Навигация
При влажной глине размер кусков может быть больше
15898
знаков
1
таблица
8
изображений
1. При влажной глине размер кусков может быть больше.
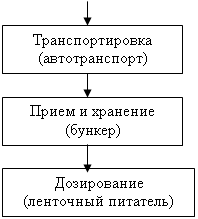
Рабочий зазор между валками должен составлять 3 мм. При большем зазоре обработка глины на вальцах значительно ухудшается.
Для обработки сырья, из которого получают тонкостенные пустотелые изделия, зазор между валками уменьшают до 2. мм, а при наличии известковых включений - до 1-1,5 мм. С этой целью применяют вальцы СМК-83 (СМ-1096) и СМК-Ю2.

Вальцы тонкого помола СМК-83 (СМ-1096) отличаются от вальцов СМ-696Б большими размерами валков, меньшей скоростью их вращения и несколько повышенной мощностью электродвигателя.
Вальцы тонкого помола СМК-102 отличаются от приведенных выше тем, что в них обеспечена жесткая фиксация зазора между валками в 1 мм, повышена скорость вращения одного из валков до 15 м1сек, увеличено соотношение скоростей вращения валков до 2:
1. Вальцы комплектуются двумя шлифовальными приспособлениями.
Приспособление состоит из станины, на салазках которой совершает возвратно-поступательное движение суппорт с шлифовальным кругом. Приводом для продольного движения суппорта служит электродвигатель и специальный червячный редуктор. Продольное движение может также осуществляться вручную от маховика. Приводной двигатель шлифовального круга установлен на суппорте. Поперечное движение суппорта осуществляется вручную посредством маховичка, который имеет установочное кольцо со шкалой. Цена деления шкалы - 0,02 мм. Направляющие и ходовой винт с трапецеидальной резьбой предохранены от повреждения и попадания пыли гофрированным кожухом.
С увеличением влажности глиняной массы, поступающей на переработку в вальцы, степень ее измельчения возрастает и соответственно возрастает прочность высушенных изделий. Поэтому наиболее целесообразно подавать в вальцы глину, влажность которой близка к формовочной.
Недостатком вальцов тонкого помола является неравномерное изнашивание их по длине - в средней части валков появляются ![]()
![]()
![]()
![]() глубокие кольцевые выработки, через которые проходят крупные куски.
глубокие кольцевые выработки, через которые проходят крупные куски.
Для, удлинения срока службы валков их рабочую поверхность наплавляют твердыми износостойкими сплавами, в том числе сталинитом. При этом используют электроды Т-590 и Т-620 обмазка которых состоит из сталинита (72%), мела (12%), плавикового (10%) и полевого шпатов (6%). После наплавки валков их протачивают.
Для предотвращения поломок в случае попадания в вальцы твердых труднодробимых или недробимых включений один валок закрепляют в подвижных подшипниках на амортизационных прижимных буферах. При попадании указанных включений подвижный валок несколько отодвигается от неподвижно закрепленного валка и пропускает недробящееся включение. Иногда вместо пружин ставят упорные пластинки, которые в случае перегрузки ломаются и дают валкам возможность раздвинуться и предотвратить поломку. Для этой же цели рабочий приводной шкив закрепляют на шпильках, которые срезаются при перегрузке, после чего шкив начинает вращаться вхолостую.
Необходимая величина зазора поддерживается пружинами, возвращающими подвижный валок в первоначальное положение после прохода нераздробленных включений. Регулируют величину зазора между валками перемещением подвижного подшипника с помощью стяжных болтов.
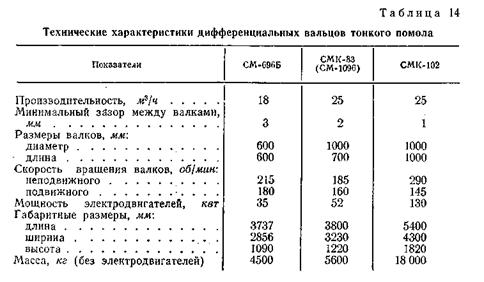
Данные о дифференциальных вальцах даны в табл.14.
При надлежащем уходе за вальцами тонкого помола и соблюдении требуемых зазоров между валками в результате обработки уменьшается трещиноватость сырца в процессе сушки и обжига.
Особенно целесообразно обрабатывать этими вальцами плотные, трудно размокаемые глины, смеси двух глин, глину с мелкими твердыми включениями, в том числе включениями известняка. При труднообрабатываемых глинах рекомендуется устанавливать последовательно два комплекта вальцов тонкого помола: с зазором до 4-5 мм на первом комплекте и 1-2 мм на втором.
Обслуживание вальцов заключается в наблюдении за загрузкой их материалом, количеством смазки и температурой нагрева подшипников (не должна быть выше 50°), за степенью износа валков, скребков и других быстроизнашиваемых деталей.
При переработке влажного материала, налипающего на валки, обязательно устанавливать скребки для очистки их поверхности. Скребки направлены по касательной к поверхности валков и должны отстоять от поверхности валков с зазором 0,5-1,0 мм.
При внезапной остановке валков вследствие заклинивания следует немедленно подать сигнал о прекращении подачи глины. и выключить электродвигатель. После остановки электродвигателя необходимо снять предохранители или вилку разрыва, валки повернуть в сторону, обратную их вращению, изъять застрявшие куски материала или попавшие посторонние предметы.
Для обычной остановки вальцов сначала отключают подачу глины, перерабатывают все сырье, находящееся в загрузочной воронке, и затем выключают электродвигатель вальцов.
Использованная литература
1. Кашкаев И.Я., Шейнман Е.Ш. Производство глиняного кирпича. Изд. 2-е, испр. и доп. М., "Высш. школа", 1974.288 с, с ил.
Похожие работы
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
... вес глины, что в пересчете на проценты составляет потери при прокаливании (п. п. п.). Пользуясь данными химического состава глин, можно подобрать необходимое сырье для производства того или иного вида керамических изделий. Минералогический состав. Химические соединения, однородные по своему строению, составу и свойствам, образуют минералы. Глины состоят из основных глинообразующих минералов и ...
... основных минерала и небольшое количество стеклообразного вещества. Как видно из таблицы, портландцементный клинкер в основном (на 60...80%) состоит из силикатов кальция, из-за чего портландцемент также называют силикатным цементом. Для получения портландцемента клинкер размалывают в трубных или шаровых мельницах с гипсом и другими добавками. Свойства портландцемента зависят от его минерального ...
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
0 комментариев