Навигация
Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана
19483
знака
0
таблиц
1
изображение
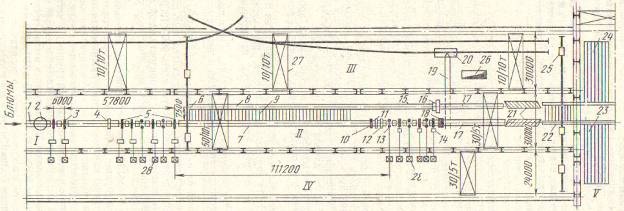
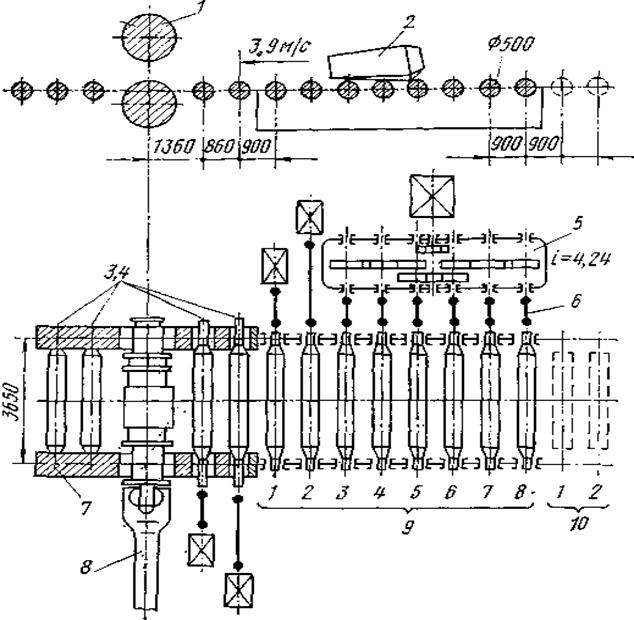
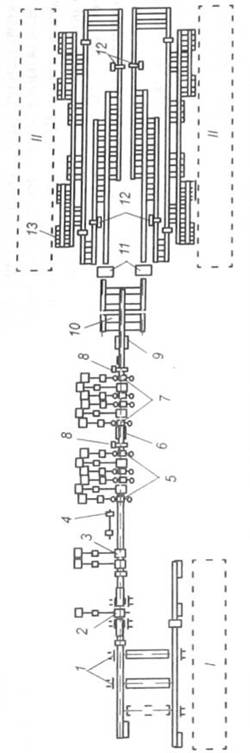
3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана
В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм.
В качестве исходного материала для прокатки блюмов принимаем слиток Л7, отливаемый в изложницы; размеры сечения слитка 1144 х 559, высота слитка 2100 мм. .А для прокатки слябов слиток с размерами 1250х670х2900 мм.
3.1 Составление баланса металла по обжимному цеху
Потребность цеха в слитках с учетом потерь определяется по формуле:
![]()
где Пгод – производительность годовая;
Побр - массовая часть обрези в общем объеме;
Пок – массовая часть окалин в общем объеме;
Определим массовую часть обрези в общем объеме:
![]()
где 0,08 – доля обрези от общего объема;
Пгод – 2,5 млн.т/год;
![]()
Определим массовую часть окалин в общем объеме:
![]()
где 0,02 – доля окалины от общего производства проката;
![]()
Потребность цеха в слитках составит:
![]()
3.2 Выбор типа агрегатов обжимного цеха
Выбранный агрегат основной технологической линии должен обеспечивать годовую производительность в 2,5 млн.т/год готовой продукции- блюмов сечением 200 х 200 мм и слябов сечением 250 х 1500 мм.
Следовательно подходит блюминг 1150 с производительностью по блюмам и слябам 3,3 млн.т/год. Блюминг предназначен для прокатки блюмов сечением 200 х200 – 350 х 350 и блюмов до 250х1500 из слитков массой до 10 т.
3.3 Расчет параметров блюминга 1150
Расчет блюма сечением 300 х 300 мм
Определяем коэффициент вытяжки, [1.стр 10]:
![]()
где S0 – площадь поперечного сечения слитка;
S – площадь поперечного сечения заготовки;
![]() .
.
Определяем длину заготовки, [1.стр 10]:
![]() м,
м,
где l0 – 2,10 м - исходная высота или длина слитка;
![]() ,
,
Определим суммарное обжатие, [2.стр 130]:
![]() ,
,
Определяем максимальное обжатие [2.стр 41]:![]()
 мм
мм
где μ – 0,32 - коэффициент трения металла в валке;
Dв – 1150 мм - диаметр валка;
Определим коэффициент трения металла в валке, [1.стр. 22]:
![]()
где n1 –1,0 - коэффициент характеризующий состояние поверхности валков;
n2 – 0,8 - коэффициент учитывающий скорость прокатки;
t – температура прокатки 1300 ºС;
![]()
![]() ,
,
принимаем максимальное обжатие ![]() .
.
Определяем длину очага деформации при прокатке, [1.стр 17]:
![]() ,мм
,мм
где Rв – 575 мм - радиус валка;
![]() =
=![]() =200,62 мм.
=200,62 мм.
Определим величину относительного обжатия металла [1.стр. 26]:
Определим скорость прокатки, [2.стр 70]:
![]() мм/с,
мм/с,
где nв – 90 рад/с - частота вращения рабочих витков;

Рассчитаем скорость деформации металла, [2.стр. 70]:
 ,
,
Определяем предел текучести прокатываемого металла, [1,стр.13]:
![]() ,
,
Определяем среднее давление металла на валки, [1.стр. 29]:
![]()
где k – коэффициент сопротивления металла деформации, [1.стр. 32];
![]()
m – коэффициент учитывающий время при прокатке, [1.стр. 27] ;
 ,
,
hcр – средняя толщина металла, [1.стр. 27];
![]()
h1 – толщина заготовки после прокатки, [1.стр. 11];
![]()
![]()
Определим усилия прокатки, [1.стр. 36]:
![]()
где b0 – начальная ширина заготовки;
b – ширина заготовки после прокатки, [1.стр. 11];
![]()
где ![]() - уширение при прокатке, [2.стр. 134];
- уширение при прокатке, [2.стр. 134];
![]()
Принимаем уширение ![]() = 5 мм;
= 5 мм;
![]()
Определяем момент прокатки [2.стр. 145]:
![]()
где ![]() коэффициент плеча прокатки;
коэффициент плеча прокатки;
Определим момент трения подшипников скольжения валка, [1.стр. 43]:
![]()
где dш –0,75 м - диаметр шейки;
![]() коэффициент трения в подшипниках скольжения;
коэффициент трения в подшипниках скольжения;
Определим момент холостого хода, [1.стр. 39]:
![]()
Определим мощность двигателя, [2.стр. 137]:
![]()
где ![]() рад/с2 - частота вращения двигателя;
рад/с2 - частота вращения двигателя;
![]() 0,85 - КПД привода валков.
0,85 - КПД привода валков.
Расчет блюма сечением 250 х 1500 мм
Определяем коэффициент вытяжки, [1.стр 10]:
![]()
где S0 – площадь поперечного сечения слитка;
S – площадь поперечного сечения заготовки;
![]() .
.
Определяем длину заготовки, [1.стр 10]:
![]() м,
м,
где l0 – 2,10 м - исходная высота или длина слитка;
![]() ,
,
Определим суммарное обжатие, [2.стр 130]:
![]()
Определяем максимальное обжатие [2.стр 41]:![]()
 мм
мм
где μ – 0,32 - коэффициент трения металла в валке;
Dв – 1150 мм - диаметр валка;
Определим коэффициент трения металла в валке, [1.стр. 22]:
![]()
где n1 –1,0 - коэффициент характеризующий состояние поверхности валков;
n2 – 0,8 - коэффициент учитывающий скорость прокатки;
t – температура прокатки 1300 ºС;
![]()
![]() ,
,
принимаем максимальное обжатие ![]() .
.
Определяем длину очага деформации при прокатке, [1.стр 17]:
![]() ,мм
,мм
где Rв – 575 мм - радиус валка;
![]() =
=![]() =200,62 мм.
=200,62 мм.
Определим величину относительного обжатия металла [1.стр. 26]:

Определим скорость прокатки, [2.стр 70]:
![]() мм/с
мм/с
где nв – 90 рад/с - частота вращения рабочих витков;
Рассчитаем скорость деформации металла, [2.стр. 70]:
 ,
,
Определяем предел текучести прокатываемого металла, [1,стр.13]:
![]() ,
,
Определяем среднее давление металла на валки, [1.стр. 29]:
![]()
где k – коэффициент сопротивления металла деформации, [1.стр. 32];
![]()
m – коэффициент учитывающий время при прокатке, [1.стр. 27] ;
 ,
,
hcр – средняя толщина металла, [1.стр. 27];
![]()
h1 – толщина заготовки после прокатки, [1.стр. 11];
![]()
![]()
Определим усилия прокатки,[1.стр. 36]:
![]()
где b0 – начальная ширина заготовки;
b – ширина заготовки после прокатки, [1.стр. 11];
![]()
где ![]() - уширение при прокатке, [2.стр. 134];
- уширение при прокатке, [2.стр. 134];
![]()
Принимаем уширение ![]() = 5 мм;
= 5 мм;
![]()
Определяем момент прокатки [2.стр. 145]:
![]()
где ![]() коэффициент плеча прокатки;
коэффициент плеча прокатки;
Определим момент трения подшипников скольжения валка, [1.стр. 43]:
![]()
где dш –0,75 м - диаметр шейки;
![]() коэффициент трения в подшипниках скольжения;
коэффициент трения в подшипниках скольжения;
Определим момент холостого хода,[1.стр. 39]:
![]()
Определим мощность двигателя,[2.стр. 137]:
![]()
где ![]() рад/с2 - частота вращения двигателя;
рад/с2 - частота вращения двигателя;
![]() 0,85 - КПД привода валков.
0,85 - КПД привода валков.
Рассчитанная мощность привода вращения рабочих валков равна 6,78 МВт.
ВЫВОДЫ
В курсовом проекте выполнено описание технологических линий обжимного цеха, рассмотрены особенности технологического процесса обжимного цеха. Был произведен выбор и расчет оборудования главной линии обжимного стана 1150.
В процессе выполнения проекта были получены следующие основные параметры: максимальное обжатие ![]() ; скорость прокатки
; скорость прокатки ![]() , усилие прокатки для блюмов равняется
, усилие прокатки для блюмов равняется ![]() , для слябов
, для слябов ![]() ; момент прокатки
; момент прокатки ![]() и 1,14 МН*м ; момент трения подшипников скольжения валка
и 1,14 МН*м ; момент трения подшипников скольжения валка ![]() и 0,1422 МН*м ; момент холостого хода
и 0,1422 МН*м ; момент холостого хода ![]() и 0,057 МН*м мощность двигателя
и 0,057 МН*м мощность двигателя ![]() и 6,78 МВт для слябов.
и 6,78 МВт для слябов.
ПЕРЕЧЕНЬ ССЫЛОК
1. Королев А.А. Механическое оборудование прокатных и трубных цехов: Учебник для вузов. – 4-е изд., перераб. и доп. – М.: Металлургия,1987.480 с.
2. Прокатное производство. Учебник для вузов. 3-е изд. Полухин П.И., Федосов Н.М., Королев А.А., Матвеев Ю.М. М.: «Металлургия», 1982,696 с.
3. Машины и агрегаты металлургических заводов. В 3-х томах. Т. 3. Машины и агрегаты для производства и отделки проката. Учебник для вузов / Целиков А.И., Полухин П.И., Гребенник В.М. и др. 2-е изд., перераб. и доп. – М.: Металлургия, 1988. 680 с.
4. Методические указания на выполнение курсового проекта по дисциплине: «Технологические линии и комплексы металлургических цехов».
5. Королев А.А. Конструкция и расчет машин и механизмов прокатных станов:
учебное пособие для вузов. М.: Металлургия, 1969. 461 с.
Похожие работы
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... станах, там где перемещение валков и масса уравновешиваемых деталей невелики. 2. Агрегаты и механизмы поточных технологических линий прокатных цехов Вспомогательное оборудование – агрегаты и механизмы поточных технологических линий прокатных цехов подразделяют на две основные группы: транспортную, выполняющую операции по перемещению металла, подаче его к рабочим клетям и его кантовку и ...
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
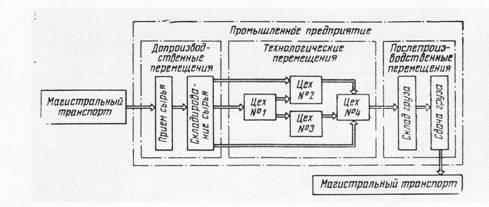
... со средой осуществляется с помощью внешнего промышленного транспорта через стыковые пункты. Следовательно, состав всей транспортной системы можно представить совокупностью трех подсистем со свойственными им конструктивными особенностями: внешнего промышленного транспорта, транспортных магистралей и пунктов их стыкования. Под пунктом стыкования понимают подсистему транспорта как комплекс ...
0 комментариев