборка поршневых компрессоровОбщая сборка поршневых компрессоров проводится на специальных участках общей сборки, реже – в специальных цехах, куда поступают все комплектующие детали и сборочные единицы.
Все детали и сборочные единицы, поступающие на сборку, должны быть изготовлены в соответствии с рабочими чертежами, промыты, испытаны согласно требованиям технических условий, приняты контролерами ОТК и иметь клеймо.
Перед сборкой все сборочные единицы и детали необходимо расконсервировать, промыть в содовом растворе или керосине, протереть хлопчатобумажной салфеткой или обдуть сжатым воздухом для просушки.
Трущиеся детали и поверхности смазывают маслом ХА-23 или ХА-30 (ГОСТ 5546-66). Резиновые прокладки смазывают пластинчатой смазкой ЦИАТИМ-201 (ГОСТ 6267-74). Все паронитовые прокладки перед установкой выдерживают в сыром глицерине (ГОСТ 6823-77) не менее 2 ч.
При сборке все крепежные детали, имеющие стопорные шайбы, должны быть надежно зафиксированы от проворачивания, кроме шатунных болтов, всасывающих клапанов, которые стопорятся после испытания.
Ввиду того, что некоторые детали и узлы компрессора имеют значительную массу, например, коленчатый вал в сборе поршневого компрессора 2П имеет массу около 550 кг, а блок-картер – 830 кг, при их транспортировании на сборку и во время сборки используют подъемно-транспортные устройства. Наиболее часто для этого используют кран-балки грузоподъемностью от 2т.
Коленчатые валы в сборе транспортируют на участок общей сборки с помощью специального приспособления, состоящего из двух петельных стропов.
Транспортирование блок-картера осуществляется с помощью цепной подвески грузоподъемностью 1,4 т.
Гильзы подаются на общую сборку в таре с помощью кран-балки грузоподъемностью 3-5 т. В тару гильзы помещаются в двух специальных кассетах, устанавливаемых одна на другую. Обычно в таре транспортируют до 24 гильз.
Технические требования к монтажу компрессорных установок:
Монтаж и эксплуатацию компрессоров необходимо проводить в соответствии с руководством по эксплуатации ВП. ЗАО-РЭ завода изготовителя, а также для воздушных компрессоров в соответствии с "Правилами устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов"
5. Пуско-наладочные испытания 1 Меры безопасности
1.1. К проведению монтажных и пусковых работ допускается персонал, изучивший настоящую инструкцию и действующие инструкции по безопасному ведению работ. Обучение и проверку знаний персонала производят до начала работ с оформлением допуска к работам в установленном порядке.
1.2. Ответственным за правильное и безопасное ведение работ назначается лицо или лица имеющие законченное среднее образование и практический стаж работы на монтаже и пуске-наладке компрессора не менее одного года.
1.3. К работам можно приступить при наличии проекта производства работ или технологической карты, в которых должны быть отражены вопросы техники безопасности при проведении монтажа
1.4. Перед началом монтажных работ необходимо закрыть щитами все монтажные проемы в стенах и перекрытиях. Остальные проемы (не подлежащие закрытию) ограждают по всему периметру, высота ограждения не менее 1 м. Если одновременно ведутся строительные и монтажные работы, то необходимо установить сетки или козырьки для защиты работающих на нижних ярусах от случайного падения материалов и инструмента.
Необходимо организовать хранение деталей и инструмента, выделить ответственных лиц для работы на подъемных средствах. Площадка должна быть снабжена аптечкой.
1.5. Строповку компрессора производить в соответствии с заводскими схемами строповки компрессоров.
1.6. При подъеме трубных узлов центр тяжести определяют путем пробных подвешиваний. Стропы предохраняют от соскальзывания. Крепление длинных трубных узлов выполняют двумя стропами. Угол наклона строп должен быть не менее 45° к горизонтали.
1.7. К смонтированным трубопроводам нельзя подвешивать тали, блоки и другие подъемные приспособления.
1.8. При производстве сварочных работ следует соблюдать "Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства".
1.9. Гидравлические испытания производить согласно правилам Госгортехнадзора. Осмотр при испытании проводит специально подготовленный персонал. При испытании около компрессора не должны находиться посторонние лица.
1.10. Кроме общих Требований правил техники безопасности монтажный персонал обязан выполнять специальные требования, касающиеся данного производства.
1.11. Срочность работ или неблагоприятные условия не являются основанием для нарушения правил техники безопасности.
2. Подготовка компрессорной установки к обкаткеПодготовка системы смазки цилиндров и сальников.
Снять с многоплунжерного насоса верхнюю крышку, промыть его резервуар изнутри уайт-спиритом и протереть насухо. Промыть снаружи весь механизм насоса, залить в насос чистое фильтрованное масло. Во всех случаях перед обкаткой необходимо отсоединить масляные трубки от обратных клапанов и прокачать масло вручную, повернув рукоятку смазочного насоса на 50...60 оборотов. При этом из всех трубок должно капать масло, таким образом, обеспечивается очистка трубок и подвод смазки ко всем смазываемым точкам.
Затем присоединить трубки к своим местам и повернуть рукоятку насоса ещё на 30...40 оборотов.
Для смазки цилиндров и сальников (за исключением тех случаев, когда применение специальных смазок согласовано заводом-изготовителем и головным учреждением по применению смазочных материалов) применяются масла К-12 или МС-20 в соответствии с техническими условиями на компрессор. Смешивать масла разных марок и разных партий не разрешается.
.Подготовка системы смазки механизма движения.
После длительного хранения снять щелевой фильтр тонкой очистки, промыть фильтр и гнездо фильтра в блоке смазки уайт-спиритом, продуть воздухом и установить фильтр на место.
Осмотреть и промыть уайт-спиритом внутреннюю полость рамы, просушить, залить чистое фильтрованное масло до верхней риски маслоуказателя.
Для смазки механизма движения использовать масла И-50А и МС-20
Количество масла, заливаемого в раму: для базы 2П — 35 литров, для базы 5П — 136 литров, для базы 4М — 100 литров.
.Подготовка системы охлаждения.
В компрессорах, имеющих в цилиндре пробку для выпуска воздуха из водяной рубашки (например, 2ВМ4-8/401) перед заполнением системы водой пробку необходимо вывернуть, после появления протока воды, пробку поставить на место.
Заполнить водой все полости системы, опробовать при рабочем давлении, открыв вентили у сливной воронки и на коллекторе. Проверить по сливу поступление воды ко всем охлаждаемым точкам, отрегулировать её расход. Одновременно производят настройку приборов сигнализации и блокировки системы автоматики по протоку воды. Проверить отсутствие течи воды из системы охлаждения.
3. Обкатка компрессора без нагрузки3.1. Снять малые люковые крышки. Смазать направляющие крейцкопфа, коренные роликоподшипники и шток маслом из рамы. Большую крышку поставить на место.
3.2. Снять по одному всасывающему и нагнетательному клапану в каждой полости сжатия.
3.3. Провернуть коленчатый вал компрессора рукояткой на 2 оборота. Проверить отсутствие заеданий и стуков. Рукоятку вынуть.
3.4. Проверить наличие протока воды (на сливе из компрессора и холодильников). Осмотреть через клапанные гнезда внутренние полости цилиндров. Течи воды и потение не допускаются.
3.5. Открыть вентиль на нагнетательном трубопроводе и линии продувки холодильников (влагомаслоотделителей).
3.6. Для проверки правильности направления вращения вала компрессора - включить электродвигатель на несколько секунд. Двигатель должен вращаться по часовой стрелке, если смотреть на ротор со стороны электродвигателя. (В случае вращения ротора в обратном направлении поменять местами любые из двух фаз проводов на линии подключения электродвигателя).
3.7. Вновь включить электродвигатель компрессора. Через 35-40 сек. проверить давление масла в системе смазки механизма движения. Давление должно быть в пределах 0,147...0,294 МПа (1,5...3 кгс/см").
В случае отклонения давления за указанные пределы выключить электродвигатель и отрегулировать давление масла путем установки регулировочных прокладок под пружину или корпус редукционного клапана.
Проверка давления масла на компрессорах базы 4М производится на обоих значениях частоты вращения.
Лубрикатор должен подавать смазку во все подключенные точки (проверяется по смотровым окнам).
3.8. Через 3—5 мин работы компрессор остановить.
3.9. После выдержки в течение 2-3 мин проверить, сняв большую люковую крышку, нагрев коренных подшипников, направляющих гильз крейцкопфа, верхних и нижних головок шатуна, штоков на ощупь; температура должна быть 35...40°С. Повышенный нагрев одной из одноименных деталей указывает на неисправность, которую надо устранить прежде, чем приступать к дальнейшей обкатке, установить люковую крышку.
3.10. Запустить компрессор в работу на 30 минут. Остановить. Произвести осмотр компрессора, при этом нагрев деталей на ощупь не должен превышать 75°С.
3.11. Установить малые люковые крышки.
4. Обкатка компрессора под нагрузкой4.1. Произвести продувку всего воздушного тракта путем последовательной установки клапанов от первой до последней ступени.
4.2. Установить всасывающий клапан 1-й ступени и запустить компрессор в работу на 3...4 минуты.
4.3. Установить нагнетательный клапан 1-й ступени и запустить компрессор в работу на 5...7 минут.
4.4. Закрыть линию продувки холодильника 1-й ступени.
4.5. Проделать операции, аналогичные пп.7.2. ... 7.4. по всем ступеням.
Для ступеней с комбинированным клапаном закрытие линии продувки производить после установки комбинированного клапана и работы компрессора в течение'5...7 мин.
Примечания:
1. Установку деталей производить только при отключенном электродвигателе.
2. Пуск компрессора с клапанами производить при открытом вентиле на нагнетании (давление всасывания — атмосферное).
4.6. Поднять давление нагнетания до 50% от номинального и далее — до номинального (конечного) давления постепенным закрытием вентиля на нагнетательной линии. Время повышения давления нагнетания должно соответствовать данным табл. 1.
| Интервал изменения давления (изб.), МПа (кгс/см2) | Время, мин | |||||||
| Конечное давление (изб.) , МПа (кгс/см2) | ||||||||
| 0,294 | 0,784 | 1,765 | 2,942; 3,432 | 6,864 | 14,708 | 21,571 | 38,220 | |
| (3) | (8) | 18) | (30; 35) | (70) | (150) | (220) | (400) | |
| от 0 до 0,294 | ||||||||
| (от 0 до 3) | 3 | - | - | - | - | - | - | - |
| от 0 до 0,784 | ||||||||
| (от 0 до 8) | - | 3...5 | - | - | - | - | - | - |
| от О до 1,765; 1,961 | ||||||||
| (от О до 18; 20) | - | - | 5...7 | 3 | 3 | 3 | 3 | 3 |
| от 1,961 до 2,942 | ||||||||
| (от 20 до 30; 35) | - | - | - | 5 | 5 | 5 | - | - |
| от 1,961 до 4,900 | ||||||||
| (от 20 до 50) | - | - | - | - | - | - | 3 | - |
| св. 4,900 до 6,864 | ||||||||
| (св. 50 до 70) | - | - | - | - | 5 | 5 | - | 3 |
| от 4,900 до 9,805 | ||||||||
| (от 50 до 100) | - | - | - | - | - | - | 5 | - |
| от 6,864 до 14,708 | ||||||||
| (от 70 до 150) | - | - | - | - | - | 5 | - | - |
| от 9,805 до 19,610;21,571 | ||||||||
| (от 100 до 200; 220) | - | - | - | - | - | - | 10 | 10 |
| от 19,610 до 39,220 | ||||||||
| (от 200 до 400) | - | - | - | - | - | - | - | 10 |
| Общее время вывода компрессора на режим | 3 | 5 | 7 | 8 | 13 | 18 | 21 | 26 |
4.7. Обкатывают компрессор на рабочем давлении в течение часа. За это время проконтролировать:
а) распределение давлений по ступеням, которое должно стабилизироваться к концу обкатки и соответствовать данным, указанным в формуляре;
б) соответствие температур (по показаниям термометров) нагнетаемого газа по ступеням температурам, указанным в формуляре;
в) исправность системы смазки цилиндров и сальников;
г) исправность системы смазки механизма движения (давление масла должно быть в допустимых пределах);
д.) отсутствие стуков (на слух);
е) герметичность масло-, водо-, воздухопроводов;
ж) температуру охлаждающей воды на выходе из компрессора (не выше 40°С).
з) температуру масла в системе смазки кривошипно-шатунного механизма (не выше 75°С).
4.8. Если компрессор пускают после переконсервации, переборки или ремонта, обкатывать его следует по методике, изложенной выше со следующими дополнениями:
а) перед пуском проверить свинцовой проволокой линейную величину мертвого пространства цилиндров, которая должна соответствовать данным, имеющимся в формуляре компрессора;
б) после 30 минут обкатки и осмотра, при отсутствии неполадок, пустить компрессор в непрерывную обкатку на 6 часов;
в) если после 6 часов обкатки не обнаружено никаких дефектов, на цилиндры установить клапаны, продуть газовый тракт компрессорной установки и компрессор пустить в работу с клапанами при открытой задвижке на нагнетании (давление всасывания и нагнетания — атмосферное); после 30 минут работы компрессор остановить и тщательно осмотреть, затем компрессор вновь запустить, поднять давление нагнетания постепенно до номинального и обкатать компрессор на рабочем давлении в течение часа.
5. Сдача компрессорной установки в эксплуатацию после ремонтаПосле устранения всех обнаруженных неполадок, подтяжки всех соединений и полной замены масла компрессор можно считать подготовленным к эксплуатации.
Результаты испытаний под нагрузкой необходимо оформить соответствующим актом.
СПИСОК ЛИТЕРАТУРЫ
1. Ястребова Н.А. и другие. Техническая диагностика и ремонт компрессоров. - М.: ЦНИИТЭхимнефтемаш, 1991, Ч.2.-60с.
2. Зарицкий С.П. Диагностическое обслуживание оборудования КС. - М.: ИРЦ "Газпром". Обз. инф. Серия "Газовая промышленность на рубеже XXI века", 2000.-156с.
3. Максименко С.В., Поляков Г.Н., Труфанов А.Н. Методы и средства технической диагностики оборудования компрессорной станции. Обзорная информ. Серия "Транспорт и подземное хранение газа".- М.: ВНИИЭгазпром, 1990.-66с.
4. Неразрушающий контроль и диагностика. Справочник под ред. В.В. Клюева. - М.: Машиностроение, 1995.
5. Тарасов В.М. Эксплуатация компрессорных установок. – М.: Машиностроение, 1987. – 136 с.
6. Поршневые компрессоры: Учеб. пособие для студентов вузов, обучающихся по специальности "Холодильные и компрессорные машины и установки". Под общ. Ред. Б.С. Фотина. – Л.: Машиностроение. Ленинград.отд-ние, 1987. – 372с.
7. ГОСТ 20073-81. Компрессоры воздушные поршневые стационарные общего назначения. Правила приемки и методы испытаний.
8. ЕНиР Сборник Е34. Монтаж компрессоров, насосов и вентиляторов.
9. ПУБЭ Правила устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов.
10. ПБ 03-581-03. Правила устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов.
Похожие работы
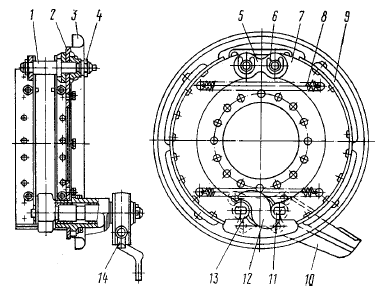
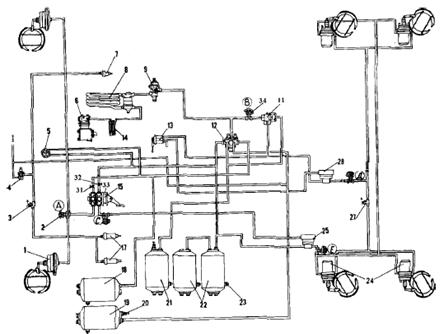
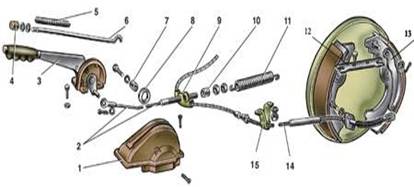
... колодка тормозная; 8 – пружина; 9 – накладка фрикционная; 10-кронштейн разжимного кулака; 11 – ось ролика; 12 – кулак разжимной; 13 – ролик; 14 – рычаг регулировочный 1.2 Устройство тормозной системы с пневматическим приводом Устройство тормозной системы показано на рис. 1.2. Источником сжатого воздуха в приводе является компрессор 9. Компрессор, регулятор давления 11, предохранитель 12 от ...
... окончания эксплуатационной службы оборудования. Для предотвращения износовых отказов необходимо производить профилактическую замену элементов ПО до наступления их износа. Основная задача безопасной эксплуатации производственного оборудования – регулирование, вплоть до полной ликвидации, приработочных и износовых отказов, а также создание условий для минимального проявления и быстрого устранения ...
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
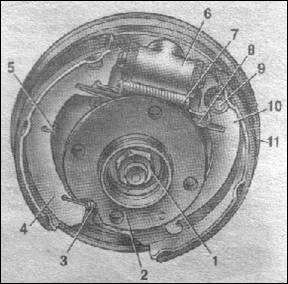
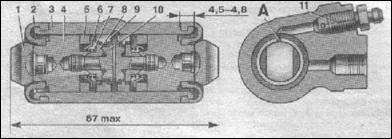
... , стягиваемых между собой пружинами, и тормозного барабана. Тормозные колодки задних колёс, кроме того, имеют механический привод от стояночной тормозной системы через трос, разжимной рычаг и распорную планку. В рабочий тормозной цилиндр заднего колеса автомобиля ВАЗ-2105 с обеих сторон с усилием не менее 35 кгс запрессованы два разрезных упорных кольца, которые вместе с деталями поршней ...
0 комментариев