Навигация
Характеристика основного оборудования
18742
знака
3
таблицы
2
изображения
1.1.2 Характеристика основного оборудования
Цех анодной массы алюминиевого завода представляет собой комплекс транспортно - технологического оборудования, связанного в единую непрерывную цепь механизмов
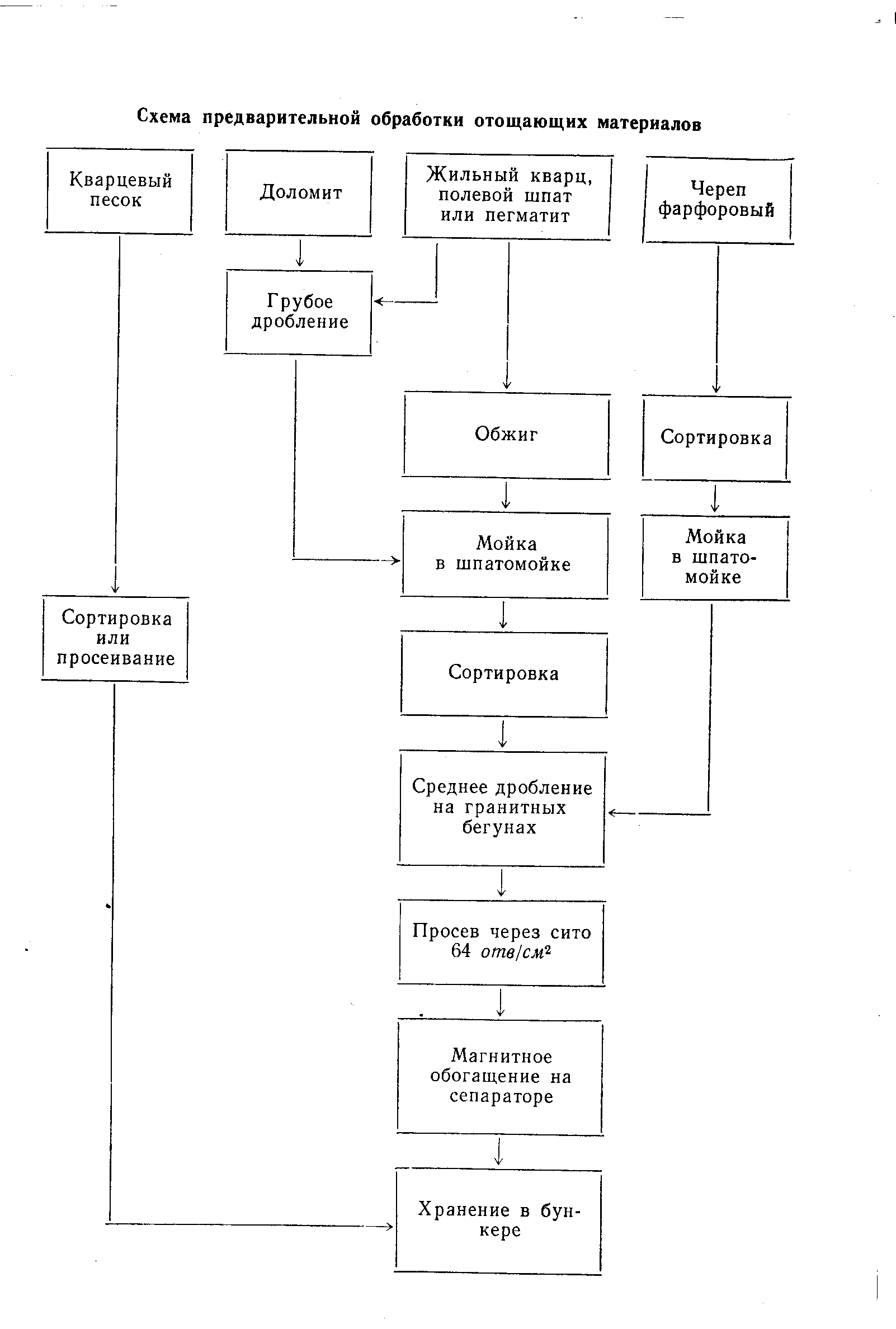
Кокс разгружается на железнодорожной эстакаде через нижние люки полувагонов и грейферами транспортируется в приемные бункера узлов дробления или складируется по пролетам склада.
Для качественного предварительного дробления материала до крупности 75 мм применяется двухкаскадная схема дробления кокса.
Для размола прокаленного кокса и рассева его на фракции применяются хорошо зарекомендовавшие себя в цехах анодной массы отечественной промышленности переделы среднего дробления, каждый из которых состоит из молотковой дробилки, валковой дробилки и инерционного грохота.
Для получения тонких классов шихты в ЦАМ используются шаровые мельницы.
Среднее дробление, рассев и размол прокаленного кокса
Основным назначением передела среднего дробления и рассева прокаленного кокса является получение компонентов коксовой шихты, обеспечивающих заданный гранулометрический состав.
После дробления кокс двумя каскадами элеваторов подается на рассев в грохота где рассеивается на четыре фракции:
свыше 8 мм - возврат; -8+4 мм - крупка 1; -4+2 мм - крупка 2; -2+0 мм - отсев.
Полученный после рассева на грохотах кокс +8 мм (возврат) направляется на доизмельчение в двухвалковые дробилки, основным назначением которых является получение крупки, откуда снова подается на рассев.
![]() Тонкий помол (пылеприготовление)
Тонкий помол (пылеприготовление)
После рассева на грохотах отсев по течкам и винтовым конвейерам направляется в бункера шаровых мельниц для производства фракций тонкого помола (пыли), а часть идет в сортовой бункер отсева.
Выход сортовых фракций (крупка, пыль) с грохотов и дозаторов и их гранулометрический состав необходимо поддерживать в пределах, обеспечивающих непрерывность технологического процесса и заданную рецептуру сухой шихты:
- крупка 1 - содержание фракции -8+4 мм - не менее 85%;
- крупка 2 - содержание фракции -4+2 мм - не менее 85%;
- пыль - содержание фракции -0,08 мм - 58-64 %
Регулирование дисперсности коксовой пыли осуществляется путем изменения количества стальных шаров и питания мельниц.
Подготовка пека
Приемка пеков
Каменноугольный пек поступает на завод в расплавленном виде в термоцистернах или гранулированном виде в полувагонах ("навалом" или в мягких контейнерах).
Поступающие пеки проверяются по качественным показателям согласно схеме входного контроля.
Пеки, поступающие в термоцистернах, при необходимости, разогреваются на пунктах разогрева до температуры 170-190 С, а затем сливаются в пекоплавители.
Каменноугольные пеки, поставляемые на завод, перед разгрузкой классифицируются на группы по температуре размягчения и нерастворимым в толуоле (по данным входного контроля ОТК).
В соответствии с классификационной оценкой пеки необходимо сливать (жидкий) или разгружать (гранулированный) в специально предназначенные для каждой группы пекоплавители или пекоприемники. Цистерны с нефтяным пеком в случае необходимости направляются на пункт разогрева.
Нагрев ведется до температуры 170 - 190°С.
Готовая смесь пеков подается в производство (напорный бак РСО) с температурой не ниже 170°С.
Дозирование углеродистых материалов
Для приготовления анодной массы в зависимости от ее марки применяются следующие грансоставы сухой шихты
Таблица 1. Гранулометрические составы шихты
| Фракция, мм | Массовая доля фракции для марок анодной массы | |||
| AM, АМК | АМС | АМН | АМП | |
| Доля нефт. пека до 10 % | ||||
| +8 -8+4 -4+2 -2+0.08 -0.08 | не>2 14±2 18±2 по разности 31±2 | не>2 16±2 18±2 по разности 29±2 | не>2 11±2 14±2 по разности Зб±2 | не>2 24±2 по разности 37±2 |
Тонина помола пыли после шаровой мельницы (фракция -0,08 мм) должна выдерживаться в пределах 58-64 % для всех видов массы.
По фактической чистоте рассева крупки 1 (фракция -8+4 мм), крупки 2 (фракция -4+2 мм) и тонине помола пыли дозировка компонентов по дозаторам должна устанавливаться цеховым регламентом, обеспечивающим заданный грансостав шихты.
Похожие работы





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
0 комментариев