Навигация
Автоматизированная система учета производственного процесса металлоцентра (на примере ЗАО "Сибирский металлоцентр")
157383
знака
6
таблиц
42
изображения
Министерство образования и науки Российской Федерации
АЛТАЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. И.И.ПОЛЗУНОВА
Кафедра «Информационные системы в экономике»
Автоматизированная система учета производственного процесса металлоцентра
(на примере ЗАО «Сибирский металлоцентр»)
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ДИПЛОМНОМУ ПРОЕКТУ
ДП 351400.111.01.000П3
Дипломник группы ПИЭ 21 Н.В. Кривова
Руководитель
проекта доцент, к.ф.-м.н. В.М. Патудин
Нормоконтролер доцент, к.т.н. Г.Д. Ряшина
БАРНАУЛ 2007
СОДЕРЖАНИЕ
Введение
1 Актуальность проблемы организации эффективного менеджмента на производственном предприятии
1.1 Современное состояние и перспективы развития рынка металлов России 6
1.2 Понятие учета производства
1.3 Анализ учета производственного процесса ЗАО «Сибирский металлоцентр»
2 Информационно-логическая модель учета производственного процесса металлоцентра
2.1 Современные методологии и инструментальные средства моделирования бизнес-процессов
2.2 Разработка информационно-логической модели учета производственного процесса ЗАО «Сибирский металлоцентр»
3 Автоматизированная система учета производственного процесса металлоцентра
3.1 Программно-технические средства общего назначения
3.2 Специальные программные средства автоматизации процесса управления производством
3.3 Программно-аппаратная реализация автоматизированной системы учета производственного процесса металлоцентра
3.4 Расчет экономической эффективности от внедрения системы
Заключение
Список использованных источников
Приложение А Задание на дипломное проектирование
Приложение Б Сравнение функциональных возможностей ARIS Toolset и BPWin
ВВЕДЕНИЕ
Компания «Сибирьэнергоуглеснаб» создана в начале 90-х годов XX в. и начинала свою деятельность с поставок энергетических углей на электростанции РАО ЕЭС «России» и предприятия коммунально-бытового сектора Российской Федерации.
За прошедшие годы компания «Сибирьэнергоуглеснаб» (СЭУС) прошла динамичный путь развития и сегодня является ядром одноименной группы компаний, в которую входят предприятия, работающие в различных секторах экономики: металлоснабжения, строительства и строительных материалов, деревообработки, сельского хозяйства и зернопереработки, телекоммуникаций, международном IT-рынке.
Рынок металлов России с каждым годом становится все более организованным, развиваются сервисные услуги, происходит становление новых форм ведения бизнеса, связанного с продвижением (дистрибьюцией) металлопродукции от металлургического завода или комбината до конечного потребителя. Поэтому металлоснабжение является одним из перспективных направлений деятельности компании.
В настоящем дипломном проекте на примере ЗАО «Сибирский металлоцентр» рассматривается актуальная проблема, связанная с автоматизацией учета производственного процесса металлоцентра. Статус предприятия ЗАО «Сибирский металлоцентр» в организационной структуре СЭУСа – дочернее предприятие. В рамках структуры Управления металлоснабжения ЗАО «Сибирский металлоцентр» представляет собой Дочернюю Бизнес Единицу (БЕ) Металлоцентр с прямым подчинением Головной БЕ (в частности руководителю Управления).
В конце 2006 года компания «Сибирский металлоцентр» запустила в эксплуатацию завод на базе производственно-складского комплекса в г. Новоалтайске, специализирующийся на производстве различных изделий из металлопроката. Поэтому постановка эффективного учета производственного процесса является для предприятия наиболее актуальной задачей, решение которой обеспечит высокое качество продукции, отлаженный производственный процесс, индивидуальный подход к каждому клиенту и т.п. на основе современных технологий.
Объектом дипломного проектирования является учет производственного процесса металлоцентра (на примере ЗАО «Сибирский металлоцентр).
Предмет дипломного проектирования – информационно-логическая модель и информационные технологии учета производственного процесса металлоцентра (на примере ЗАО «Сибирский металлоцентр»).
Цель дипломного проектирования – разработка и программно-аппаратная реализация основных элементов автоматизированной системы учета производственного процесса металлоцентра (на примере ЗАО «Сибирский металлоцентр»).
Задачи дипломного проектирования:
- проанализировать современное состояние и перспективы развития рынка металлов России;
- на основе анализа деятельности ЗАО «Сибирский металлоцентр» сформулировать основные требования к автоматизации учета производственного процесса металлоцентра;
- рассмотреть современные методологии и инструментальные средства моделирования бизнес-процессов;
- разработать информационно-логическую модель учета производственного процесса металлоцентра;
- разработать и реализовать основные элементы автоматизированной системы учета производственного процесса металлоцентра.
Проект состоит из введения, трех разделов, заключения, 3 приложений и списка литературы из 59 наименований. Работа изложена на 128 страницах машинописного текста.
В первом разделе дипломного проекта рассмотрено современное состояние и перспективы развития рынка металлов России, понятие учета производства, обоснована актуальность проблемы учета производственного процесса металлоцентра. Определены требования к учету производственного процесса металлоцентра на примере учета производственного процесса ЗАО «Сибирский металлоцентр».
Во втором разделе дипломного проекта рассматривается информационно-логическая модель учета производственного процесса металлоцентра ЗАО «Сибирский металлоцентр», которая является основой проектирования и создания автоматизированной системы учета производственного процесса металлоцентра.
Для построения информационно-логической модели рассмотрены современные методологии и инструментальные средства моделирования бизнес-процессов. Предложено обоснование и описание выбранных CASE-средств для разработки элементов автоматизированной системы, применение которых позволило описать логику функционирования, а так же построить модель данных системы.
Третий раздел посвящен рассмотрению инструментальных средств общего назначения и специальных программных средств автоматизации процесса управления производством, где представлен обзор рынка информационных систем управления производством и обоснование выбора оптимальной среды для реализации проекта; рассмотрены основные компоненты автоматизированной системы учета производственного процесса металлоцентра, а также рассчитана экономическая эффективность внедрения данного проекта.
1. Актуальность проблемы организации эффективного менеджмента на производственном предприятии
1.1 Современное состояние и перспективы развития рынка металлов России
Рынок металлов России с каждым годом становится все более организованным, развиваются сервисные услуги, происходит становление новых форм ведения бизнеса, связанного с продвижением (дистрибьюцией) металлопродукции от металлургического завода или комбината до конечного потребителя. Так, металлобаза занимается приемкой, хранением и реализацией металлопроката. Сервисный металлоцентр (СМЦ), в отличие от классической металлобазы, перерабатывает не менее 50 % металла в изделия дальнейшего передела.
На сегодня в России количество металлоторговых предприятий, позиционирующих свои перерабатывающие участки как сервисные металлоцентры невелико, - всего порядка 35. По данным Института Сервисных Металлоцентров, к ним примыкает еще порядка 7 предприятий, которые перерабатывают до 50% поступающего на их склады металлопроката.
Пока не подсчитано количество заготовительных участков строительных и машиностроительных предприятий, которые производят переработку металлопроката не только для собственных производственных нужд, но и на продажу. Но это, однозначно, значительный по количеству и по объемам производства сегмент рынка листопереработки. И все это - потребители оборудования листопереработки.
Истории создания СМЦ уже почти десятилетие. За это время на базе металлоторговых предприятий появились не просто сервисные металлоцентры, но настоящие металлоперерабатывающие заводы, которые перерабатывают до 100% металлопроката, поступающего на их склады. Они выпускают комплекты кровельных конструкций, модульные здания, модули контейнерного типа и целые комплекты для монтажа зданий, включая металлоконструкции, перекрытия, элементы стен, окна, двери, системы вентиляции и т.д. Таких компаний достаточно много. Правда, география их распространения неравномерна.
Крупные металлоторговые компании, имеющие развитую филиальную сеть, а значит большие возможности для сбыта продукции, ориентируются на высокопроизводительное оборудование с ограниченным ассортиментом по типоразмерам. Они способны выпускать серийную продукцию, которую распределяют по ближайшим регионам через свою сбытовую сеть и также осуществляют прямые серийные поставки крупным строительным компаниям.
Мелкие переработчики, ориентированные на заказы мелких строительных организаций и заказы физических лиц, входившие на рынок металлопереработки с оборудованием бюджетного уровня, выработав его ресурс, идут по одному из двух путей. Первый путь: они отказываются от собственного производства и переключаются только на продажи продукции крупных производителей. Пример этого заметен на московском рынке второй год подряд: когда предложение мелко- и среднесортного профнастила превысило спрос, мелкие производители, у которых эксплуатационные расходы сделали собственное производство нерентабельным, переключились на продажи.
Другой путь - для мелких компаний, нащупавших свою рыночную нишу, - приводит к приобретению универсального оборудования, позволяющего производить комплекты продукции листопереработки. Конкурентными преимуществами их является универсальность и оперативность, которые покрывают меньшую производительность и трудоемкость при выполнении многопозиционных заказов.
В более сложной ситуации оказались компании со средними по объемам размерами производства. Снижение рентабельности ставит их также перед выбором: либо отказаться от собственного производства, либо стать специализированным металлопереработчиком – металлоперерабатывающим заводом (по европейской классификации).
Надо отметить, что российские металлоторговцы-металлопереработчики находят новые пути, а именно диверсифицируют производство в сторону выпуска новых видов продукции (не только заготовки и детали, но также и продукции конечного потребления): производство металлической тары, складского оборудования, металлической мебели и других товаров народного потребления.
Что же касается перспектив развития рынка услуг металлопереработки СМЦ, то направлений будет несколько, как экстенсивных, так и интенсивных.
В поисках большей рентабельности металлоторговли крупные трейдеры будут все дальше продвигаться в регионы. Видимо, рост российской экономики может происходить только за счет децентрализации производства и потребления. С развитием регионов будет происходить рост обслуживающих отраслей, таких как металлоторговля и металлопереработка в сфере металлоторговли.
Интенсивное же развитие, как видится, будет связано с развитием машиностроительных отраслей и развитием аутсорсинга в производстве заготовок и деталей для них. Одна «лошадь» – строительная отрасль – не сможет решить всех проблем роста экономики и развития обрабатывающих производств.
Практическое же создание производств в сфере металлоторговли сопряжено с проблемой информационного голода участников рынка. СМЦ создают металлоторговцы и металлопроизводители, ранее не связанные с технологиями металлопереработки, инвесторы также знакомы с этой отраслью часто поверхностно. Зарубежные поставщики оборудования ориентируются на опыт работы в условиях достаточно благополучных и стабильных экономик, не имеют информации о российских реалиях [51].
Если рассмотреть действующий механизм работы региональных металлоцентров, то весь процесс можно разбить на два этапа: закупка и продажа металлопродукции.
Рассмотрим этап закупки металлопродукции. Сегодня на рынке оптовых продаж можно выделить пять групп продавцов (группы расположены по убыванию объема закупок):
- дилеры производителей;
- сами производители и их дочерние структуры;
- продавцы украинского железа;
- небольшие фирмы-продавцы;
- посредники.
Дилеры производителей - это фирмы, имеющие, как правило, неформальные отношения с производителем. Им доступен значительный объем оборотных средств, как собственных, так и заемных (от $1 млн. до $10 млн.). Работают они по следующему принципу. Ежемесячно у производителя выкупают определенный объем продукции (у разных заводов свой минимальный уровень — от 2 до 10 тыс. т ежемесячно), а в обмен получают скидки (у разных заводов свои, сегодня это 8-15%), а иногда и обязательства не отгружать товар прочим потребителям в регион дилера. Хотя последнее условие иногда нарушается или обходится конкурентами путем переадресовки и (или) перегрузки металла.
Большинство дилеров осуществляют и мелкооптовые отгрузки (от пачки) с одного или нескольких складов. В основном такие склады существуют в Москве, значительно в меньшем количестве – в Санкт-Петербурге и совсем небольшое их число – в Нижнем Новгороде.
В основном дилеры работают с теми заводами, куда с разовой (или ежемесячной) потребностью в 500-1000 т бессмысленно обращаться напрямую. Такой подход нам как розничным металлоторговцам кажется не совсем оправданным. Разумным для производителей представляется тезис: чем выше доля прямых продаж, тем выше рентабельность, хотя, без сомнения, для каждого производителя есть свой порог, когда доход от увеличения доли прямых продаж приводит к непропорциональному росту затрат на сбыт. Сегодня этот порог для отгрузок на внутренний рынок несколько завышен. Да и уровень прямых продаж – это, без сомнения, показатель качества работы производителя по сбыту продукции. В итоге дилер на внутреннем рынке предлагает товар на лучших, чем само предприятие-производитель, условиях. С этой точки зрения, производитель иногда просто «пилит сук, на котором сидит». К тому же рентабельность производителя сегодня заметно отличается от той, которая была год назад. И не в лучшую сторону.
Не так давно (лет 10 назад) все металлургические предприятия России могли работать с любым покупателем по заказу от 1 вагона. Когда действовала система Госснаба СССР, то через металлобазы тот же Мечел, например, производил отгрузку даже 100 кг круга разовому клиенту. Сегодня нет Госснаба, и 100 кг продукции – экзотика. Однако службы сбыта нигде не сократили; как правило, они только выросли, да еще и оснастились современной техникой. Но по каким-то причинам продать разовым образом потребителю один вагон металла они уже не могут. Видимо, в некоторых случаях система дилерства для производителя является просто механизмом перераспределения своих доходов.
В группе производителей и их дочерних структур сегодня находятся производители, не относящиеся к гигантам черной металлургии, те, кто не может себе позволить легко расстаться с частью собственной рентабельности, давая значительные скидки (например, производители труб), и те, чья продукция крупным дилерам просто неинтересна по причине ее специфики или сложности оптовых перепродаж (например, производители метизов). Иногда продажи в этой группе осуществляются через аффилированную структуру с целью либо проведения определенной торговой политики, либо оптимизации налогообложения.
К продавцам украинского железа часто относят фирмы со значительными финансовыми возможностями, спецификой деятельности которых является использование той или иной схемы ухода от оплаты НДС при продаже украинского металлопроката, у которого входящего НДС нет. Иногда в этой группе работают компании, которым просто не хватило места в первой группе. Бизнес их достаточно непростой, так как постоянно приходится заключать договоренности с железной дорогой по тарифу. Если ты не дочерняя структура украинской фирмы, то непросто контролировать ситуацию с украинским производителем по срокам поставки. Судиться с украинской стороной сложно.
Большинство этих продавцов всегда держит в уме мысль, что государство простым росчерком пера может прервать этот бизнес, изменив порядок расчетов по НДС, например, вернувшись к прежней схеме взимания его при растаможивании груза. Поэтому сегодня эти продавцы имеют в своей торговле долю и российского металла. И если с украинским металлом возникнут проблемы, они, без сомнения, заденут интересы продавцов российского металла прежде всего в группах первой и следующей.
Небольшие фирмы-продавцы - это фирмы, не имеющие значительного оборотного капитала, иногда занимающиеся продажей не только металлопродукции. Схемы получения металла такими компаниями у производителей часто «непрозрачны», обычно весьма разнообразны, нередко бывают разовыми, постоянный ассортимент к продаже предлагается не всегда. Перспективная стратегия развития у таких фирм часто отсутствует – просто, к сожалению, не на чем (в материальном плане) ее строить, и работа сводится к бесконечному решению тактических вопросов о поставке металла и удовлетворении спроса клиентов. Иногда такие фирмы перекупают металл у вышеперечисленных групп продавцов, главное для них – не упустить «живого» клиента.
К посредникам, как правило, относят продавцов категории «премиум». Задача их сложна. Покупая металлопродукцию у вышеперечисленных групп продавцов, надо суметь продать ее еще раз оптом. Но тем не менее такие продавцы работают и со своей непростой задачей справляются.
Отметим, как осуществляются расчеты за поставки металлопродукции. За последнее время проблем с нарушением взаимных обязательств стало намного меньше. Конкуренция на оптовом рынке весьма обострилась. Дефицит металла на внутреннем рынке, который имелся буквально год назад, сменился избыточным предложением. Поэтому вариант расчетов со 100%-ной предоплатой, что раньше было нормой, сегодня используется гораздо реже. Как правило, все вышеперечисленные типы торговцев продают металл с оплатой по факту отгрузки или получения или с отсрочкой платежа обычно на 5-10 дней.
Сегодня на оптовом рынке сложилась атмосфера доверия, многие поставщики поставляют металл без предоплаты просто по телефонному звонку, не занимая свое время подписанием спецификаций и протоколов цен.
Рассмотрим этап розничной продажи металлопродукции.
Металл получен, привезен на склад, далее начинается самое сложное: надо его продать. На металлоцентрах один вагон проката в среднем расходится по 50-60 клиентам (включая частников). В этом заключается одна из главных проблем работы региональных металлоцентров. Клиенты, покупающие мелкооптовые партии металла (15-20 т) одного-двух наименований, как правило, едут за 400-600 км в Москву на оптовые склады дилеров. За счет полученной от производителя скидки дилер может продавать металл практически по оптовой цене даже мелким оптом, что дает ему возможность снимать с регионального рынка в радиусе примерно 600 км от Москвы сливки (с мелкооптовых покупателей), не тратя средства на развитие складского хозяйства в регионах. Хотя справедливости ради заметим, что сегодня часть этой скидки иногда достается и розничным продавцам, через механизм отсрочки платежа. Кроме того, данная ситуация способствует появлению в регионах большого количества мелких продавцов, весь бизнес которых сводится к перевозке машинами металла из Москвы. Все это замедляет оборачиваемость, которая при классическом подходе к металлоторговле (купил вагон – продал в розницу) составляет не менее 3-4 месяцев. По этой причине региональная розничная торговля становится дорогим удовольствием. Поэтому наценка на мелкую (до тонны) розницу составляет примерно 20-25% к оптовой закупочной цене.
Для нормальной работы в таких условиях существуют два основных направления: это постоянное поддержание на складах широкого ассортимента металлопродукции, диверсификация работы металлоцентра за счет развития сервисных услуг для клиентов.
На ассортименте нет смысла останавливаться подробно, с ним все достаточно понятно. Что касается диверсификации, сегодня развиваются следующие новые направления:
- продажа товаров сопутствующего ассортимента;
- переработка металлолома;
- сбор макулатуры;
- предоставление услуг;
- небольшие профильные производства;
- сервис для клиентов.
При продаже товаров сопутствующего (строительного) ассортимента, остатки которых постоянно поддерживаются, вагонными нормами закупаются ДВП, ДСП, фанера, стекло, рубероид и т.п. Более мелкими партиями – абразивные материалы, карбид, прочие товары. Дополнительный ассортимент привлекает новых клиентов и создает рентабельность выше, чем при продаже металлопродукции. Но в денежном выражении емкость этого рынка несопоставима с рынком металлопродукции, т.е. прожить на нем при условии содержания складского хозяйства нереально. Однако как приработок для металлоцентра в регионах это совсем неплохо, тем более что не требует дополнительных затрат (т.к. вся инфраструктура уже имеется). Этот ассортимент позволяет содержать магазины стройматериалов, в которых к тому же хорошо продаются метизы, крепеж, скобяные изделия, инструмент.
Переработка металлолома на порядок более интересна, поскольку: дополнительные затраты на организацию этого процесса невелики, так как основа (кран, бетонная площадка, железнодорожный путь, рабочая сила) имеется; доход сравним с доходом от основной деятельности (реализации металлопродукции).
Более мелкий приработок – сбор макулатуры. При сдаче ее на рубероидные заводы сквозная рентабельность при продаже рубероида может достигать 100%. Дополнительных затрат тоже практически никаких. А со сбором макулатуры очень помогают упомянутые выше магазины.
Услуги - это, например, резка в размер (газовая, на отрезном абразивном станке, гильотина, комбинированные ножницы). Плюс небольшие цеха услуг: изготовление под заказ металлоконструкций.
При небольшом профильном производстве, например, могут действовать следующие варианты:
- производство сетки рабицы – экономия на себестоимости изготовления и транспортных расходах (из вагона проволоки получается 4-5 вагонов сетки);
- производство сгонов, бочат;
- кузница: производство скоб, ломов, гвоздодеров и проч. Работает также на цех услуг;
- деревообрабатывающее производство: от бревна до дверей, рам, погонажа и паркета. Оно работает на расширение ассортимента магазинов для увеличения их привлекательности. Кроме того, поскольку деревообрабатывающее производство находится на территории металлосклада, для сбыта его продукции не требуется создавать собственную сеть.
Все эти направления не так велики в общем объеме продаж, но, получая с них дополнительный доход, металлоцентр может поддерживать более низкую торговую наценку при продаже металлопродукции, привлекать ею дополнительных покупателей (за счет возможности более широкой комплектации). При этом не требуется значительных дополнительных затрат и просто более полно используются имеющиеся на базах производственные мощности.
Рассмотрим последнее направление – сервис для клиентов. Часть дополнительного сервиса уже описана выше, это постоянный широкий ассортимент, новые товарные направления, оказание услуг. Кроме того, это быстрота обслуживания (весь процесс компьтеризирован) – металлопрокат грузят одновременно несколько кранов; одно местонахождение товара и выписываемых счетов; обладание всех металлоцентров резервным электропитанием на случай его планового и внепланового отключения; доставка металла клиенту, эстетика.
Таким образом, региональным металлоцентрам для развития достаточно хотя бы изменения по двум позициям. От производителей – беспроблемная работа сбытовых структур заводов-производителей: от 1 вагона продукции одного наименования и снижение оптовых скидок на внутреннем рынке до величины 3-5% максимум. От властей – закрытие «украинской дыры» по НДС [48].
1.2 Понятие учета производства
Производственный учет, истоки его возникновения в экономический литературе связывают с развитием теорий основного производства. Уже в XVIII веке различные направления экономических наук широко использовали теоретические основы производства в их связи с кругооборотом хозяйственных средств, что впоследствии позволило создать и развить научные направления балансоведения. Методические вопросы учета производственного процесса, в большей степени связывали с технологическими и отраслевыми особенностями производств. Крупные промышленные объединения и компании, стремясь повысить эффективность и результативность собственного производства, внедряли различные механизмы внутреннего хозяйственного расчета, организовывали производственные бухгалтерии, в задачи которых вменялись: расчет затрат, формируемых себестоимость выпускаемой продукции, определение затрат по местам их возникновения (по центрам затрат и центрам ответственности), нормирование затрат и т.д.
Российский бухгалтерский учет в XX веке активно использовался для внедрения хозрасчетных отношений на производственных предприятиях. Наработанная богатейшая практика: лимитирования затрат; использования прогрессивных норм и расценок; составление локальных смет затрат по производственным подразделениям; введение внутренних методов расчета между подразделениями; использование нормативного метода учета затрат и калькулирования себестоимости продукции и элементов этого метода; и др., - не потеряла своего актуального значения и в рыночных условиях. Однако, целостной системы производственного учета в методическом смысле до настоящего времени не создано.
Российские ученые в большей степени склоняются к тому, что те задачи учета, которые связаны с расчетом себестоимости и определением маржинальной прибыли, - относятся к задачам управленческого учета. Понимание системы управленческого учета по-разному толкуется, для его реализации предлагается обширный методический инструментарий, включающий не только методы учета затрат и калькулирования себестоимости продукции, но и организацию системы внутреннего контроля и внутренней отчетности, элементы текущего и стратегического планирования затрат, использование элементов нормирования, бюджетирования и т.д.
Такие подходы трудно оспаривать, но в одной учетной системе использовать весь перечисленный инструментарий одновременно невозможно на практике и сложно систематизировать в едином методическом направлении. Понятно, что рыночная среда, в которой каждая организация испытывает свои сложности конкуренции и выживания, влияет на определение конкретного круга управленческих задач. Для разных организаций набор таких задач может быть отличным. Поэтому для развития и повышения эффективности управления отдельно взятой организации возникает необходимость формировать свою систему управленческого учета. Если же задачи управления сужены до управления конкретными процессами производства, то система информации, формируемая для обеспечения управления, очерчивается рамками производственного учета. В этом смысле, производственный учет рассматривается в данной теме исследования.
В широком понимании производственный учет - это информационная система, имеющая свои области использования показателей организации, формируемых в бухгалтерском учете, оперативном учете, маркетинговых расчетах, стратегическом планировании и прогнозировании. Но в каждой области есть свои особенности, под влиянием которых видоизменяются параметры названных показателей, если речь идет о производственном процессе. Таких подходов, систематизированных до уровня учета производственного процесса применительно к специфическим сферам - переработки металлопродукции, - в отечественной науке нет.
В экономической литературе часто встречается отождествление понятий "управленческий" и "производственный" учет. Исторически сложилось, что производственный учет (его разновидность - учет, основанный на принципах хозяйственного расчета) является предшественником управленческого учета. Основная цель производственного учета - определение затрат на производство. Объектами производственного учета являются учет издержек по видам, по местам их возникновения, по центрам затрат и центрам ответственности. Производственный учет дает информацию для расчета себестоимости единицы продукции, приходящейся на нее прибыли, а также уровня рентабельности.
Под термином "управленческий учет" часто понимается учет и контроль затрат и доходов, связанных с основной деятельностью. В связи с этим между терминами "учет затрат" (издержек) и "управленческий учет" практически ставится знак равенства. Такой подход может быть приемлем для мелких предприятий. На средних и крупных предприятиях круг проблем, которые решаются с помощью управленческого учета значительно шире, как и само понятие "издержки".
Следует отметить, что учет и анализ издержек с целью их снижения и оптимизации является простейшей формой организации управления коммерческой структурой. В настоящее время следует руководствоваться требованиями финансовой и налоговой оптимизации деятельности, учитывать особенности технологии производства, которые, как правило, влияют на формирование конечного результата и на организацию производственного учета.
Следовательно, производственный учет более тесно связан с функциональными процессами на предприятии, с оценкой деятельности подразделений, оценкой рентабельности видов деятельности, чем управленческий учет.
В отечественной экономической литературе понятие "производственный учет" не прижилось, поскольку его синонимом является понятие "управленческий учет", который трактуется тоже по-разному.
Можно выделить основные этапы управленческого учета, под которым чаще всего понимался производственный учет (таблица 1.1).
Обобщая мнение ведущих ученых в области определения и признания производственного учета, мы сделали попытку сформировать систему производственного учета, используя известные категории и области информационных данных, и определили функции производственного учета (рисунок 1.1).
Таблица 1.1 – Основные этапы управленческого учета
| Этап | Содержание этапа |
| начало XX века, 1919 г. | выделение управленческого учета, как самостоятельной области бухгалтерского учета, создание национальной ассоциации бухгалтеров-производственников в США |
| 20-30-е гг. XX века | выделение из общей бухгалтерской службы предприятия калькуляционной (управленческой) бухгалтерии |
| 40-е гг. XX века | организация учета и обеспечение необходимой информацией с целью прогнозирования об издержках организации и калькулировании себестоимости |
| с января 1998 г. | реформирование бухгалтерского учета в соответствии с МСФО, развитие систем производственного и управленческого учета |

Рисунок 1.1 - Содержание производственного учета
Производственный учет - это система аналитического и оперативного учета процесса производства и его стадий, позволяющая при помощи способов и методов учета и анализа формировать и интерпретировать информацию для принятия эффективных решений по управлению затратами на производство и для разработки производственной стратегии предприятия.
К функциям производственного учета относятся:
- определение содержания производственных затрат и их классификация;
- выбор и обоснование метода учета затрат и калькулирования себестоимости;
- калькулирование себестоимости;
- поэлементное и постатейное бюджетирование производственных затрат;
- формирование ценовой политики и объемов продаж;
- внутренний контроль и внутренняя отчетность.
Основные принципы производственного учета: 1 - затраты должны быть приближены к местам их возникновения, каждый вид затрат должен быть исчислен по тому центру, в котором он возникает; 2 - базируется на принципе учета "причинности", в себестоимость не должны включаться неосуществленные расходы; 3 - отход от консерватизма, согласно которому материалы на складе оцениваются по меньшей величине, сравнивая при этом фактическую заготовительную себестоимость и рыночную цену; 4 - в себестоимость продукции нельзя включать потери сверх норм; 5 - в себестоимость продукции следующих отчетных периодов не включаются затраты прошлых отчетных периодов.
Отметим, что большая часть оперативной бухгалтерской информации не представляет непосредственного интереса для менеджеров, которому для принятия решений чаще нужна итоговая информация. Как и любая другая модель, модель производственного учета характеризуется поставленными целью и задачами, имеет свою структуру, объединяющие основные элементы организации и управления деятельностью предприятия. Механизмом, приводящим в действие эту структуру, является система методов и инструментов получения и использования нужной информации.
Поэтому цель производственного учета мы рассматриваем в формировании информации для принятия решений в системе управления процессом производства.
Производственный учет ориентирует процесс управления предприятием на создание такой системы управления, которая эффективно помогает решать текущие задачи производства, а также оптимизирует соотношение "затраты-прибыль". Основной принцип управленческого учета - относительная свобода в выборе методов и способов учета издержек и их отнесения на финансовые результаты. Например, амортизация может начисляться дольше нормативного срока эксплуатации оборудования, при условии, что оно используется и в дальнейшем. Если в бухгалтерском учете имеются строгие формы ведения учета, в производственном учете таких требований не существует - в этом смысле производственный учет обладает высокой степенью гибкости и возможностью приспособления для выполнения текущих задач. Приведем содержание других принципов производственного учета.
Принцип полноты отражения - в учете должны отражать все издержки и доходы, которые касаются данного продукта и периода.
Принцип экономичности - это один из основных принципов деятельности любого предприятия. Он должен соблюдаться и для производственного учета. Поставленные цели должны достигаться с минимальными затратами.
Принцип объективности, согласно которому отражаются лишь те издержки и доходы, которые относятся только к данному продукту и периоду. Одни и те же производственные процессы, должны рассматриваться одинаково во всех случаях.
Принцип происхождении, при использовании которого на себестоимость конечного продукта можно отнести только те издержки, которые были непосредственно вызваны данным продуктом. Нельзя напрямую отнести накладные, постоянные издержки.
Принцип пропорциональности: накладные издержки должны переноситься на конечный продукт пропорционально выбранному критерию.
Принцип отнесения издержек на единицу мощности оборудования. Накладные издержки распределяются на продукты в зависимости от используемой ими мощности оборудования. Если накладные издержки нельзя распределить по принципу происхождения, то их рассчитывают среднюю величину издержек на один продукт по какому-либо критерию.
Принцип покрытия издержек. Сначала определяется маржинальный доход без учета накладных издержек, которые затем распределяются пропорционально отпускной цене. Этот принцип имеет большой недостаток: он не отражает фактической величины полной себестоимости каждого продукта.
Принцип непрерывности означает, что структура видов затрат, центров затрат должна быть постоянна в течение одного периода. Это необходимо для возможности сравнения полученных данных.
Принцип исключения чрезвычайных событий - внеплановые расходы, которые происходят нерегулярно или случайно, для повышения точности анализа подлежат исключению.
Принцип усредненности данных - производственный учет может работать со статистическими средними величинами, не снижая при этом объективности расчетов.
Принцип достаточной точности - т.к. производственный учет в значительной мере оперирует оценочными данными, поэтому никогда нельзя точно определить фактический результат. Этот принцип напрямую вытекает из принципа экономичности.
Принцип актуальности - информация является тем актуальнее, чем короче промежуток времени между полученными результатами и самим событием. Это необходимо для возможности своевременно отреагировать на изменения.
Применение указанных принципов производственного учета влияет на выбор критериев классификации затрат.
В международной практике разработаны различные системы формирования и учета издержек, которые различаются по временному диапазону и объему исчисляемых издержек. По временному диапазону различают:
- расчет плановых издержек;
- учет и формирование стандартных издержек, который исключает случайные влияния и использует средние величины;
- учет и формирование фактических издержек, который охватывает фактически произошедшие издержки.
Кроме того, издержки можно классифицировать по ряду признаков:
По виду потребляемых предметов: материальные, капитальные, издержки на содержание персонала.
По месту возникновения: издержки производства, издержки управления, издержки обращения (центры затрат).
По происхождению потребляемых материалов: первичные, вторичные издержки.
По назначению: издержки продукта, издержки услуги.
По способу отнесения на себестоимость: прямые, накладные издержки.
По зависимости от объема производства: переменные, постоянные. Чтобы установить эту зависимость, вводится определенный масштаб измерения - время работы оборудования для производства единицы продукта. На производственных предприятиях часто используются два вида масштаба: время работы оборудования и зарплата основных рабочих (обычно сдельно-повременная оплата). По возможности влияния на величину издержек: подверженные и неподверженные влиянию.
Отметим, что издержки, связанные с производством, к какой бы классификации они не относились, в бухгалтерском учете носят название затрат. Производственный учет, обоснованно, на наш взгляд, использует данную терминологию [30].
Определяя логику бухгалтерского содержания производственного процесса, его стадий, мы имеем дело с целенаправленным информационным процессом. Чем больше конкретизации информации о производственном процессе требуется менеджерам, тем больше бывает задействовано организационных элементов, определяющих надежность учета.
Надежность производственного учета зависит от двух основных организационных элементов: организации структуры производственной бухгалтерии и организации документооборота.
Организационная структура производственной бухгалтерии, в свою очередь, определяется постановкой комплекса управленческих задач, которые необходимо информационно обеспечить. В общем виде организационные элементы, включающие задачи (1), функции (2) и др. компоненты обеспечения надежности учета отражены на рисунке 1.2.
Понятно, что эффективность решения поставленных задач зависит от компетенции (3) и ответственности (4) сотрудников производственной бухгалтерии.
Образование информации (5) и ее деление (6) на информацию о стадиях зависит от структурирования процессов производства. На основе обобщения теорий кругооборота хозяйственных средств и промышленного капитала классическое выделение стадий: 1 - заготовления; 2 - производства (переработки); 3 - реализации (продаж), - уже давно не оспаривается в бухгалтерской науке. Кругооборот средств объясняет возникновение показателей баланса и само строение баланса.
Что касается процедур систематизации и детализации информации требуемого уровня надежности, то главными факторами, влияющими на них, являются: функционально распределяемые обязанности между сотрудниками производственной бухгалтерии, количество сотрудников, время, которое необходимо на обработку информации, техническая оснащенность рабочих мест и др.
Бухгалтерский учет и производственный учет, основанный на бухгалтерской информации, даже если они отражают одни и те же хозяйственные операции и стадии производственного процесса, будут отличаться своей информативностью.
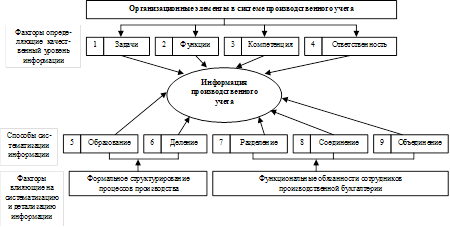
Рисунок 1.2 - Организационные элементы, определяющие надежность информации производственного учета
Ключевыми вопросами учета процесса производства и его стадий производства и продаж являются вопросы нормирования затрат, их классификация, а также формирования себестоимости продукции. Все вопросы - достаточно специфичны и зависят от технологических особенностей, технического уровня производства (переработки), использования машинного и ручного труда, наличия хозяйственных связей с покупателями и ниши, занятой в разных сегментах рынка.
Для того, чтобы информационно обеспечить управление для решения перечисленных вопросов, необходима систематизированная заданным образом информация и, особенно, та, которая составляет внутреннюю отчетность производителя (переработчика) продукции. Во внутренней отчетности можно сосредоточить информацию о намерениях и фактическом состоянии дел формировании себестоимости продукции, отклонений от планируемых, прогнозируемых величин и причинах этих отклонений.
В последние годы для формирования такой отчетности предприятия активно используют отчеты, выполненные с той степенью детализации, которая отвечает заданной степени надежности информации производственного учета.
Сравнивая фактические результаты с плановыми данными отчетов, можно установить, какие расходы значительно отличаются от плановых и требуют тщательного анализа, при этом целесообразно использовать метод управления по отклонениям. Проводится анализ, изучаются причины отклонений, неэффективности. Затем принимаются решения, обеспечивающие исправление ситуации [30].
1.3 Анализ учета производственного процесса ЗАО «Сибирский металлоцентр»Компания «Сибирьэнергоуглеснаб» создана в начале 90-х годов XX в. и начинала свою деятельность с поставок энергетических углей на электростанции РАО ЕЭС «России» и предприятия коммунально-бытового сектора Российской Федерации.
За прошедшие годы компания «Сибирьэнергоуглеснаб» прошла динамичный путь развития и сегодня является ядром одноименной группы компаний, в которую входят предприятия, работающие в различных секторах экономики: топливообеспечения, металлоснабжения, строительства и строительных материалов, деревообработки, сельского хозяйства и зернопереработки, телекоммуникаций, международном IT-рынке.
Центральный офис группы находится в городе Барнауле. Крупные подразделения расположены в Москве, Санкт-Петербурге, Иркутске и Новосибирске. Кроме того, существует сеть филиалов в городах и районах Алтайского края. В группе «Сибирьэнергоуглеснаб» действует система менеджмента, в рамках которой все структурные подразделения, даже разделенные территориально, успешно взаимодействуют между собой и ощущают себя единой командой.
Ставка менеджмента компании на стабильное и долгосрочное развитие, сделанная на этапе становления, дала хороший результат - группа компаний «Сибирьэнергоуглеснаб» завоевала заслуженный авторитет, доброе имя и доверие клиентов. С компаниями, входящими в группу, сотрудничают сотни коммерческих и государственных структур не только в России и странах СНГ, но и за рубежом.
Одним из старейших направлений деятельности в группе компаний «Сибирьэнергоуглеснаб», является поставка энергетических углей на предприятия коммунально-бытового сектора и реализация угля населению, которая ведется с 1992 года.
Компания "Кармет-Сибирь", входящая в группу компаний «Сибирьэнергоуглеснаб», работает на рынке металлопроката более трех лет, и за короткий промежуток времени завоевала позицию одного из крупнейших поставщиков металлопроката Сибири и Дальнего Востока.
В начале 2004 года в компании «Кармет-Сибирь» появилось новое направление деятельности – розничная и оптовая торговля строительными материалами.
В последнее время уже ни у кого не вызывает сомнение, что Алтайский край прочно завоевал позицию одного из ведущих сельскохозяйственных регионов России. Поэтому группа компаний «Сибирьэнергоуглеснаб», не могла остаться в стороне от развития аграрного направления деятельности, тем более, что пшеница, выращенная в Алтайском крае, имеет высокие качественные показатели, обеспечивающие стабильный спрос на зерно, муку и другие зернопродукты.
Уже около 15 лет ОАО «Барнаульский геофизический завод» входит в группу компаний «Сибирьэнергоуглеснаб». За эти годы значительно упорядочена маркетинговая деятельность предприятия, сокращены малоэффективные виды деятельности, налажена эффективная система управления, привлечены новые кадры в сфере менеджмента.
Компания «Интерра» занимается разработкой программного обеспечения для заказчиков из Германии, Соединенных Штатов, и, конечно, будучи российской компанией, для России. Интерра - одна из крупнейших компаний-разработчиков программного обеспечения в регионе, ее головной офис находится в Барнауле, она имеет представительства в Москве, Германии, США [59].
По типу управления, холдинг представляет собой дивизиональную структуру. Дивизиональные структуры — структуры, основанные на выделении крупных автономных производственно-хозяйственных подразделений и соответствующих им уровней управления с предоставлением этим подразделениям оперативно-производственной самостоятельности и с перенесением на этот уровень ответственности за получение прибыли [7]. На рисунке 1.3 приведена схема организационной структуры компании.
В соответствии с рисунком структурной единицей компании на верхнем уровне является управление. Перечислим основные управления ПО «Сибирьэнергоуглеснаб»:
- дирекция;
- управление «Коммерческий центр»;
- управление «Агромаркет»;
- управление «Геофизика»;
- управление строительства и строительных материалов;
- зерновое управление;
- управление металлоснабжения (УМС);
- управление деревообработки;
- управление телекоммуникаций;
- и др.
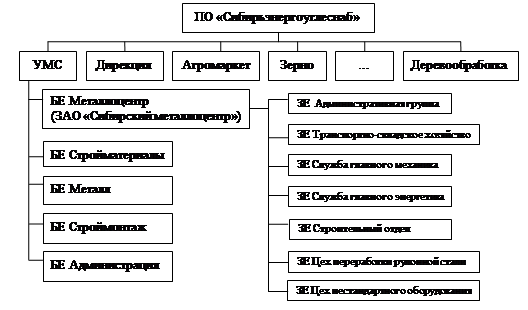
Рисунок 1.3 – Схема организационной структуры компании
В каждом управлении имеется руководитель, управления не пересекаются по роду своей деятельности, каждое управление занимается собственным направлением бизнеса, имеет свои функции и обязанности, все управления объединяются под управлением высшего руководства компании во главе с генеральным директором.
Каждое из управлений содержит в своём составе определённое количество бизнес-единиц (БЕ). Дивизиональные структуры характеризуются полной ответственностью руководителей бизнес - единиц за результаты деятельности возглавляемых ими подразделений. Структуризация компании по бизнес - единицам производится, с учетом двух принципов: по продуктовому — с учетом особенностей выпускаемой продукции или предоставляемых услуг, и по региональному — в зависимости от обслуживаемых территорий. Количество бизнес-единиц в каждом управлении не одинаково и может меняться с течением времени.
Бизнес-единица – это структурная единица компании второго уровня организационной иерархии.
В соответствии с определением Учётной политики управленческого учёта, бизнес-единица - структурное подразделение (или группа подразделений), «первичные бизнес-ячейки», ведущие относительно замкнутый бизнес или часть бизнеса, имеющие главной целью получение прибыли, а также возможность оказывать непосредственное влияние на величину получаемой прибыли и совершаемых затрат [45].
Понятие бизнес-единицы введено для структуризации видов и направлений бизнеса, для удобства ведения различных видов учёта – управленческого, оперативного, производственного; для разграничения затрат; для получения реальной «не смешанной воедино» картины компании в целом и каждого бизнеса в отдельности.
Как можно заметить из рисунка 1.3, в нем также присутствуют и затратные единицы. Затратная единица – это структурная единица компании третьего уровня организационной иерархии компании.
В соответствии с Учётной политикой управленческого учёта в ПО «Сибирьэнергоуглеснаб» на 2005 год, затратная единица - структурное подразделение (или группа подразделений), осуществляющее определенный набор обеспечивающих видов деятельности, выполняющие поддержку и обслуживание деятельности бизнес-единиц, не имеющие целью получение прибыли и разбитые территориально и по типу деятельности для контроля затрат [45].
Металлоснабжение является одним из перспективных направлений деятельности компании «Сибирьэнергоуглеснаб», поскольку рынок металлов России с каждым годом становится все более организованным, развиваются сервисные услуги, происходит становление новых форм ведения бизнеса, связанного с продвижением (дистрибьюцией) металлопродукции от металлургического завода или комбината до конечного потребителя.
В данной работе рассматривается проектирование задачи автоматизации учета производственного процесса ЗАО «Сибирский металлоцентр». Статус предприятия в организационной структуре СЭУСа – дочернее предприятие. В рамках структуры Управления металлоснабжения ЗАО «Сибирский металлоцентр» представляет собой Дочернюю Бизнес Единицу (БЕ) Металлоцентр с прямым подчинением Головной БЕ (в частности руководителю Управления).
В конце 2006 года компания «Сибирский металлоцентр» запустила в эксплуатацию завод на базе производственно-складского комплекса в г. Новоалтайске (Алтайский край), специализирующийся на производстве различных изделий из металлопроката: металлочерепицы, доборных элементов кровли, строительных и армирующих профилей, штрипсов, водогрейных котлов, изделий из черного металлопроката. Завод будет не только выпускать готовые изделия, но и осуществлять обработку металлопроката: продольную и поперечную резку, сварку, штамповку.
Общая площадь производственного комплекса – 33000 м2, при этом складская емкость составляет около 11000 м2, включая территорию склада временного хранения для импортных грузов.
Завод оснащен самым современным оборудованием ведущих российских и зарубежных производителей, в том числе и новейшей линией Samesor (Финляндия) по изготовлению металлочерепицы пятого поколения. Использование новых технологий и оборудования – залог высокого качества продукции и стабильного спроса у потребителей. Продукция завода позволит удовлетворить потребность регионального рынка Алтайского края и других регионов Западной и Восточной Сибири в качественных металлоизделиях.
В настоящее время рассматривается организация предприятия ЗАО «Сибирский металлоцентр» по производству различного вида изделий из металлопроката на базе производственно-складского комплекса в г. Новоалтайске. Проектом также предусматривается оказание услуг по порезке металла, хранению и переработке грузов.
Номенклатура реализуемой продукции:
- металлочерепица со скрытым креплением «Андалузия Люкс» имитирует натуральную черепицу и обладает отсутствием сквозных отверстий на поверхности листа, что значительно продлевает срок службы кровли. Металлочерепица изготавливается из оцинкованной стали с полимерным покрытием различной цветовой гаммы или из меди;
- доборные элементы представляют собой необходимые для монтажа кровли конструктивные элементы. Могут изготавливаться как в качестве дополнения к изготавливаемой металлочерепице, так и как самостоятельный продукт;
- штрипс оцинкованный используется как заготовка для дальнейшей переработки на линиях профилирования. При выпуске из производства штрипс передаётся на склад полуфабрикатов, с которого он может быть либо продан строннему покупателю, либо передан в производственный участок для переработки в профиль;
- профиль строительный из оцинкованной стали используются в строительстве "сухим способом" с применением гипсокартона. Такие профили используются во всех категориях зданий – жилых, общественных, промышленных и сельскохозяйственных. Строительные профили служат для формирования каркасов перегородок, облицовок и подвесных потолков. Стандартная длина профилей составляет 3 метра, но по согласованию с заказчиком могут изготавливаться с другими размерами. Изготавливается из штрипса;
- профиль армирующий служит стальным усилителем оконных конструкций из ПВХ (системы VEKA). Производится из штрипса;
- производство водогрейных котлов мощностью от 0,4 до 4,7 МВт, КПД 92%, обшивка котла выполнена в съемном исполнении, что дает возможность производить ремонтные работы без применения газо-резательных работ, экономить время и материалы. Конструкция котла предусматривает возможность узлового ремонта (поставляются ремкомплекты).
Номенклатура предоставляемых услуг:
- проектирование и изготовление металлоконструкций любой сложности;
- продольно-поперечная резка металла;
- изготовление из тонколистовых металлов различных нестандартных изделий.
Бухгалтерский учет предполагается вести централизованно в г. Барнауле с выпиской первичных документов на месте в г. Новоалтайске.
Целями деятельности предприятия являются:
- построение вертикально интегрированного предприятия по вторичной переработке продукции (металлопроката);
- создание условий для максимального удовлетворения спроса конечных потребителей в различных видах металлопродукции.
Организационная структура БЕ Металлоцентр с 01.10.2006 года имеет вид в соответствии с приложением А.
В конце 2006 года компания «Сибирский металлоцентр» запустила в эксплуатацию завод на базе производственно-складского комплекса в г. Новоалтайске, специализирующийся на производстве различных изделий из металлопроката. Поэтому постановка эффективного учета производственного процесса является для предприятия наиболее актуальной задачей, решение которой обеспечит высокое качество продукции, отлаженный производственный процесс, индивидуальный подход к каждому клиенту и т.п. на основе современных технологий.
На сегодняшний день производственный учет ведется бухгалтером и экономистом непосредственно на территории завода в г. Новоалтайске с помощью электронных таблиц в Microsoft Excel и АСУП «Мамонт», предназначенной для торговых предприятий. Так как специфика торгового учета отличается от производственного учета, АС подобного типа не может полностью соответствовать требованиям, предъявляемым к системе.
В связи с этим сотрудники БЕ Металлоцентр осуществляют планирование и составление отчетности для анализа и контроля с помощью электронных таблиц в Microsoft Excel. Так же учет производственного процесса верхнего уровня выполняется ими на основе данных выгруженных из АСУП «Мамонт». Следовательно, сроки и трудоемкость обработки информации по учетным данным велики, что не удовлетворяет требованиям дирекции и начальника планово-экономического отдела БЕ Металлоцентр.
Поэтому в данной работе на примере ЗАО «Сибирский металлоцентр» рассматривается актуальная задача, связанная с автоматизацией учета производственного процесса металлоцентра.
Автоматизация учета производственного процесса производится с целью:
- получения возможности контроля за соблюдением установленных нормативов расходования материалов;
- оперативного выявления потерь заготовок и полуфабрикатов в процессе производства;
- планирования закупок товарно-материальных ценностей (ТМЦ) для обеспечения плана производства предприятия в количественно-суммовом выражении;
- составления автоматических отчетов сопоставления фактических затрат с предполагаемыми и нормативными.
На сегодняшний день существует масса проблем связанных с эффективным учетом на производственном предприятии. Что характерно и для новой в Алтайском крае предметной области – переработки металла.
Наиболее важные и специфичные для металлоцентра требования к ведению учета производственного процесса представлены в таблице 1.2.
Таблица 1.2 – Основные требования к ведению производственного учета
| Требования к учёту производственного процесса | Цели учёта производственного процесса |
| 1 Возможность введения и корректировки нормативов затрат на единицу изделия, формирования плановой калькуляции выпускаемой продукции в виде технологической карты. Возможность составления и использования произвольного количества спецификаций затрат для одного вида продукции. | Необходимо для автоматического формирования отчёта по потребностям производства в сырье и материалах в зависимости от планов выпуска. При производстве некоторых видов изделий возможна замена пронормированных материалов их аналогами, либо другими материалами с отличной ценой или нормой, поэтому на один вид изделия возможно составление нескольких спецификаций. |
| 2 Возможность разузлования сложных изделий, использования дерева нормативных затрат. | На заводе планируется производство на заказ, необходимо предусмотреть возможность просмотра дерева нормативных затрат. |
| 3 Возможность автоматического расчета полной фактической себестоимости выпущенной продукции по итогам месяца, как по видам продукции, так и в расчёте на единицу продукции. | Специфика предприятия не позволяет вручную снимать остатки незавершённого производства, и соответственно корректного расчёта фактической себестоимости продукции, поэтому необходимо предусмотреть автоматический расчёт незавершенного производства и фактической себестоимости. |
| Требования к учёту производственного процесса | Цели учёта производственного процесса |
| 5 Возможность учета выпуска готовой продукции на основании нормативов затрат, а также индивидуальных спецификаций для каждого выпуска. | Индивидуальные спецификации необходимы для производства котлов, каждая единица изделия имеет свои отличительные особенности. |
| 6 Возможность определения потребностей в сырье на основании планово-нормативной информации. | Для своевременного снабжения производства недостающими материалами необходимо автоматическое определения потребностей производства в сырье, при условии наличия плана производства. |
| 7 Возможность планирования объемов производства и контроля исполнения планов. | Для корректного составления и исполнения планов по затратам и прибылям организации необходимо планировать производство на каждый месяц с разбивкой по неделям. |
После определения требований к ведению учета производственного процесса начальнику планово-экономического отдела БЕ Металлоцентр была предложена информационно-логическая модель учета производственного процесса в рамках рассматриваемого предприятия.
На основе созданной модели была предложена реализация основных элементов автоматизированной системы учета производственного процесса с функционалом, удовлетворяющим заказчика.
Основная задача разработки – обеспечить возможность планирования объемов производства и контроля исполнения планов. Реализация данной задачи позволит руководству БЕ Металлоцентр еженедельно выполнять контроль за фактическим выпуском продукции, а также своевременно выявлять причины срывов сроков выполнения плана производства для принятия мер по их устранению. Поскольку для корректного составления и исполнения планов по затратам и прибылям организации необходимо планировать производство на каждый месяц с разбивкой по неделям.
2. Информационно-логическая модель учета производственного процесса металлоцентра 2.1 Современные методологии и инструментальные средства моделирования бизнес-процессов
Под методологией (нотацией) создания модели (описания) бизнес-процесса понимается совокупность способов, при помощи которых объекты реального мира (например, деятельность организации) и связи между ними представляются в виде модели. Любая методология (методика) включает три основных составляющих:
- теоретическая база;
- описание шагов, необходимых для получения заданного результата;
- рекомендации по использованию как отдельно, так и в составе группы методик.
Если в основу методологии заложена теоретическая база (например, математическая модель, способная предсказать поведение системы), то ее наличие делает методологию более серьезной и обоснованной. Однако и в случае отсутствия ![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() теории (отсутствия математической модели) методологии также могут успешно применяться. Основное в методологии - дать пользователю практическую последовательность шагов, которые приводят к заданному результату. Именно способность получать результат с заданными параметрами характеризует эффективность методологии. Методологии могут использоваться как отдельно, так и в ряду других методологий.
теории (отсутствия математической модели) методологии также могут успешно применяться. Основное в методологии - дать пользователю практическую последовательность шагов, которые приводят к заданному результату. Именно способность получать результат с заданными параметрами характеризует эффективность методологии. Методологии могут использоваться как отдельно, так и в ряду других методологий.
В настоящее время на рынке присутствует несколько методологий. Часть из них основана на государственных стандартах, часть – на корпоративных разработках компаний, часть – выдвинута отдельными авторами, но все можно классифицировать по трем категориям:
- методологии ведения проекта;
- методологии моделирования и анализа бизнес-процессов;
- методологии использования программных продуктов для моделирования бизнес-процессов в проекте.
Последовательно рассмотрим каждую из трех групп методологий.
Существует несколько достаточно четко идентифицируемых методологий ведения проектов, связанных с изменением бизнес-процессов, существующих в организации. Одним из известных подходов, является методология Хаммера и Чампи, известная как «реинжиниринг бизнес-процессов». Реинжиниринг по Хаммеру и Чампи — это «фундаментальное переосмысление и радикальное перепроектирование деловых процессов для достижения резких, скачкообразных улучшений в решающих, современных показателях деятельности компании, таких как стоимость, сервис и темпы». Основой указанного подхода является рассмотрение деятельности организации «с чистого листа» и разработка новых, более эффективных бизнес-процессов. Методология Хаммера и Чампи развивается уже более 10 лет. Из аналитических материалов зарубежной прессы известно, что 80—90% проектов, заявленных как проекты реинжиниринга бизнес-процессов, потерпели неудачу. Проблемы здесь следует искать не в самой методологии Хаммера и Чампи, а в способах управления организацией, в частности, в заинтересованности руководителей верхнего уровня и их активном участии в проекте. Для сегодняшнего момента можно было бы переформулировать определение реинжиниринга бизнес-процессов как деятельность, основанную на представлении организации в виде ряда взаимосвязанных бизнес-процессов и направленную на их регулярный анализ и улучшение.
Кроме методологии Хаммера и Чампи, существуют и другие методологии, не имеющие однозначного авторства, но принадлежащие отдельным компаниям, например, методологии выполнения проектов по внедрению систем автоматизации Oracle, SAP R/3, BAAN, RUP компании Rational и др.
Ко второй группе методологий относятся методологии моделирования и анализа бизнес-процессов. В настоящее время существует несколько базовых способов описания процессов, основанных как на стандартах (IDEF0), так и на общепринятых подходах (DFD). Кроме того, существует ряд нотаций (методологий) описания процессов, предложенных отдельными компаниями — разработчиками программных продуктов. К числу последних относятся методологии ARIS (еЕРС) компании IDS Scheer AG, Германия.
К третьей группе методологий относятся методологии использования программных продуктов для создания моделей бизнес-процессов. Следует отметить, что знать нотацию и уметь ее эффективно использовать на практике — далеко не одно и то же. Современные средства моделирования настолько сложны в применении, что требуют разработки специальных методик их применения в проекте. Поэтому для простых проектов часто бывает целесообразнее использовать стандартный язык рисования блок-схем и простейшие инструменты их создания (редакторы Microsoft Word, Visio и т.д.).
Резюмируя обсуждение методологий, следует отметить, что методологии являются не самоцелью, а лишь средством достижения целей проекта. Методология моделирования бизнес-процессов — это одна из нескольких используемых методологий.
Можно дать следующее определение термина «моделирование бизнес-процессов» организации:
Моделирование бизнес-процессов — это отражение субъективного видения реально существующих в организации процессов при помощи графических, табличных, текстовых способов представления.
Итак, моделирование — это процесс отражения реальной деятельности организации при помощи специальной методологии. Важно понимать, что процесс моделирования является субъективным. Дело в том, что 80% информации для формирования моделей поступает от интервьюируемых сотрудников и руководителей организации. При этом субъективными являются как мнение сотрудников о реальном ходе работ, так и взгляд на процессы аналитика, проводившего интервью. Опыт показывает, что степень субъективности полученных моделей может стать серьезным препятствием для дальнейшего их использования. Поэтому существуют различные способы устранения этой субъективности [17].
Рассмотрим современные инструментальные средства моделирования бизнес-процессов. В настоящее время на российском рынке представлено достаточно большое количество CASE-систем, многие из которых позволяют, так или иначе, создавать описания (модели) бизнес-процессов предприятий. Очевидно, что выбор системы в значительной мере определяет весь дальнейший ход проекта. Рациональный выбор системы возможен при понимании руководством компании, и ее специалистами нескольких аспектов:
- целей проекта;
- требований к информации, характеризующей бизнес-процессы и необходимой для анализа и принятия решений в рамках конкретного проекта;
- возможностей CASE-систем по описанию процессов с учетом требований.
Говорить о преимуществе той или иной системы бессмысленно, пока не определены тип и рамки проекта, основные задачи, которые данный проект должен решить. Можно провести сравнение наиболее популярных систем: ARIS Toolset и BPWin.
Функциональные возможности инструментальных средств моделирования ARIS Toolset и BPWin можно корректно сравнивать только по отношению к определенному кругу задач. В данном исследовании рассматривается задача формирования моделей (описания) бизнес-процессов предприятия. Каждая из рассматриваемых систем имеет свои преимуществ и недостатки. В зависимости от решаемых задач эти преимущества могут как усиливаться, так и наоборот. То же касается и недостатков: недостаток системы в рамках одного проекта, может не быть недостатком в рамках другого. Например, отсутствие четких соглашений по моделированию управляющих воздействий в рамках eEPC ARIS может привести к созданию моделей, не отвечающих на поставленные вопросы, в то время как нотация IDEF0 системы BPWin позволяет решить эту задачу. С другой стороны, описание процедуры, выполняемой одним сотрудником, может быть описано более адекватно при помощи eEPC ARIS, чем IDEF0 или IDEF3 BPWin [57]. Сравнение функциональных возможностей систем приводится в приложении Б.
Сравнивая две системы, следует сразу отметить, что для хранения моделей в ARIS используется объектная СУБД, и под каждый проект создается новая база данных. Для удобства пользователя модели (объекты моделей) могут храниться в различных группах, организованных в зависимости от специфики проекта. Вполне естественно, что в ARIS-е предусмотрены различные функции по администрированию базы данных: управление доступом, консолидация и т.п. В BPWin данные модели хранятся в файле, что существенно упрощает работу по созданию модели, но с другой стороны ограничивает возможности по анализу объектов модели. В Model Mart так же предусмотрено администрирование базы данных.
Часто одним из недостатков BPWin сторонники ARIS-а называют ограничение по количеству объектов на диаграмме. Однако опыт реальных проектов показывает, что для проекта, результаты которого можно реально использовать (критерий - обозримость), количество объектов в базе данных ARIS или модели BPWin составляет 150-300. Это означает, что при 8 объектах на одной диаграмме, общее количество диаграмм (листов) в модели составит 20-40. Базы данных ARIS Toolset (как и BPWin), содержащие более 500 объектов, фактически невозможно использовать. Следует подчеркнуть, что модель создается для выделения и анализа проблем, т.е. требуется детальное описание наиболее сложных, проблемных областей деятельности, а не тотальное описание всех процессов. Как ни странно, среди директоров компаний существует вера в то, что детальное описание процессов само по себе представляет ценность и может решить многие проблемы. Это далеко не так. Именно понимание того, что нужно описывать и какие аспекты функционирования реальной системы при этом отражать, определяет успех проекта по моделированию бизнес-процессов.
ARIS предоставляет существенно больше возможностей по работе с отдельными объектами модели, но именно вследствие чрезмерного количества настроек работа по созданию модели должна регламентироваться сложной, многоаспектной документацией. В свою очередь, BPWin отличается простотой в использовании, и достаточной строгой регламентацией при создании диаграмм (стандарт IDEF и рекомендации по его применению, бланк IDEF для создания диаграммы, ограниченное количество обязательно заполняемых полей, ограничение количества объектов на одной диаграмме и т.д.). ARIS, безусловно, является более «тяжелым» инструментом, по сравнению с BPWin, но это в итоге оборачивается значительными трудностями и высокими затратами на его эксплуатацию.
Таким образом, для ведения небольших по масштабам (малые и средние предприятия, 2-5 человека в группе консультантов) и длительности (2-3 месяца) проектов рационально использовать BPWin. Для крупных и/или длительных проектов (например, внедрение системы непрерывного улучшения бизнес-процессов, ISO, TQM) больше подходит ARIS [17].
В данной работе в качестве инструментального средства для функционального моделирования и анализа деятельности предприятия была выбрана методология ARIS, предполагающая определенный подход к формализации информации о деятельности организации и представление ее в виде графических моделей, удобном для понимания и анализа. Модели, создаваемые по методологии ARIS, отражают существующую ситуацию с той или иной степенью приближенности. Степень детализации описания зависит от целей проекта, в рамках которого проводится моделирование. Модели ARIS могут быть использованы для анализа и выработки различного рода решений по реорганизации деятельности предприятия, в том числе по внедрению информационной системы управления, разработке систем менеджмента качества.
Методология ARIS реализует принципы структурного анализа и позволяет определить и отразить в моделях основные компоненты организации, протекающие процессы, производимую и потребляемую продукцию, используемую информацию, а так же выявить взаимосвязи между ними.
Создаваемые модели представляют собой документированную совокупность знаний о системе управления, включая организационную структуру, протекающие процессы, взаимодействия между организацией и субъектами рынка, состав и структуру документов, последовательность шагов процессов, должностные инструкции отделов и их сотрудников. В отличие от других подходов, методология ARIS предполагает хранение всей информации в едином репозитории, что обеспечивает целостность и непротиворечивость процесса моделирования и анализа, а также позволяет проводить верификацию моделей [26].
Преимущества методологии ARIS:
- возможность рассматривать объект с разных точек зрения;
- разные уровни описания, обеспечивающие поддержку концепции жизненного цикла систем;
- дифференцированный взгляд на анализируемый объект (организацию, систему управления и т.д.);
- богатство методов моделирования, отражающих различные аспекты исследуемой предметной области, позволяет моделировать широкий спектр систем (организационно-хозяйственных, технологических и прочих);
- все модели и объекты создаются и хранятся в единой базе проекта, что обеспечивает построение интегрированной и целостной модели предметной области;
- возможность многократного применения результатов моделирования; накопленное корпоративное знание о всех аспектах деятельности организации может в дальнейшем служить основой при разработке различных проектов непосредственно в среде ARIS и с использованием интерфейсов и других средств.
Определим предназначение системы ARIS.
Инструментальная система ARIS, реализующая методологию ARIS, предназначена для визуального представления принципов и условий функционирования различного рода организаций, а также для анализа их деятельности по различным показателям. Целью такого анализа является определение идеальных характеристик, реформирование организационной структуры, функций, бизнес-процессов, используемых данных.
В рамках методологии ARIS имеется также возможность определить требования к автоматизированной системе управления и провести ее проектирование.
Рассматриваемая методология ARIS основана на разработанной профессором А.В. Шеером теории «Архитектура интегрированных информационных систем» (Architecture of Integrated Information System – ARIS). Она определяет принципы моделирования практически всех аспектов деятельности организаций, что является ее коренным отличием от других методологий.
Эта методология имеет два основных преимущества:
- позволяет выбрать методы и интегрировать их, опираясь на основные особенности моделируемого объекта;
- служит базой для управления сложными проектами, поскольку благодаря структурным элементам содержит встроенные модели процедур для разработки интегрированных информационных систем.
Такая архитектура дает возможность вводить в применяемые методы элементы стандартизации. Новые методы моделирования, а также те, в основе которых лежит концепция ARIS, были интегрированы в рамках архитектуры, что позволило создать комплексный метод моделирования бизнес-процессов.
Более того, архитектура ARIS явилась основой ARIS Toolset – инструментальной среды, разработанной компанией IDS Scheer AG. Инструментарий ARIS позволяет проводить построение, анализ и оценку рабочих процессов компании в терминах методологии организации бизнес-процессов. Кроме того, ARIS предоставляет достаточно простые средства для документирования и моделирования процессов.
В данной работе была использована диаграмма еЕРС (в виде столбцов) – еЕРС (column display). Данная диаграмма входит в расширенный методологический фильтр.
В диаграммах еЕРС (в виде столбцов) все символы располагаются в столбцах. Преимущество такого представления состоит в том, что еЕРС-диаграмма интерпретируется гораздо проще. Элементы организационной структуры и информационной системы выносятся в заголовок диаграммы. Все другие символы размещаются во второй строке каждого столбца.
Отличительная особенность всех моделей, которые представляются с помощью строк и столбцов, заключается в том, что в них автоматически создаются невидимые (подразумеваемые) отношения. Например, при моделировании прикладных систем и функций подразумеваемое отношение «поддерживают» автоматически создается по умолчанию в одном из столбцов диаграммы еЕРС (в виде столбцов). Отношение «выполняет» будет создано автоматически между элементами организационной структуры и функциями. Можно ввести дополнительные столбцы, названия которых будут соответствовать подразумеваемым отношениям.
В диаграммах еЕРС (в виде столбцов) моделирование ведется сверху вниз, имеются широкие возможности по представлению диаграмм [26]. Графическое представление модели может быть изображено при помощи различных цветов, шрифтов и прочих параметров представления, которые выделяют важные или, наоборот, тушируют незначительные аспекты модели. Эта, незначительная на первый взгляд, возможность является ключевой во время представления и обсуждения модели с заказчиком или экспертами предметной области, так как правильно подобранное графическое представление позволяет им быстрее сориентироваться в модели.
В данной работе для проектирования автоматизированной системы использовалось средство моделирования BPwin.
Компания Logic Works, разработчик BPwin, сейчас входящий в Computer Associates, работает на рынке технологий моделирования уже более 10 лет, предлагая пользователям самые современные инструменты моделирования.
BPwin является мощным средством моделирования и документирования бизнес-процессов. Этот продукт использует технологию моделирования IDEF0 (Integration Definition for Function Modeling) - наиболее распространенный стандарт, который принят для моделирования бизнес-процессов. Диаграммы IDEF0 наглядны и просты для понимания, в то же время они формализуют представление о работе компании, помогая с легкостью находить общий язык между разработчиком и будущим пользователем приложения.
Кроме стандарта IDEF0, BPwin поддерживает также методологии моделирования DFD (data flow diagram) и IDEF3 (workflow). Методология DFD служит для описания потоков данных, которые возникают в результате деятельности компании. Методология IDEF3 служит для графического описания потока процессов (работ), взаимодействия процессов и объектов, которые изменяются этими процессами.
В зависимости от корпоративного стандарта по проведению системного анализа бизнес-процессов на начальном этапе проектирования системы, могут использоваться различные типы или комбинации этих методологий моделирования.
Последняя версия продукта BPwin 4.1 (сегодня называется AllFusion Process Modeller) была выпущена в начале 2002 года и намного превзошла предыдущие версии, как по функциональности, так и по удобству пользовательского интерфейса.
Функциональность BPwin заключается не только в рисования диаграмм, но и в проверке целостности и согласованности модели. BPwin обеспечивает логическую четкость в определении и описании элементов диаграмм, а также проверку целостности связей между диаграммами. Инструмент обеспечивает коррекцию наиболее часто встречающихся ошибок при моделировании, таких, как «зависание» связей при переходе от диаграммы к диаграмме, нарушение ассоциации связей в различных диаграммах модели и т.п. Кроме того, BPwin поддерживает пользовательские свойства, которые применяются к элементам диаграммы для описания специфических свойств, присущих данному элементу.
BPwin имеет широкие возможности по представлению диаграмм. Графическое представление модели может быть изображено при помощи различных цветов, шрифтов и прочих параметров представления, которые выделяют важные или, наоборот, тушируют незначительные аспекты модели. Эта, незначительная на первый взгляд, возможность является ключевой во время представления и обсуждения модели с заказчиком или экспертами предметной области, так как правильно подобранное графическое представление позволяет им быстрее сориентироваться в модели.
Что касается пользовательского интерфейса, то основное внимание было уделено развитию средств навигации по модели в сравнении с предыдущими версиями. Теперь BPwin имеет удобный проводник, который представляет иерархическую структуру модели в удобном и простом для понимания виде.
Нотация DFD – это улучшенный вариант методологии IDEF1. По набору графических элементов DFD и IDEF1, практически неотличимы.
Пакет BPWin основан на методологии IDEF0 и предназначен для функционального моделирования и анализа деятельности предприятия. Модель в BPWin представляет собой совокупность SADT-диаграмм, каждая из которых описывает отдельный процесс, разбивая его на шаги и подпроцессы. С помощью соединяющих дуг описываются объекты, данные и ресурсы, необходимые для выполнения функций модели. Кроме того, можно указать стоимость, продолжительность и частоту выполнения каждого процесса. Эти характеристики в дальнейшем могут быть просуммированы с целью вычисления общей стоимости затрат, выявляя таким образом узкие места технологических цепочек и определяя затратные центры. BPWin может импортировать фрагменты информационной модели из описываемого ниже средства проектирования баз данных ERWin (при этом сущности и атрибуты информационной модели ставятся в соответствие дугам SADT-диаграммы). Генерация отчетов по модели может осуществляться в форматах MS Word и MS Excel.
Все вышеперечисленные возможности BPwin делают его лидером среди недорогих CASE-инструментов, предназначенных для анализа деятельности предприятия и проектирования информационных систем.
2.2 Разработка информационно-логической модели учета производственного процесса ЗАО «Сибирский металлоцентр»
Производственный процесс является наиболее важным в деятельности большинства предприятий реального сектора экономики. Именно на данном этапе происходит формирование конечного продукта, выпускаемого предприятием [58].
Этап производственного процесса обычно сопровождается следующими данными:
- данными о запасах сырья и материалов (на производственных складах, если они отделены от общих складов), находящихся в материальной ответственности сотрудников производственного отдела;
- данными о запасах готовой продукции и полуфабрикатов, находящихся на производственных складах;
- информацией об использованных в производственном процессе запасах сырья и материалов;
- информацией об издержках, которые предприятие может четко идентифицировать как относящиеся именно к производственному этапу и, соответственно, относимые на себестоимость продукции.
Описание производственного процесса металлоцентра связано с рассмотрением функций подразделений, отделов и сотрудников, анализируя которые можно построить логическую модель информационных процессов. Информационно-логическая модель должна полностью отражать процессы деятельности, которыми планирует заниматься ЗАО «Сибирский металлоцентр» с учетом поставленной задачи по автоматизации.
Для разработки информационно-логической модели производственных процессов БЕ Металлоцентра необходимо использовать современные методологии структурного моделирования.
В данной работе в качестве инструментального средства для функционального моделирования и анализа деятельности предприятия была выбрана методология ARIS, предполагающая определенный подход к формализации информации о деятельности организации и представление ее в виде графических моделей, удобном для понимания и анализа.
Для проектирования автоматизированной системы учета производственного процесса использовалось средство моделирования BPwin.
Результат моделирования основных производственных процессов и потоков данных, средствами программного продукта ARIS с использованием диаграммы eEPC (column display) представлен на рисунках 2.1, 2.4 - 2.13.
На рисунках 2.2, 2.3, 2.14 – 2.20 изображены бизнес-процессы не входящие в процесс производства, но имеющие связь с ним.
Модели проектирования автоматизированной системы, построенные с помощью инструментального средства BPwin с использованием диаграммы IDEF0 и DFD, представлены на рисунках 2.21 и 2.22. Здесь процессы рассмотрены с учетом наличия разрабатываемой автоматизированной системы учета производственного процесса металлоцентра.

Рисунок 2.1 – Бизнес-процесс «Составление плана производства продукции»
Модель деятельности металлоцентра, отображенная на рисунке 2.1, представляет описание бизнес-процесса «Составление плана производства продукции». Коммерческий директор при получении заявки клиента передает ее инженеру планово-диспетчерского отдела, который оценивает возможность выпуска требуемого количества изделий на предмет достаточности сырья и материалов, трудовых ресурсов и основных фондов. В случае невозможности выпуска требуемого количества изделий возвращает заявку коммерческому директору для корректировки. При наличии требуемого сырья и материалов, трудовых ресурсов и основных фондов инженер передает заявку экономисту для составления плана производства продукции на неделю или корректировки уже существующего плана в автоматизированной системе учета производственного процесса. Составленный (или скорректированный) план производства экономист утверждает у руководителя управления металлоснабжения и передает инженеру планово-диспетчерского отдела для дальнейшей его передачи на соответствующие производственные участки.
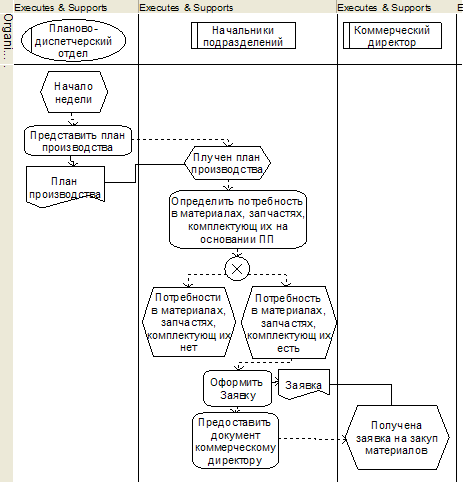
Рисунок 2.2 – Бизнес-процесс «Принятие решения о закупе материалов у внешних поставщиков»
Представленная на рисунке 2.2 модель процесса деятельности ЗАО «Сибирский металлоцентр» отражает все основные события, функции и документы, необходимые для принятия решения о закупе материалов у внешних поставщиков. Планово-диспетчерский отдел представляет план производства, на основании которого определяется потребность в материалах, запчастях, комплектующих. По необходимости приобретения материала начальники подразделений представляют заявку на закуп материалов коммерческому директору.
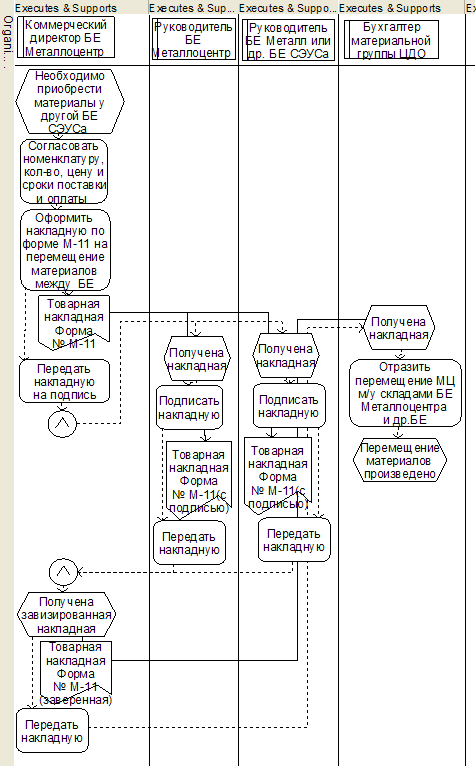
Рисунок 2.3 – Бизнес-процесс «Принятие решения о закупе материалов у БЕ Металл и других БЕ СЭУСа»
Из представленной на рисунке 2.3 модели процесса «Принятие решения о закупе материалов у БЕ Металл и других БЕ СЭУСа» видно, что коммерческий директор БЕ Металлоцентр согласовывает номенклатуру, количество, цену и сроки поставки и оплаты и оформляет накладную на перемещение товаров (материалов) между бизнес-единицами. Накладная подписывается руководителем БЕ Металлоцентр и руководителем соответствующей БЕ. По факту подписания коммерческий директор БЕ Металлоцентр передает накладную бухгалтеру материальной группы ЦДО, который отражает перемещение материалов между складами БЕ Металлоцентра и другими БЕ.
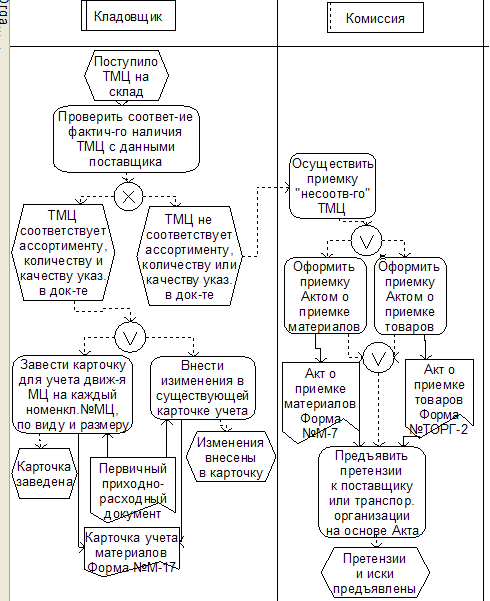
Рисунок 2.4 – Бизнес-процесс «Фактическое поступление ТМЦ»
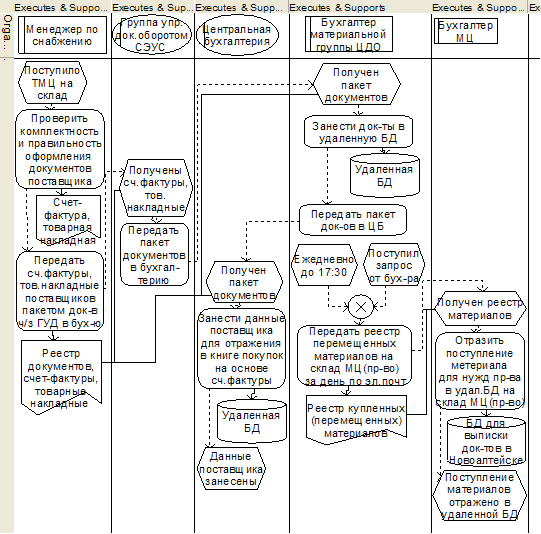
Рисунок 2.5 – Бизнес-процесс «Фактическое поступление ТМЦ»
Модели, отображенные на рисунках 2.4 и 2.5, представляют описание процесса «Фактическое поступление ТМЦ». По факту поступления ТМЦ на склад кладовщик проверяет соответствие фактического наличия с данными поставщика по ассортименту, количеству и качеству. Менеджер по снабжению отвечает за комплектность и правильность оформления документов поставщика. Менеджер по снабжению передаёт счет-фактуры и товарные накладные от поставщиков пакетом документов через ГУД в бухгалтерию. На основании счета-фактуры бухгалтер заносит данные поставщика для отражения в книге покупок.
При установлении несоответствия поступивших материалов ассортименту, количеству или качеству указанных в документах приемку осуществляет Комиссия, которая оформляет ее Актом о приемке материалов или Актом о приемке товаров (Форма № ТОРГ-2). Акт служит основанием для предъявления претензий и исков к поставщику или транспортной организации.
Ежедневно до 17 часов 30 минут или ранее по запросу происходит передача реестра купленных (перемещенных) материалов на склад МЦ (производство) за день бухгалтеру БЕ Металлоцентр по электронной почте. Бухгалтер БЕ Металлоцентр на основании полученного реестра незамедлительно отражает поступление материалов для нужд производства в удаленной БД на склад МЦ (производство).
По факту поступления ТМЦ на склад кладовщик заводит карточку учета материалов (Форма №М-17). Карточка ведется для учета движения материалов на каждый номенклатурный номер материала, по каждому виду и размеру. Записи в карточке кладовщик ведет на основании первичных приходно-расходных документов в день совершения операции.
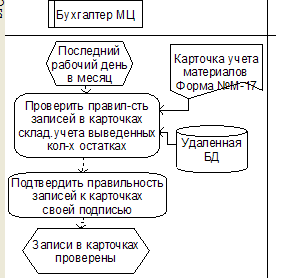
Рисунок 2.6 – Бизнес-процесс «Сверка остатков ТМЦ на складах по удалённой БД»
Из рисунка 2.6 видно, что каждый последний рабочий день в месяц бухгалтер МЦ проверяет правильность записей в карточках складского учета выведенных количественных остатков и подтверждает это своей подписью.
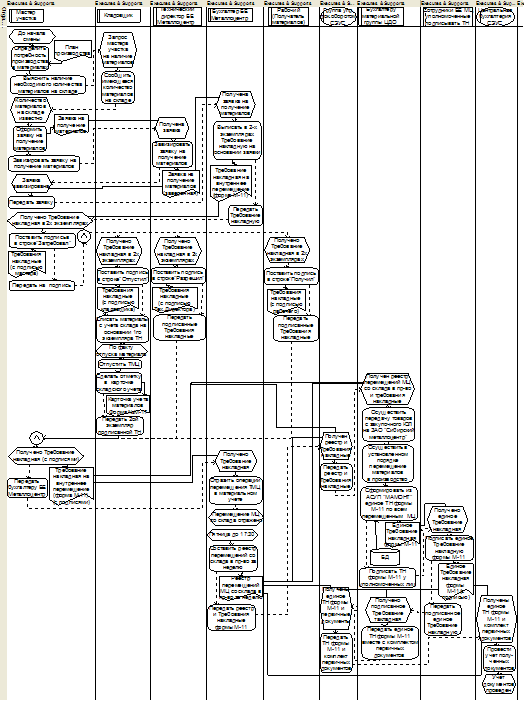
Рисунок 2.7 – Бизнес-процесс «Списание материала со склада в производство»
Представленная на рисунке 2.7 модель деятельности ЗАО «Сибирский металлоцентр» отражает процесс «Списание материала со склада в производство». Перед началом смены мастер участка определяет потребность производства в материалах в соответствии с планом производства на смену, выясняет у кладовщика наличие необходимого количества материалов на складе, оформляет заявку на получение материалов, визирует ее у технического директора БЕ Металлоцентр и передает бухгалтеру БЕ Металлоцентр.
Бухгалтер БЕ Металлоцентр на основании заявки мастера участка выписывает в 2-х экземплярах Требование накладную формы М-11 (без указания стоимости материалов) и передает мастеру для оформления и получения материалов со склада.
Требование накладную подписывают: в строке «Разрешил – технический директор БЕ Металлоцентр, в строке «Затребовал» - мастер; в строке «Отпустил» - кладовщик; в строке «Получил» - тот кто получает. Первый экземпляр накладной остается у кладовщика и является основанием для списания материалов с учета склада. Второй экземпляр накладной мастер передает бухгалтеру БЕ Металлоцентр для отражения операции перемещения ТМЦ в материальном учете.
Еженедельно в пятницу до 17 часов 30 минут бухгалтер МЦ составляет реестр перемещений материалов со склада в производство за неделю и передает вместе с требованиями накладными формы М-11 Бухгалтеру материальной группы ЦДО через ГУД пакетом документов.
Бухгалтер материальной группы ЦДО осуществляет в установленном порядке передачу товаров с закупочного юридического лица на ЗАО «Сибирский металлоцентр», перемещение материалов в производство и формирует из БД единое Требование накладную формы М-11 по всем перемещенным в производство за неделю материалам (по бухгалтерской стоимости ЗАО «Сибирский Металлоцентр»). Бухгалтер материальной группы ЦДО подписывает Требование накладную формы М-11 у сотрудников БЕ Металлоцентр, уполномоченных подписывать Требования накладные формы М-11, и передает вместе с комплектом первичных документов в ЦБ для учета через ГУД.
По факту отпуска материала на основании требования-накладной кладовщик отпускает ТМЦ, делает отметку в карточке складского учета.
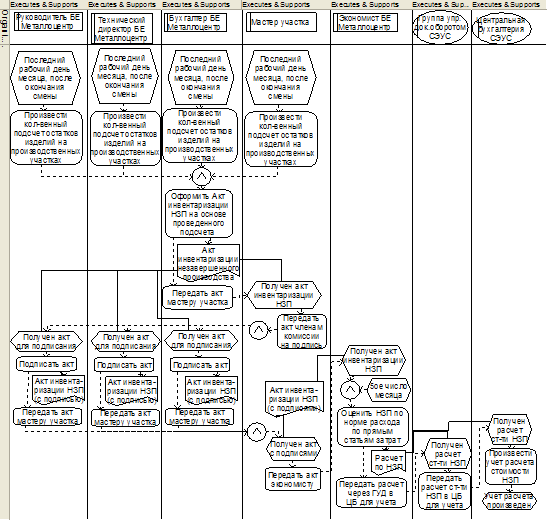
Рисунок 2.8 – Бизнес-процесс «Учёт незавершённого производства»
Из изображенной на рисунке 2.8 модели процесса «Учёт незавершённого производства» видно, что в последний рабочий день месяца, после окончания смены комиссия в составе: Председатель комиссии – Руководитель БЕ Металлоцентр, Члены комиссии – технический директор и бухгалтер БЕ Металлоцентр, и мастера участка производят количественный подсчет остатков изделий на производственных участках. На основе проведенного подсчета бухгалтер БЕ Металлоцентр оформляет Акт инвентаризации незавершенного производства и передает мастеру участка, который подписывает его у членов комиссии.
Подписанный Акт инвентаризации незавершенного производства передается экономисту БЕ Металлоцентр. 5-го числа каждого месяца экономист оценивает НЗП по норме расхода по прямым статьям затрат и передает расчет через ГУД в ЦБ для учета. Используется бухгалтером для определения доли фактических затрат в НЗП.
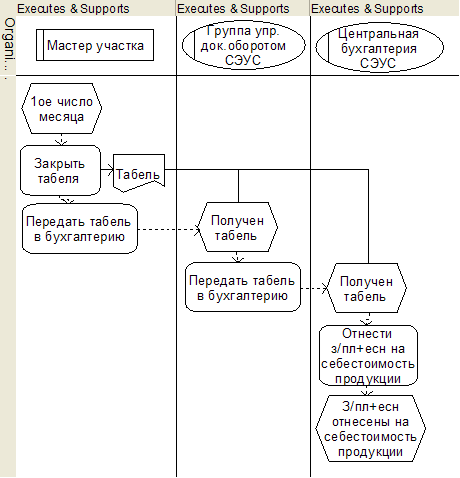
Рисунок 2.9 – Бизнес-процесс «Учёт рабочего времени»
Из рисунка 2.9 видно, что первого числа каждого месяца мастер участка закрывает, табеля и передает в бухгалтерию через ГУД для отнесения заработной платы и ЕСН на себестоимость продукции.
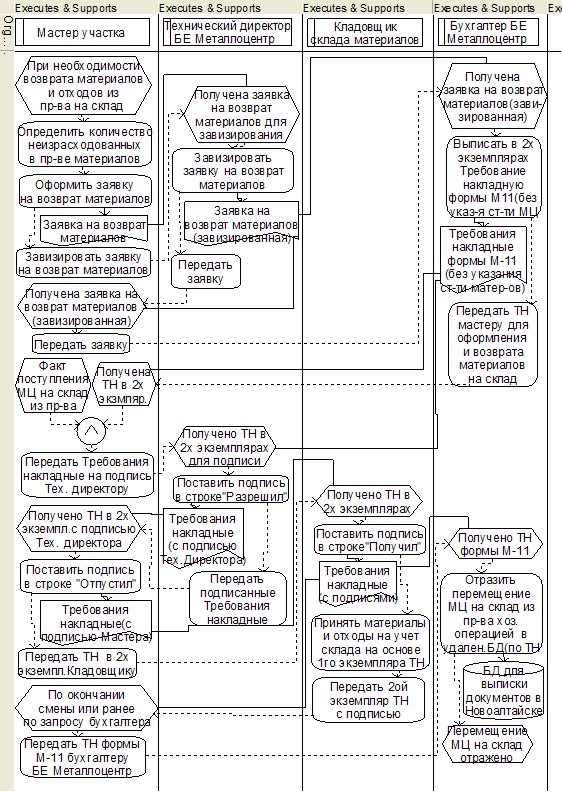
Рисунок 2.10 – Бизнес-процесс «Возврат материала из производства на склад»
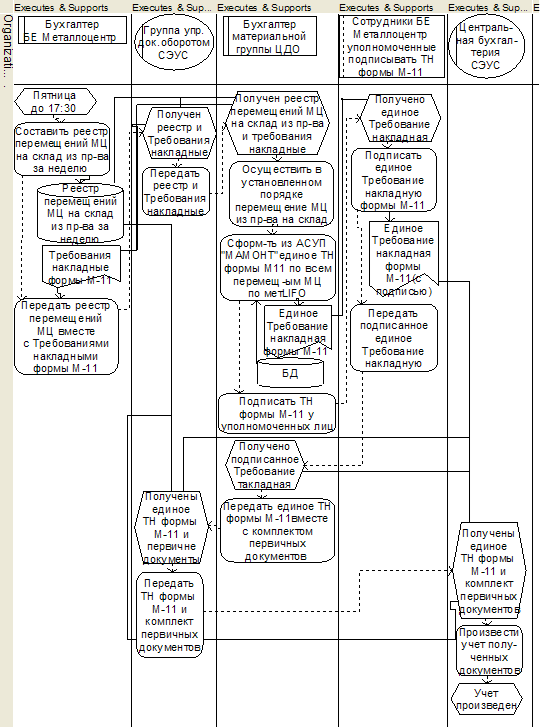
Рисунок 2.11 – Бизнес-процесс «Возврат материала из производства на склад»
Модели, отображенные на рисунках 2.10 и 2.11, представляют описание процесса «Возврат материала из производства на склад». При необходимости возврата материалов и отходов из производства на склад мастер участка определяет количество неизрасходованных в производстве материалов, оформляет заявку на возврат материалов, визирует ее у технического директора БЕ Металлоцентр и передает бухгалтеру БЕ Металлоцентр.
По факту получения заявки от мастера Бухгалтер БЕ Металлоцентр выписывает в 2-х экземплярах Требование накладную формы М-11 (без указания стоимости материалов).
Материалы приходуются на склад по учетным ценам. По факту поступления материалов на склад из производства требование накладную формы М-11 подписывают: в строке «Разрешил» – технический директор БЕ Металлоцентр; в строке «Отпустил» - мастер участка; в строке «Получил» - кладовщик склада материалов. Требование оформляется в двух экземплярах. Первый экземпляр накладной остается у кладовщика склада материалов и является основанием для принятия материалов и отходов на учет склада. Второй экземпляр накладной кладовщик по окончании смены или ранее передает бухгалтеру БЕ Металлоцентр. Бухгалтер БЕ Металлоцентр отражает перемещение материалов на склад из производства хозяйственной операцией в удаленной БД.
Еженедельно в пятницу до 17 часов 30 минут бухгалтер БЕ Металлоцентр составляет реестр перемещений на склад из производства за неделю и передает вместе с Требованиями накладными формы М-11 бухгалтеру материальной группы ЦДО через ГУД с пакетом первичных документов. На основании реестра перемещений материалов и отходов на склад из производства бухгалтер материальной группы ЦДО осуществляет в установленном порядке перемещение материалов из производства на склад МЦ (производство) и формирует из БД единое Требование накладную формы М-11 по всем перемещенным из производства за неделю материалам (по бухгалтерской стоимости ЗАО «Сибирский металлоцентр») по методу LIFO. Бухгалтер материальной группы ЦДО подписывает Требование накладную формы М-11 у сотрудников БЕ Металлоцентр, уполномоченных подписывать Требования накладные формы М-11, и передает вместе с комплектом первичных документов в ЦБ для учета через ГУД.
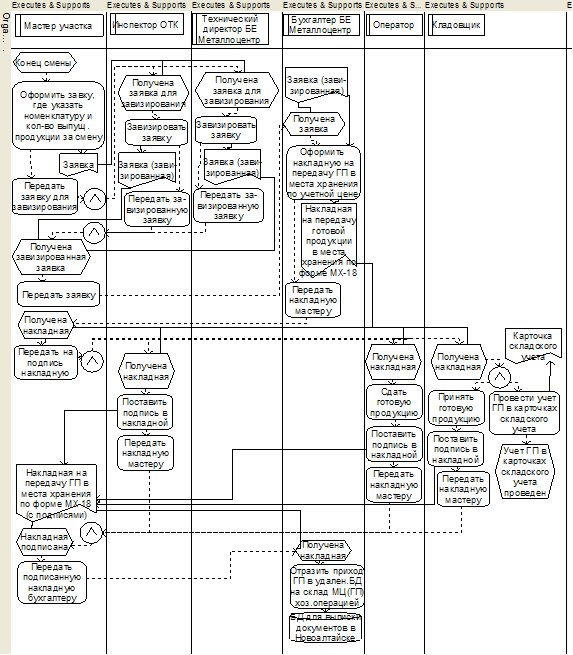
Рисунок 2.12 – Бизнес-процесс «Поступление готовой продукции на склад»
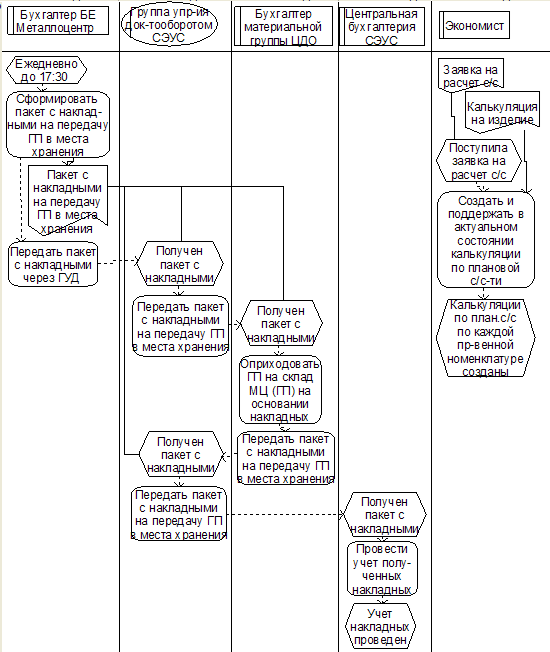
Рисунок 2.13 – Бизнес-процесс «Поступление готовой продукции на склад»
Из представленных на рисунках 2.12 и 2.13 моделей процесса «Поступление готовой продукции на склад» видно, что в конце смены мастер участка оформляет заявку бухгалтеру БЕ Металлоцентр, где указывает номенклатуру и количество выпущенной продукции за смену, и визирует ее у инспектора ОТК и технического директора БЕ Металлоцентр.
Бухгалтер БЕ Металлоцентр на основании заявки оформляет накладную на передачу готовой продукции в места хранения по форме МХ-18 по учетной цене и передает ее по электронной почте бухгалтеру материальной группы ЦДО и в бумажном виде мастеру участка, который подписывает накладную у оператора, сдающего продукцию, кладовщика, принимающего готовую продукцию, и инспектора ОТК.
Кладовщик ведет учет готовой продукции в карточках складского учета.
По факту получения подписанной накладной (МХ-18) бухгалтер БЕ Металлоцентр отражает приход готовой продукции в удаленной БД на склад МЦ (готовая продукция) хозяйственной операцией в удаленной БД.
Ежедневно до 17 часов 30 минут бухгалтер БЕ Металлоцентр формирует пакет с накладными на передачу готовой продукции в места хранения и передает его через ГУД бухгалтеру материальной группы ЦДО.
На основании полученных накладных на передачу готовой продукции в места хранения бухгалтер материальной группы ЦДО приходует готовую продукцию на склад МЦ (готовая продукция) и передает накладную в ЦБ для учета через ГУД. В течение месяца приход готовой продукции на склад учитывается по плановой себестоимости.
Экономист ПЭО создает и поддерживает в актуальном состоянии калькуляции по плановой себестоимости по каждой производимой номенклатуре.
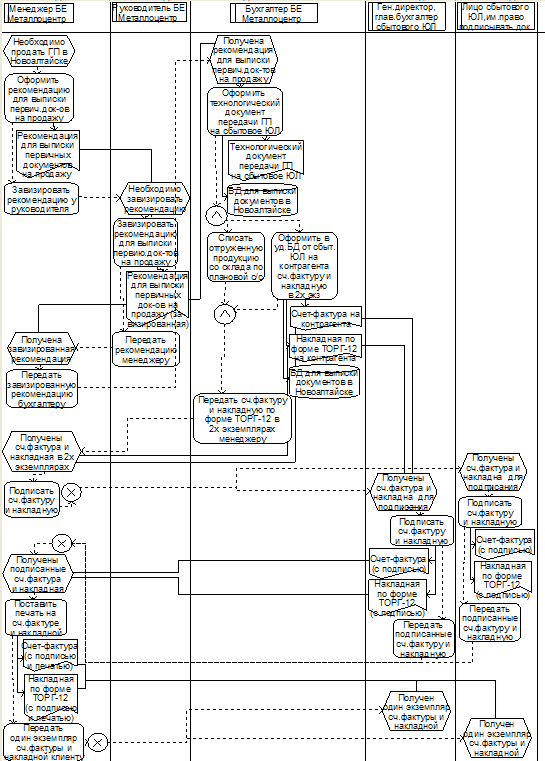
Рисунок 2.14 – Бизнес-процесс «Реализация готовой продукции с выпиской документов в г. Новоалтайске»
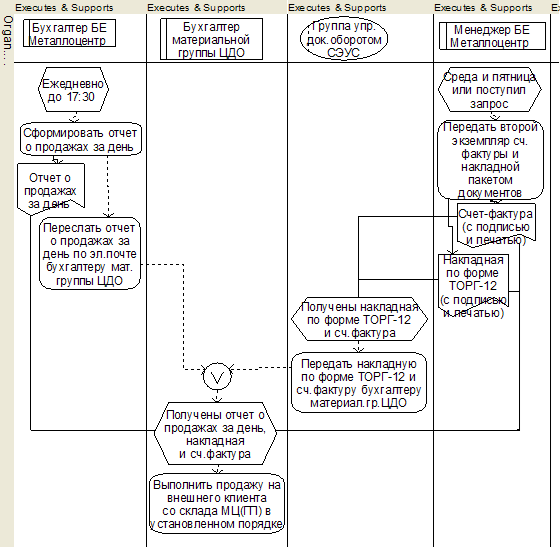
Рисунок 2.15 – Бизнес-процесс «Реализация готовой продукции с выпиской документов в г. Новоалтайске»
Показанные на рисунках 2.14 и 2.15 модели деятельности БЕ Металлоцентр отображают процесс «Реализация готовой продукции с выпиской документов в г. Новоалтайске». При продаже из Новоалтайска менеджер БЕ Металлоцентр оформляет рекомендацию для выписки первичных документов на продажу бухгалтеру БЕ Металлоцентр с указанием номенклатуры, количества и стоимости товаров, наименования клиента и пр. необходимых реквизитов и визирует ее у руководителя БЕ Металлоцентр.
Бухгалтер БЕ Металлоцентр на основании рекомендации от менеджера отражает продажу в удаленной БД: оформляет технологический документ передачи готовой продукции на сбытовое юридическое лицо, оформляет в удаленной БД от сбытового юридического лица на контрагента счет-фактуру и накладную по форме ТОРГ-12 в двух экземплярах и передает их менеджеру БЕ Металлоцентр.
Ежедневно до 17 часов 30 минут бухгалтер БЕ Металлоцентр формирует отчет о продажах за день и пересылает его по электронной почте бухгалтеру материальной группы ЦДО.
Каждую среду и пятницу (или чаще) менеджер БЕ Металлоцентр подписывает счет-фактуру и накладную у генерального директора и главного бухгалтера сбытового юридического лица или лиц, имеющих право подписывать счета-фактуры и накладные по доверенности, и ставит печати. Один экземпляр передает клиенту, второй – бухгалтеру материальной группы ЦДО для учета через ГУД пакетом документов. Бухгалтер материальной группы ЦДО на основании переданной счет-фактуры, накладной и переданного от бухгалтера БЕ Металлоцентр по электронной почте отчета о продажах выполняет продажу на внешнего клиента со склада МЦ (готовая продукция) в установленном порядке. В течение месяца отгруженная продукция списывается со склада по плановой себестоимости. По окончании месяца, когда известна фактическая себестоимость готовой продукции, делается распределение фактических затрат приходящихся на проданную готовую продукцию и остатку готовой продукции на складе.
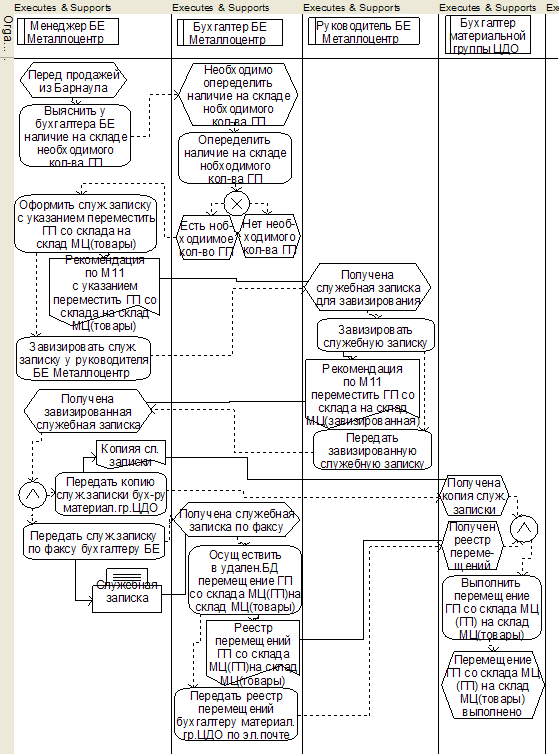
Рисунок 2.16 – Бизнес-процесс «Реализация готовой продукции с выпиской документов в г. Барнауле»
Модель, изображенная на рисунках 2.16 и 2.17, представляет описание процесса «Реализация готовой продукции с выпиской документов в г. Барнауле». Перед продажей из Барнаула менеджер БЕ Металлоцентр выясняет у бухгалтера БЕ Металлоцентр наличие на складе необходимого количества готовой продукции. После получения подтверждения о наличии требуемого количества готовой продукции на складе оформляет М-11, указывающей переместить готовую продукцию со склада МЦ (готовая продукция) на склад МЦ (товары), номенклатуры, количества и стоимости товаров и визирует ее у руководителя БЕ Металлоцентр и передает ее бухгалтеру БЕ Металлоцентр по факсу. Копию служебной записки передает бухгалтеру материальной группы ЦДО.
По факту получения накладной М-11 бухгалтер БЕ Металлоцентр осуществляет в удаленной БД перемещение готовой продукции со склада МЦ (готовая продукция) на склад МЦ (товары) и незамедлительно передает реестр бухгалтеру материальной группы ЦДО по электронной почте.
По факту получения копии служебной записки от менеджера БЕ Металлоцентр и реестра перемещений от бухгалтера БЕ Металлоцентр Бухгалтер материальной группы ЦДО выполняет перемещение готовой продукции со склада МЦ (готовая продукция) на склад МЦ (товары).
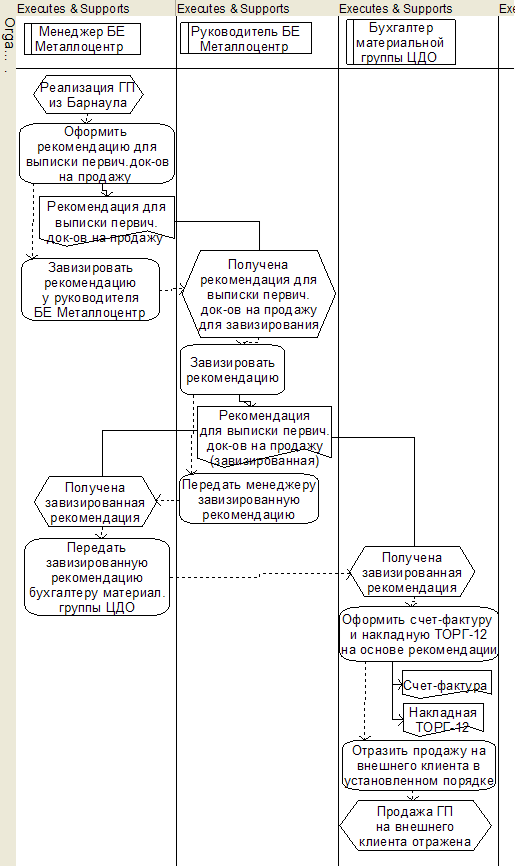
Рисунок 2.17 – Бизнес-процесс «Реализация готовой продукции с выпиской документов в г. Барнауле»
Из Барнаула реализация осуществляется только со склада МЦ (товары).
Менеджер оформляет рекомендацию для выписки первичных документов на продажу бухгалтеру материальной группы ЦДО с указанием номенклатуры, количества и стоимости товаров, наименования клиента и пр. необходимых реквизитов и визирует ее у руководителя БЕ Металлоцентр. Бухгалтер материальной группы ЦДО на основании переданной рекомендации оформляет счет-фактуру и накладную ТОРГ-12 и отражает продажу на внешнего клиента в установленном порядке.
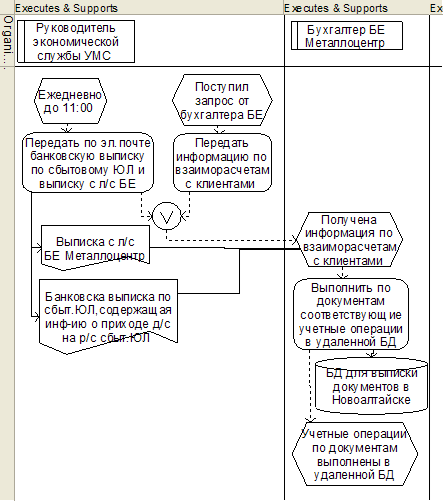
Рисунок 2.18 – Бизнес-процесс «Отражение движения денежных средств (Поступление ДС от покупателя)»
Из рисунка 2.18 видно, что каждый день до 11 часов руководитель экономической службы УМС передает бухгалтеру МЦ банковскую выписку по сбытовому юридическому лицу по электронной почте. Выписка банка с приложениями содержит информацию о приходе денежных средств на расчетный счет сбытового юридического лица, и выписку с лицевого счета БЕ Металлоцентр. Также предоставляется иная информация по взаиморасчетам с клиентами по запросу бухгалтера БЕ Металлоцентр.
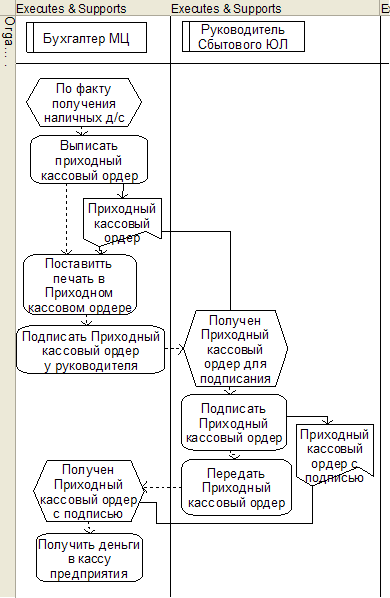
Рисунок 2.19 – Бизнес-процесс «Операции по поступлению наличных денежных средств»
Из представленной на рисунке 2.19 модели процесса «Операции по поступлению наличных денежных средств» видно, что по факту получения наличных денежных средств бухгалтер-кассир выписывает приходный кассовый ордер, ставит печать, подписывает его у руководителя, получает деньги в кассу предприятия.
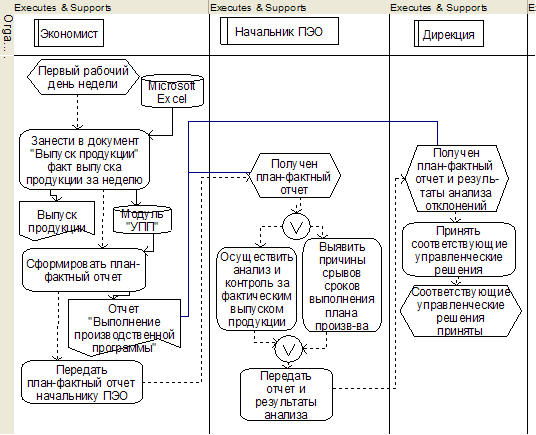
Рисунок 2.20 – Бизнес-процесс «Отражение факта производства продукции и составление план-фактного отчета»
Представленная на рисунке 2.20 модель бизнес-процесса «Отражение факта производства продукции и составление план-фактного отчета» показывает, что каждый первый рабочий день недели экономист создает документ «Выпуск продукции» на основе данных выгруженных из БД в формате таблицы Microsoft Excel списка покупок. Затем формирует план-фактный отчет производства продукции и передает его начальнику планово-экономического отдела для осуществления анализа и контроля за фактическим выпуском продукции и (или) выявления причин срывов сроков выполнения плана производства. Полученные результаты анализа отклонений вместе с план-фактным отчетом начальник предоставляет дирекции для принятия соответствующих управленческих решений.
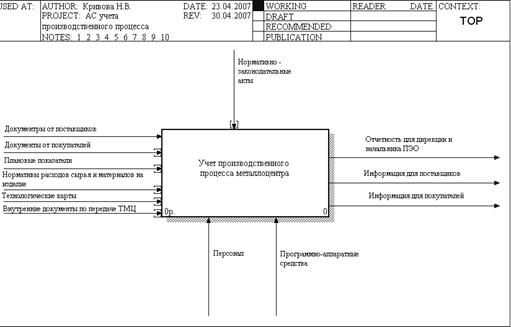
Рисунок 2.21 – Контекстная диаграмма «Учет производственного процесса металлоцентра»
Представленный на рисунке 2.21 функциональный блок учета производственного процесса металлоцентра в качестве входящих данных имеет документы от поставщиков и покупателей, плановые показатели, нормативы расходов сырья и материалов на изделие технологические карты, внутренние документы по передаче ТМЦ. Исполнение функций предусматривается средствами информационной системы и сотрудниками. В качестве правил, в рамках которых функционирует автоматизированная система учета производственного процесса металлоцентра, представлены документы, регламентирующие деятельность предприятия. Выходными данными для данного блока является отчетность для дирекции и начальника планово-экономического отдела, а также информация для поставщиков и покупателей.
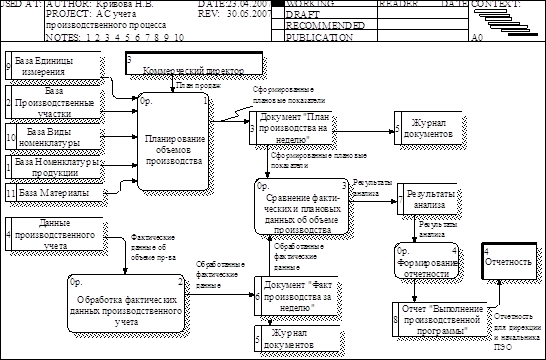
Рисунок 2.22 – Информационно-логическая модель «Планирование объемов производства и контроля исполнения планов» в нотации DFD
На рисунке 2.22 представлена информационно-логическая модель реализуемого элемента автоматизированной системы учета производственного процесса металлоцентра в виде модели потоков данных DFD. Для решения задачи автоматизации планирования объемов производства продукции и контроля исполнения планов в первую очередь необходимо составить план производства на неделю на основе плана продаж, полученного от коммерческого директора и справочников системы учета производственного процесса. Для того чтобы выполнить сравнение фактических и плановых данных об объеме производства, для начала необходимо обработать фактические данные производственного учета из базы учетных данных, существующей в формате Microsoft Excel в систему и на основе их создать документ «Факт производства продукции за неделю». Источниками данных базы учетных данных являются документы: требования-накладные формы М-11, приемо-сдаточные накладные, акты о браке и накладные на передачу готовой продукции формы МХ-18. Все сформированные документы хранятся в журналах документов. На основании анализа формируется отчет «Выполнение производственной программы». Основными пользователями данного отчета являются начальник планово-экономического отдела и дирекция управления.
Таким образом, были построены модели процессов, которые необходимы для решения основной задачи по автоматизации учета производственного процесса, а именно обеспечения планирования объемов производства и контроля исполнения планов. На основе анализа процессов разработана бизнес-логика производственного учета, на рисунке 2.23 показана модель верхнего уровня производственного учета.
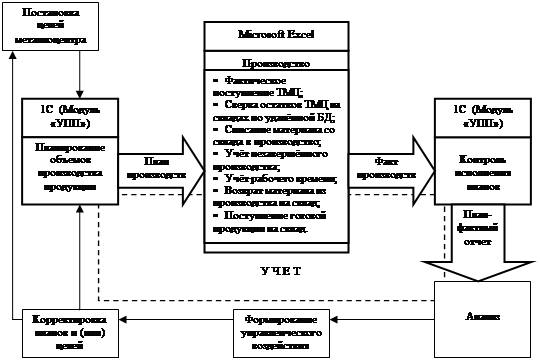
Рисунок 2.23 – Модель верхнего уровня производственного учета
Из рисунка 2.23 видно, что основными блоками для решения поставленной задачи являются: блок планирования объемов производства продукции, блок производства, а также блок контроля исполнения планов. Остальные функциональные блоки необходимы для понимания целостности и взаимосвязи функций управления, а также для представления места функции учета в деятельности предприятия.
Рассмотрим выделенные блоки. Блок планирования объемов производства продукции необходим для реализации целей предприятия. Для этого блока была построена функциональная модель с учетом наличия разрабатываемой автоматизированной системы в среде 1С: Предприятие. Результатом блока является документ «План производства», который необходим для организации процессов в блоке производства. Для блока производства также построены функциональные модели основных и вспомогательных бизнес-процессов. Здесь учет реализован с помощью электронных таблиц в Microsoft Excel с целью апробации информационных процессов. Так как результаты данного блока должны находиться под контролем, из собранных в ходе производства документов в разрабатываемой автоматизированной системе генерируется документ «Факт производства» и формируется план-фактный отчет «Выполнение производственной программы».
Анализ полученной в ходе контроля информации позволяет выявить отклонение от плана – по величине, направлению, причинам и на этом основании сформировать управленческое воздействие для корректировки планов.
Таким образом, можно сделать вывод, что учет служит основой всего цикла управления, а потому он не выделен в отдельный этап и показан блоком, охватывающим несколько этапов – планирование, производство, контроль и анализ.
На основании построенных схем были сформулированы следующие требования, предъявляемые к системе:
- хранение информации о номенклатуре продукции и необходимых для ее производства материалах и нормах расхода;
- планирование объемов производства продукции в количественном выражении (в соответствующих единицах измерения);
- планирование требуемого количества материала для реализации плана производства;
- обработка фактических данных производственного учета;
- учет выпуска продукции по участкам;
- контроль соответствия фактических и плановых данных об объеме производства;
- анализ отклонений фактических данных от установленных плановых показателей.
3. Автоматизированная система учета производственного процесса металлоцентра
3.1 Программно-технические средства общего назначения
Основным программным обеспечением всех, без исключений, компьютеров ИС является операционная система. Данный проект предусматривает использование прогрессивных операционных систем Microsoft Windows пользовательского и серверного исполнения.
Данное семейство операционных систем выбрано не случайно. Основанная в 1975 году корпорация Microsoft является признанным мировым лидером в производстве программного обеспечения, предоставлении услуг и разработке интернет-технологий для персональных компьютеров и серверов. Компания предлагает широкий спектр программных продуктов для делового и личного применения и услуг, призванных расширить возможности человека за счет использования современного программного обеспечения в любое время, в любом месте и на любом устройстве. С 1992 года в СНГ действует представительство Microsoft, в задачи которого входит развитие рынка программного обеспечения, а также внедрение и локализация новейших технологий на территории Азербайджана, Армении, Грузии, Белоруссии, Казахстана, Киргизии, России, Таджикистана, Туркмении, Узбекистана, Украины и Монголии.
Платформа Windows 2000 представляет собой операционную систему нового поколения, предназначенную для делового использования на самых разнообразных компьютерах – от переносных компьютеров до высококлассных серверов. Данная операционная система основывается на технологии NT (New Technology) и является наилучшей операционной системой для ведения коммерческой деятельности. Совместное использование операционных систем Windows 2000 Professional и Windows 2000 Server предоставляет предприятиям более полное и всеобъемлющее управление рабочими местами и использование распределенных сетей.
Впервые продукты Windows 2000 для клиента и сервера были специально разработаны для совместной работы, что позволяет снизить затраты на ведение бизнеса. Комплексные технологии управления, применяемые одновременно как на клиенте, так и на сервере, позволяют системным администраторам централизованно контролировать как настольные компьютеры, так и сети.
Работоспособность системы является критически важной для достижения успеха в современной «цифровой» экономике. Корпорация Майкрософт разработала операционную систему Windows 2000 для предоставления организациям наиболее надежной операционной системы для клиентов и серверов. На сегодняшний день Windows 2000 является одной из самых надежных версий Windows. Это означает более высокий показатель доступности системы, более надежную работу приложений, в общем, более устойчивую архитектуру системы, на которую можно положиться при деловом использовании.
Операционная система Windows поддерживает свыше 11000 устройств, включая самые новаторские устройства для ведения коммерческой деятельности с использованием ПК, кроме того, является масштабируемой. Она обеспечивает работу с малыми устройствами, например, со смарт-картами, цифровыми камерами, сканерами и устройствами, подключаемые с помощью шины USB.
В настоящее время архитекторы сетей и администраторы в нашей стране разбились на два лагеря:
- одни верят в надежность и простоту использования Windows;
- другие в производительность NetWare.
Компания Microsoft предлагает проанализировать сравнение Windows 2000 Server с NetWare 5.0.
Начнем сравнение по сетевой архитектуре.
Под сетевой архитектурой понимается предлагаемая сетевой операционной системой поддержка физических сетевых устройств и различных топологий локальных сетей. В таблице 3.1 каждая сетевая операционная система будет оцениваться исходя из используемой архитектуры драйверов устройств, ассортимента поддерживаемых драйверов и их доступности, а также по возможностям поддержки различных видов сетевой среды — Ethernet, Fast Ethernet, Gigabit Ethernet, Token Ring, FDDI, ARCnet.
Таблица 3.1 - Сравнительный анализ операционных систем Microsoft и Novell
| Возможность | Возможность NetWare 5.0 | Windows 2000 |
| Ethernet | + | + |
| Fast Ethernet | + | + |
| Gigabit Ethernet | + | + |
| Token Ring | + | + |
| ARCnet | + | + |
| FDDI | + | + |
| Собственная поддержка технологии ATM | - | + |
| Автоматическое обнаружение устройств при установке ОС | + | + |
| Автоматическое обнаружение устройств после установки ОС | - | + |
| Настройка оборудования системными средствами | - | + |
| Изменение конфигурации требует перезагрузки | + | - |
| Поддержка горячей замены сетевых адаптеров | + | - |
| Поддержка устройств Plug and Play | - | + |
| Поддержка управления питанием | - | + |
В NetWare 5.0 фирма Novell в качестве основы для обеспечения аппаратной совместимости сетевых устройств по-прежнему использует популярный формат драйверов устройств LAN, впервые появившийся в NetWare 3.x. В NetWare 5.0 в полном объеме поддерживаются все типы устройств.
Поскольку формат драйвера LAN прочно закрепился на рынке, сейчас широко доступны средства поддержки как нынешних, так и старых устройств для всех типов сетевой среды, включая Ethernet, Fast Ethernet, ARCnet, Token Ring и FDDI.
В Microsoft Windows 2000 Server использована модель 32-разрядных драйверов NDIS. Как и в Windows NT Server 4.0, обеспечена широкая поддержка различных видов оборудования и сетевой среды, что объясняется немалым временем использования стандарта 32-разрядных драйверов NDIS. Средствами операционной системы поддерживаются все стандартизированные сетевые технологии, включая Ethernet, Fast Ethernet, ARCnet, Token Ring и FDDI [29].
Динамические изменения конфигурации, такие как добавление и удаление драйверов устройств или изменение настроек имеющегося устройства, можно производить без перезагрузки сервера. Кроме того, в большинстве случаев допускается оперативное изменение аппаратных настроек конфигурации, например изменение типа трансивера (при условии, что данное устройство поддерживает функцию динамической настройки).
Рассмотрим систему управления питанием.
Windows 2000 Server также поддерживает все новейшие стандарты управления питанием, включая спецификации APM и ACPI. Благодаря этому у сетевых устройств, когда они не используются, можно отключать питание и динамически включать вновь с помощью входящих пакетов или исходящего трафика. Windows 2000 Server также поддерживает технологию Wake-on-LAN, позволяющую отключить питание у всего компьютера и затем вновь активизировать его, используя входящие сетевые запросы. Хотя эти возможности могут показаться ненужными большинству администраторов локальных сетей, они будут весьма полезны для пользователей, работающих в мобильном или энергосберегающем режиме. Поддержка стандартов APM и ACPI позволяет серверу Windows 2000 Server гораздо дольше работать в системах, питающихся от батарей, благодаря энергосберегающему режиму питания.
3.2 Специальные программные средства автоматизации процесса управления производствомДля того чтобы предприятие оставалось конкурентоспособным и прибыльным необходима информационная управленческая система, которая обеспечивает полный контроль производственного процесса, позволяет учитывать наличие и движение финансовых и материальных ресурсов и проводит всесторонний анализ производственной деятельности. Только в этом случае предприятие сможет быстро и правильно реагировать на изменения состояния рынка и действующего законодательства, своевременно выявлять недочеты в управлении производством, оперативно вносить коррективы в производственные программы [52].
На рынке в настоящее время существует большое количество информационных систем: БЭСТ-ПРО, Галактика, 1С: Предприятие, Microsoft Business Solution-Axapta, SAP-R/3. Рассмотрим наиболее известные информационные системы, такие как Microsoft Business Solution-Axapta, SAP-R/3 и Галактика [55].
Функциональность производственного контура Microsoft Business Solution-Axapta позволяет полностью управлять процессом производства – от расчета потребностей в сырье и материалах до доставки продукции клиентам.
Основные возможности системы:
- представлен весь набор функций как для управления производством, так и для решения общих задач;
- в любое время доступна информация о всех затратах на производство, связанных с работой сотрудников, эксплуатацией оборудования и использованием сырья;
- планирование в условиях ограниченных и неограниченных мощностей и материальное планирование позволяют прогнозировать долгосрочные потребности, предвидеть грядущие колебания спроса и, в соответствии с этим, корректировать планы;
- предусмотрена возможность конфигурирования товаров при создании заказа;
- информация может быть детализирована для групп товаров и даже для отдельных товаров.
Стоимость системы в расчете на одно рабочее место составляет 1600 – 2500 ЕВРО.
Система SAP R/3 – интегрированный комплекс, предоставляющий пользователю широкий набор средств для организации управления и анализа финансово-хозяйственной деятельности предприятия и покрывающий весь спектр производственно-экономических функций. Система характеризуется следующими основными качествами:
- интеграция всех производственных сфер, позволяющая соединить производство, сбыт, учет в единый комплекс;
- сквозной учет от операций в области материально-технического снабжения, сбыта, бухучета до калькуляции затрат;
- универсальность системы, учитывающей характерные черты производственного процессов, общих для разных видов деятельности;
- модульный принцип построения, допускающий использование, как отдельных компонент системы, так и их комбинации, определяемой производственно-экономическими задачами;
- поддержка трехступенчатой концепции «клиент-сервер», предполагающей совместное функционирование сервера базы данных, сервера приложений и рабочих станций, связанных по локальной или глобальной сети, что обеспечивает высокую производительность и отказоустойчивость системы.
Основные модули системы SAP R/3: FI – Финансовая бухгалтерия; CO – Контроллинг; MM – Управление материальными потоками; SD – Сбыт; AM – Учет основных средств; PP – Планирование и управление производством; PS – Планирование и управление проектами; HR – Управление персоналом; PM/SM – Техническое обслуживание и ремонт оборудования; WF – Управление информационными потоками.
Стоимость системы SAP R/3 составляет около 300 тысяч долларов.
Рассмотрим возможности системы «Галактика».
Особенность ИС «Галактика» для управления производством состоит в ее универсальности — она может успешно использоваться на самых разнообразных предприятиях: от молочного комбината до приборостроительного завода.
Таким образом, в Галактике реализованы следующие основные принципы MRP II:
- представление производственной деятельности как потока взаимосвязанных заказов;
- формирование сквозных графиков движения заказов снабжения, производства и сбыта;
- регулирование циклов производства и запасов материалов и комплектующих, готовой продукции, незавершенного производства;
- учет ограничений ресурсов для выполнения заказов;
- выполнение заказа к запланированному сроку;
- интеграция управления заказами с бухгалтерскими и экономическими функциями.
Решение Галактика-Производство позволяет осуществлять следующее:
- получение оперативной информации о текущих результатах деятельности предприятия в целом и с полной детализацией по отдельным заявкам, заказам, видам ресурсов;
- долгосрочное и оперативное планирование деятельности предприятия с возможностью корректировки плановых данных на основе оперативной информации;
- контроль всего цикла производства с возможностью влияния на него в целях повышения эффективности использования производственных мощностей, всех видов ресурсов и удовлетворения потребностей заказчиков;
- отслеживание производственных и материальных потоков;
- реальное сокращение материальных ресурсов на складах;
- автоматизация работ договорного отдела с полным контролем платежей, отгрузки продукции и сроков выполнения договорных обязательств;
- возможность расширения системы за счет создания и подключения новых модулей.
Стоимость системы «Галактика Старт» для малых предприятий составляет 350 у. е. на одно рабочее место (1 у. е. = 30 рублей) [54].
На российском рынке представлены промышленные систем как западных, так и отечественных производителей, которые, помимо стоимости, могут отличаться количеством поддерживаемых управленческих функций, средств анализа информации, специализацией на определенных типах и видах производства, соответствием управленческим стандартам и концепциям, наличием средств разработки и интеграции с другими системами. Такое многообразие несколько затрудняет конечный выбор. Самыми важными для промышленного предприятия являются следующие три критерия выбора [55].
Во-первых, система должна отвечать требованиям общепринятых стандартов управления производством, по которым осуществляется планирование и контроль различных стадий производственного процесса: потребностей в сырье, закупок, загрузки мощностей, распределения ресурсов и пр.
Во-вторых, система должна максимально удовлетворять отраслевым стандартам. Если система имеет необходимую предприятию отраслевую специализацию — это идеальный вариант с точки зрения простоты внедрения. Здесь все зависит от желания заказчика, что ему проще и дешевле — ставить опробованное отраслевое решение либо подгонять систему под стандарты своего производства.
Третьим критерием выбора системы для производства является технологическая составляющая, а именно наличие в системе стандартизованных средств разработки, дающих возможность добавлять новую функциональность или изменять существующую быстро и с минимальными усилиями. Помимо отраслевых нюансов производства нужно учитывать, что каждое предприятие по-своему уникально и имеет свои корпоративные стандарты, возможно, обладает своими технологическими ноу-хау, которые под стандартное ядро производственного модуля системы могут не подходить. Чтобы адаптировать производственный модуль до идеального соответствия бизнес-процессам, специфичным для конкретного производственного предприятия, необходимо, чтобы система обладала теми "кирпичиками", с помощью которых можно было бы "достроить" недостающие блоки. Более того, легко конфигурируемые системы, оснащенные встроенными средствами разработки, позволяют системе легко эволюционировать вместе с производством. В случае если на производстве что-то меняется (увеличиваются его масштабы, внедряются новые технологии, происходит переориентация на новые рынки и т. п.), у предприятия не возникает необходимости кардинально менять информационную систему или же прибегать к внедрению новой [52].
Система программ "1С:Предприятие" предназначена для решения широкого спектра задач автоматизации учета и управления, стоящих перед динамично развивающимися современными предприятиями. "1С:Предприятие" представляет собой систему прикладных решений, построенных по единым принципам и на единой технологической платформе. Компании могут выбрать решение, которое соответствует актуальным потребностям и будет в дальнейшем развиваться по мере их роста или расширения задач автоматизации.
Задачи учета и управления могут существенно отличаться в зависимости от рода деятельности предприятия, отрасли, специфики продукции или оказываемых услуг, размера и структуры предприятия, требуемого уровня автоматизации. Трудно себе представить одну программу, предназначенную для массового использования и удовлетворяющую при этом потребностям большинства предприятий. При этом руководителю, с одной стороны, необходимо решение, соответствующее специфике именно его предприятия, но, с другой стороны, он понимает преимущества применения массового проверенного продукта. Сочетание этих потребностей и обеспечивает "1С:Предприятие".
Состав программ системы "1С:Предприятие" ориентирован на актуальные потребности отечественных предприятий. Фирма "1С" выпускает тиражные программные решения, предназначенные для автоматизации типовых задач учета и управления в коммерческих предприятиях реального сектора и бюджетных организациях. В каждом программном продукте сочетается использование стандартных решений (общих для всех или нескольких программ) и максимальный учет специфики задачи конкретной отрасли или рода деятельности предприятия. Отличительной особенностью тиражных решений фирмы "1С" является тщательная проработка состава функциональности, включаемой в типовые решения. Фирма "1С" анализирует опыт пользователей, применяющих программы системы "1С:Предприятие" и отслеживает изменение их потребностей. В типовые решения включаются те функции, которые реально нужны существенной части предприятий. Это позволяет обеспечить соответствие типовых решений отечественной специфике, как в части методологии учета, так и в части управления деятельностью предприятия и, в то же время, сделать эти решения достаточно компактными и простыми в использовании, обеспечить их эффективную поддержку и развитие.
Руководитель при принятии решения может выбирать необходимый уровень автоматизации. Наряду с созданием мощных комплексных решений, разработчики фирмы "1С" уделяют существенное внимание развитию решений для небольших фирм, для которых особенно важна простота применения программы. Вместе с тем, внедрение даже самых простых решений системы программ "1С:Предприятия" обеспечивает возможность плавного развития автоматизации - путем постепенного перехода на более мощные и комплексные прикладные решения или интеграции внедренного решения с другими программами системы.
Состав программ "1С:Предприятия" и набор их функции динамично развиваются вместе с изменением типовых потребностей отечественных предприятий и организаций. Устройство "1С:Предприятия" и принцип построения системы программ позволяют фирме "1С" и ее партнерам оперативно реагировать на изменения потребностей пользователей. Например, одновременно с существенным ростом в экономике производственного сектора, фирмой "1С" было выпущено решение, ориентированное на производственные предприятия. В нем удалось учесть массовые потребности создающихся производственных фирм, разворачивающих свою деятельность практически с нуля. Усиление конкуренции потребовало уделять все больше внимания анализу бизнеса - и в программах "1С:Предприятия" появилась функциональность, ориентированная на контроль эффективности производственной и торговой деятельности, планирования, бюджетирования и анализа финансовой деятельности. Разумеется, специалисты фирмы "1С" обеспечивают оперативное изменение программ при изменениях законодательства.
Необходимые обновления программ выпускаются практически ежемесячно.
В некоторых случаях изменение законодательства приводит к появлению новых массовых категорий предприятий, для которых требуются решения ориентированные на их потребности. Например, после появления такого массового явления как индивидуальное предпринимательство фирмой "1С" было выпущено специальное решение, ориентированное именно на эти предприятия.
В основе системы программ "1С:Предприятие" лежит единая технологическая платформа. Она является фундаментом для построения всех прикладных решений.
Наличие единой технологической платформы не просто облегчает создание отдельных прикладных решений и обеспечивает их невысокую стоимость.
Главное преимущество такого подхода - стандартизация разработки, обеспечение масштабируемости и обеспечение быстрого внедрения современных технологий во всех прикладных решениях. Платформа "1С:Предприятия" для всех прикладных решений независимо от отраслевой специфики и фирмы разработчика обеспечивает:
- возможность использования системы от локального компьютера до десятков пользователей в локальной сети;
- использование файлового варианта или варианта "клиент-сервер" (MS SQL SERVER 2000);
- возможность развертывания работы на нескольких территориально удаленных точках с периодическим обменом информацией;
- возможность использования современных технологий (WEB, XML, интеграция с другими программными системами и различным торговым оборудованием).
Наличие единой технологической платформы и общей методологии позволяет создавать специализированные и индивидуальные решения на базе стандартных, добавляя в них только необходимые отличия, учитывающие специфику отрасли или конкретного предприятия.
С экономической точки зрения это позволяет обеспечить достаточно низкую стоимость отраслевых и индивидуальных решений, так как затраты на их создание существенно ниже, чем затраты на разработку программы "с нуля". Это обеспечивает высокую скорость создания и внедрения решений, так как максимально используется отработанная функциональность и методология, содержащиеся в типовых решениях.
Очень важным преимуществом такого подхода является унификация обучения пользователей. Стандартизация платформы также существенно упрощает и администрирование системы, так как функции администрирования практически не зависят от конкретного прикладного решения.
Очень важным преимуществом "1С:Предприятия" является открытость системы.
В комплект поставки системы входят средства, необходимые для доработки прикладного решения и внесения в него изменений любой сложности, а также полный комплект документации к ним. Специалист, осуществляющий поддержку системы в конкретной организации, использует тот же инструмент, что и разработчики фирмы "1С" или фирм, разрабатывающих тиражные решения.
Исходя из результатов анализа предметной области, конфигурация «1С:Предприятие 7.7» определена наилучшей для решения поставленных задач, не только с точки зрения простоты и удобства разработки системы встроенным языком программирования, но и с экономической точки зрения.
Т.к. в планово-экономическом отделе (сотрудники которого будут основными пользователями системы) программа 1С уже установлена, поэтому нет необходимости закупать другую программу и обучать пользователей работе в ней.
Кроме того, принято решение о создании автоматизированной системы в новой информационной базе не используя типовые конфигурации из-за их несоответствия требованиям системы и избыточности функций, за которые также нужно платить при покупке системы.
0 комментариев