Навигация
Закономірності формування енергетичного рельєфу металевої поверхні при контактних взаємодіях і при механічній обробці
51454
знака
2
таблицы
0
изображений
4. Закономірності формування енергетичного рельєфу металевої поверхні при контактних взаємодіях і при механічній обробці
У роботі було досліджено залежність контактної провідності 1/R від величини навантаження N у процесі навантаження і розвантаження контактного з'єднання. Також показані залежності, отримані при кінетичному індентуванні різних ділянок поверхні зразка з міді марки М1 за різними режимами навантаження (статичне – “С”; із впливом вібрації – “Д”) і для двох поверхонь: вихідної – “1” і “2” – поверхні, що зазнали стиску за межею течії. На основі регресійного аналізу встановлено, що отримані залежності ![]() апроксимуються показниковою функцією з показником степеня в інтервалі від 0,42 до 0,59. З експериментально обумовленої залежності контактної провідності від контактного навантаження може бути визначено компонент відношення збільшення контактної провідності до зміни навантаження на контактне з'єднання
апроксимуються показниковою функцією з показником степеня в інтервалі від 0,42 до 0,59. З експериментально обумовленої залежності контактної провідності від контактного навантаження може бути визначено компонент відношення збільшення контактної провідності до зміни навантаження на контактне з'єднання ![]() , обумовлений тільки збільшенням числа мікровиступів шорсткості. Ця величина визначається на основі параметрів лінійної регресії ділянок залежності
, обумовлений тільки збільшенням числа мікровиступів шорсткості. Ця величина визначається на основі параметрів лінійної регресії ділянок залежності ![]() до
до ![]() і після
і після ![]() її перегину
її перегину
![]()
і характеризує вплив профілю опорної кривої шорсткуватої поверхні на величину фактичної площини контакту (ФПК). При індентуванні поверхні, зміцненої попереднім плоским стиском, злам залежностей не спостерігається. Таке поводження можна пояснити тим, що при індентуванні не зміцненої поверхні до настання пластичного насичення на зростання ФПК істотньо впливає деформація мікровиступів шорсткості.
Після досягнення пластичного насичення ФПК росте завдяки збільшенню контурної площі. У присутності вібрації на вихідній поверхні швидкість росту ФПК і контактної провідності істотно збільшується. В умовах циклічного навантаження відбувається знеміцнення матеріалу, зумовлене підвищеною рухливістю дислокацій поблизу поверхні. При індентуванні з накладенням вібрації в контактній зоні кінетика контактних деформацій визначається, очевидно, конкуренцією процесів зміцнення і знеміцнення. У випадку ж наявності залишкових напружень на вершинах мікровиступів шорсткості на ріст ФПК переважний вплив має збільшення контурної площі на всьому протязі контактного навантаження. Нелінійний характер ФПК від навантаження в цьому випадку обумовлений зміцненням нижчих шарів. Відсутність помітного впливу вібрації на нахил залежності ![]() для зміцненої поверхні свідчить про те, що знеміцнення, яке викликане циклічним навантаженням, відбувається тільки на вершинах мікровиступів, і його кількісна характеристика залежить від величини залишкових напружень на контактуючих ділянках.
для зміцненої поверхні свідчить про те, що знеміцнення, яке викликане циклічним навантаженням, відбувається тільки на вершинах мікровиступів, і його кількісна характеристика залежить від величини залишкових напружень на контактуючих ділянках.
Рентгеноструктурне дослідження вихідної поверхні і після деформування стисканням, виявило наявність на них однакових стискуючих залишкових напружень σ = -180 МПа, обумовлених технологічною передісторією матеріалу зразків. Як відзначалося вище, залежності, отримані при кінетичному індентуванні, свідчать про розходження залишкових напружень у поверхневому шарі. Це протиріччя викликане тим, що додаткові напруження зосереджені, головним чином, у вершинах мікровиступів шорсткості, у той же час рентгенівську дифракцію одержано від більш товстого шару (близько 100 мкм). З приведених даних випливає, що зміна КЕО при кінетичному макроіндентуванні відчутна до величини залишкових напружень у тонкому приповерхньому шарі, а саме, до інтегральної мікротвердості шорсткуватого шару - параметру, що безпосередньо визначає кінетику контактної взаємодії. У процесі поступового зняття навантаження відбувається пружне відновлення області контактного деформування. Тому дослід розвантаження становить інтерес для визначення пружних властивостей матеріалу і легше піддається теоретичному опису. Із рішення задачі Герца для пружного зіткнення двох тіл нами був отриманий вираз для ФПК і контактної провідності, у якому ці величини пропорційні N1/2. При розгляді залежності ![]() була встановлена наявність двох лінійних ділянок. Розвантаження при кінетичному макроіндентуванні дозволяє одержувати дані про пружні характеристики деформованих мікровиступів шорсткості і більш глибокого підповерхневого шару.
була встановлена наявність двох лінійних ділянок. Розвантаження при кінетичному макроіндентуванні дозволяє одержувати дані про пружні характеристики деформованих мікровиступів шорсткості і більш глибокого підповерхневого шару.
Як показали проведені нами дослідження, значення максимальних змін РВЕ при контактних деформаціях і при деформуванні за схемою розтягування-стискання для тих самих металів збігаються. Розглянемо характерні закономірності змін РВЕ, що були викликані обробкою алюмінію шліфуванням. Підготовка зразків полягала в поліруванні поверхні і наступному відпалі у вакуумі при температурі (250 ± 3) 0С протягом чотирьох годин. Потім на п'ятьох ділянках зразка поверхня шліфувалася шкірками різної зернистості. Відповідні значення Ra(мкм) складали:1-1,5; 2-0,9; 3-0,45;4-0,21;5-0,075. Було виявлено, що перехід від більш грубого до більш дрібного шліфування супроводжується зменшенням РВЕ (ділянки 1,2 і 3), рис.10. Подальше зменшення параметра шорсткості поверхні приводить до зростання РВЕ (ділянки 4 і 5). Ділянка 3 відповідає змінам, що гранично досягаються РВЕ при пластичному деформуванні алюмінію. Зростання РВЕ пов'язане із зміною характеру поверхневого деформування при тонкому шліфуванні. Також було виявлено, що і релаксаційні процеси розвиваються по-різному для ділянок з різним шліфуванням. Для перших двох ділянок з відносно грубим геометричним рельєфом спостерігалось швидке відновлення вихідних параметрів енергетичного рельєфу. На ділянках 3 ¸ 5 встановлювалися значно менші порівняно з вихідними значеннями РВЕ. Можна припустити, що при грубому шліфуванні енергетичний рельєф поверхні швидко відновлюється, а при тонкому шліфуванні (поліруванні) створюється новий енергетичний стан поверхні.
Послідовне шліфування металевої поверхні наждаковими шкурками різної зернистості приводить до циклічних змін в енергетичному розподілі РВЕ на поверхні. Зміни РВЕ при поверхневій обробці визначаються як величиною деформації, так і параметрами атомарній шорсткості. Підвищена густина дефектів у поверхневому шарі деформованих металів приводить до зниження рівня Фермі. В результаті вирівнювання хімічного потенціалу у всьому об`єму металу до поверхні стікаються електрони, тому у приповерхневій області створюється надлишковий від`ємний заряд. Внаслідок нерівномірності процесу деформування відбувається відповідне утворення “острівців” від`ємного заряду. Розглянута взаємодія електронної і іонної підсистем дає можливість простежити кінетику розподілу деформаційних процесів на поверхні за зміною розподілу РВЕ. Спостерігається зменшення РВЕ на самій доріжці тертя для всіх трьох розглянутих матеріалів. Ширина доріжки тертя визначається шириною спадів на кривих розподілу РВЕ, а відстані між спадами РВЕ відповідають діаметру кільцевої доріжки тертя. Виміри залежності РВЕ від часу випробування на тертя показали, що на початку РВЕ значно зменшується, а з часом після приробки перестає змінюватися. Експериментальні дані дозволяють зробити висновок, що існує відповідність між зміною величини РВЕ і параметрами структури приповерхневого шару металу, що характеризують сталий для даних умов режим тертя.
У даній роботі було також вивчено можливість експресної оцінки зносостійкості металів за розподілом РВЕ по поверхні. Зразки однакового хімічного складу зазнавали випробування на абразивне зношення і на тертя з наступним виміром розподілу РВЕ впоперек доріжки тертя. Виявлено, що більшому зношенню зразків відповідає більше зменшення РВЕ. Сплав, що містить (%) 2,0 C + 18,0 Cr + 2,0 B, показав найбільший опір абразивному зносу. Коефіцієнт кореляції між РВЕ і параметрами зносу дорівнював 0,92, що свідчить про високий ступінь відповідності між цими величинами. Використання методу виміру розподілу РВЕ впоперек доріжки тертя дає можливість проводити відносну оцінку схильності різних металів до абразивного зносу.
Одним з ефективних методів дослідження механічних властивостей приповерхневих шарів металів є індентування. На наступному етапі роботи ставилася задача дослідити закономірності розподілу КРП при індентуванні, закономірності формування енергетичного рельєфу та еволюції цього рельєфу з часом. Для усіх відбитків сферичного індентора спостерігалася характерна деформаційна зона, що відповідає ділянці поверхні контакту, рис.12. Діаметри відбитків, виміряні оптичним методом, відповідають ширині кривих розподілу КРП на рівні половини висоти. Отже, зміна КРП пов’язана з пластичною деформацією поверхні зі фактичною площею контакту. Тому, останню можна більш точно визначити за поверхневим розподілом КРП. В усіх проведених експериментах максимальна величина КРП на поверхні контактної ділянці не перевищувала 1,15 В, у той же час в процесі пластичного деформування розтягуванням для алюмінію реєструється величина КРП до 1,25 В. Це означає, що густина дислокацій, що вийшли на поверхню, при деформуванні в умовах контактуючих поверхонь менша ніж на вільній поверхні. Комплексний підхід у вивченні фізичних властивостей приповерхневих шарів металів означає вимір енергетичних, силових і структурних параметрів матеріалу. Отримані методом кінетичного індентування значення активаційного об`єму зразків дозволили пояснити структурні зміни в результаті різних поверхневих зміцнюючих обробок, таблиця 1. Глибина впровадження індентора в матеріал поверхневого шару складала ~ 0,1 мм. Це означає, що досліджувався зміцнений обробкою приповерхневий шар. Стискуючі залишкові макронапруження в приповерхневому шарі зразків обумовлені збільшенням густини дислокацій та розвитком дислокаційної структури.
Як наслідок цього спостерігається кореляція між величиною залишкових макронапружень і активаційним об`ємом. Зростанню стискуючих напружень відповідає зменшення величини активаційного об`єму. Показано, що контактні напруження з ростом деформації збільшуються, виходячи на плато, що відповідає границі плинності сплаву. Хід кривих дозволяє виявити особливості пружно-пластичної деформації матеріалу в залежності від обробки. На підставі отриманих даних, наприклад, можна рекомендувати віброамплітудне шліфування і полірування для збільшення опору контактним деформаціям.
Таблиця 1
Деякі характеристики матеріалу приповерхневого шару зразків з сплаву титана ВТ3-1 після різних видів поверхневої обробки.
| № серії | Модуль Юнга, E, ГПа | Залишкові макронапруження, σ, МПа | Активаційний об`єм,V*,10-8,м3 |
| A | 118 | -594 | 4, 99 |
| B | 90 | -460 | 6, 02 |
| C | 99 | -200 | 8, 41 |
Примітка: A – віброамплітудне шліфування і полірування, 30 хв.; B – обробка сталевими кульками діаметром 1,9 мм в ультразвуковому полі, 3 хв; C – віброамплітудне зміцнення керамічними гранулами діаметром 1,9 мм.
Розділ 6. Зміни приповерхневої структури металів під впливом електроімпульсної та магнітно-абразивної обробок. У даному розділі дисертації описано результати досліджень впливу потужних імпульсів електричного струму і магнітно-абразивної обробки на механічні властивості поверхневого шару металів. Через зразки пропускався розряд конденсаторної батареї ємністю 200 мкФ. Тривалість розряду складала 50 мкс. Максимальна зареєстрована термопарою температура знаходилася в інтервалі 350¸520 0К. Після електроімпульсної обробки (ЕІО) зразки випробовувалися на втому, а також досліджувалися з використанням рентгеноструктурного аналізу. Визначалися такі величини: макроскопічні залишкові поверхневі напруження σ; мікроскопічні деформації ![]() ; розмір блоків мозаїки D. Результати, отримані для сплаву титана ВТ3, наведено в таблиці 2. Із таблиці 2 видно, що електроімпульсна обробка підвищує опір втоми в 1,25¸1,50 разів. Макроскопічні напруження зменшуються по абсолютній величині, а мікронапруження зростають. Структурний стан поверхні після ЕІО стає більш однорідним. У роботі зроблений висновок, що ЕІО є способом “прицільного лікування” дефектів кристалічних ґраток і ефективним новим методом поліпшення міцності втоми сплавів.
; розмір блоків мозаїки D. Результати, отримані для сплаву титана ВТ3, наведено в таблиці 2. Із таблиці 2 видно, що електроімпульсна обробка підвищує опір втоми в 1,25¸1,50 разів. Макроскопічні напруження зменшуються по абсолютній величині, а мікронапруження зростають. Структурний стан поверхні після ЕІО стає більш однорідним. У роботі зроблений висновок, що ЕІО є способом “прицільного лікування” дефектів кристалічних ґраток і ефективним новим методом поліпшення міцності втоми сплавів.
Таблиця 2
Довговічність, залишкові напруження і параметри мікроструктури до і після ЕІО сплаву марки ВТ3-1. t – час попереднього зміцнення (УЗО).
| t, с | N, 107 циклів | σ, МПа |
| D, нм |
| до ЕІО | до ЕІО | до ЕІО | до ЕІО | |
| 300 | 2,5±1,2 3,8±0,5 | -466 -311 | 1,5 2,6 | 12,4 10,5 |
| 600 | 3,5±0,9 3,6±0,6 | -594 -437 | 1,2 2,4 | 12,3 9,2 |
| 900 | 2,9±1,3 3,7±0,7 | -648 -447 | 1,5 2,0 | 15,0 11,8 |
Проходження електричних імпульсів через метал супроводжується відділенням теплової енергії. Оскільки будь-які дефектні області кристалу мають більш високий опір електричному струму, теплова енергія в основному виділяється в цих областях. Ця додаткова енергія сприяє переходу дефектних зон у рівноважний стан. Таким чином, дія імпульсів електричного струму специфічна локалізацією виділення теплової енергії. Автором запропонована і розглянута фізична модель еволюції пари точкових дефектів у зоні локального розігріву кристалу. Загальна енергія системи атомів представлена у вигляді:
![]() (10)
(10)
де VR(rij) – потенціал парної взаємодії атомів і та j, відстань між якими rij; f(ni) – функція “занурення” атома i в електронну підсистему густиною ni. Підсумовування проводиться за всіма парами атомів моделі і по всіма атомами i. Використовувалися рівняння багаточасткового неадитивного потенціалу з числовими значеннями параметрів для кристала нікелю, записані у вигляді полінома для кожної пари взаємодіючих атомів. Рівняння враховує найближче оточення шляхом підсумовування поліноміальних функцій. Розглядалася кінетика взаємодії пари вакансія – міжвузловий атом. Моделювання на ЕОМ теплового імпульсу, створюваного електричним струмом, полягало в додаванні всім атомам, що оточують дану пару точкових дефектів ґратки, швидкостей за розподілом Гауса для трьох випадків миттєвих максимальних температур у термічному піку: 2000, 1500 і 1000 0К. Після виникнення температурного піка кристал релаксував протягом 12 пс. При цьому спостерігалися інтенсивні переміщення атомів поблизу області дефектів. При температурі 1000 0К, наприклад, число атомних переміщень у напрямку, перпендикулярному поверхні, складає 94 % від загального числа переміщень. Встановлено значну роль полів пружних напружень дефектів ґратки при їхній рекомбінації. Показано, що термічний пік навіть із відносно не дуже високою максимальною температурою здатний “заліковувати” області кристала з дефектами типу вакансія - міжвузловий атом.
Виходячи з того, що механічні властивості поверхневого шару визначаються взаємозв'язком параметрів мікрогеометрії і напружено-деформованного стану матеріалу приповерхневого шару, в роботі вирішувалась задача дослідження закономірностей формування залишкових напружень поблизу поверхні при магніто - абразивної обробці. На рівні винаходу в даній роботі вперше встановлено, що магнітно-абразивна обробка металів і сплавів у робочому середовищі, що складається із суміші магнітно - абразивного порошку і феромагнітних тіл, є ефективним новим методом одночасного полірування і підвищення міцності сплавів (приблизно в 1,5 рази).
Висновки
1. Вперше систематично виміряні розподіл роботи виходу електрона по поверхні алюмінію і сталей у процесі розтягування з постійною швидкістю. Отримано нові експериментальні підтвердження того, що в пружній області спостерігається зростання РВЕ, а в пластичній відбувається падіння РВЕ. Експериментально встановлено, що зменшення РВЕ визначається ступенем пластичного деформування і з його зростанням зміна РВЕ досягає граничного значення і насичення, після якого настає руйнування. Показано що, залежність РВЕ від ступеня деформації може бути описана аналогічно аналітичній залежності РВЕ від концентрації атомів, що адсорбуються на поверхні. Отримані при цьому значення густини ліній ковзання дислокацій, що вийшли на поверхню, добре узгоджуються з даними електронної мікроскопії.
2. Запропоновано фізичну модель, яка дозволяє кількісно оцінити РВЕ для деформованих металів. Вперше розроблено розрахункову схему, яка враховує наступні поправки до моделі “желе”: дискретність розподілу позитивного заряду; вплив релаксації іонних площин поблизу поверхні кристала на електронний розподіл; вплив діелектричного середовища, що граничить з поверхнею металу. Дані проведених розрахунків задовільно узгоджуються з експериментом.
3. Вперше розроблено модель розрахунку РВЕ для неідеальної поверхні металів в умовах їх пружного і пластичного деформування. Модель побудована на основі уявлень про взаємозв'язок РВЕ і електровід¢ємності атомів з урахуванням формування нанодефектів на поверхні. Обчислення, проведені для алюмінію і міді, показали задовільну збіжність з експериментальними даними.
4. Вивчено залежності РВЕ від розвитку фізичних процесів втоми алюмінію, жароміцних сталей і сплавів на основі титана. Проведені виміри значень РВЕ в осьових напрямках зразків, що зазнавали знакозмінних напружень. Вперше отримано, що на початкових стадіях випробувань РВЕ осцилює поблизу деякого значення, що свідчить про зворотність на цих стадіях процесів накопичення ушкоджень втоми і про зміну процесів зміцнення і релаксації, тобто процесів накопичення і анігіляції дефектів кристалічної структури. На наступній стадії впливу прикладених знакозмінних механічних напружень відбувається незворотне накопичення дефектів, розвиток процесів порушення неперервності кристалічної структури і руйнування. Встановлено, що в результаті структурних змін, які поступово підготовлюють зародження тріщин втоми, РВЕ зменшується. У зоні появи майбутньої тріщини криві розподілу РВЕ по поверхні мають характерний “деформаційний” провал.
5. На основі встановленого фізичного механізму явищ запропоновано кількісну модель кінетики структурних перетворень на поверхні металів у процесі втоми, яка включає рух деформаційних дислокацій по площинах ковзання, вихід дислокацій на поверхню і появу атомних заряджених сходинок, що і є причиною зниження РВЕ. З використанням розробленої моделі і виведених рівнянь виконані кількісні оцінки параметрів структурних та енергетичних змін на поверхні металів.
6. Вивчено вплив проміжної термічної обробки на міцність втоми досліджуваних сталей. Знайдено, що проведення відновлювального відпуску після випробувань, які складають 20 - 30 % середньої довговічності, є перспективним способом, що дозволяє істотно збільшити опір втоми. Вакуумна термообробка приводить до зменшення значень РВЕ на поверхні зразка в середньому на 100...120 мэВ. Відпуск зразків, проведений після механічної обробки (виготовлення), викликає різке збільшення величини РВЕ і істотне зменшення розкиду її значень.
7. Методом дифракційної електронної мікроскопії знайдено, що під дією циклічного навантаження спостерігається фрагментація мартенситних пластин у структурі високолегованих сталей, взаємодія дислокацій, їх часткова анігіляція і утворення субзернистої структури. Більшій втомній міцності сталей відповідає відносно однорідна дрібна субструктура.
8. Експериментально встановлено і доведено, що контактна деформація індентуванням і процес тертя супроводжуються зменшенням РВЕ в зоні відбитка від індентора і на доріжці тертя. Виявлено, що РВЕ чутлива до стану і типу структури поверхневого шару і може використовуватися при вивченні явищ контактної взаємодії металів. Послідовне шліфування металевої поверхні наждаковими шкурками різної зернистості приводить до циклічних змін в енергетичному розподілі РВЕ по поверхні. Для усіх видів шліфувань спостерігається граничне значення РВЕ. Із зменшенням параметра шорсткості РВЕ зростає. Величина градієнта РВЕ по поверхні залежить від ступеня локальної залишкової деформації. З часом енергетичний рельєф релаксує. Виявлено вплив окисного процесу при деформуванні металевих поверхонь; із збільшенням товщини окисних плівок спостерігається ріст РВЕ. Потенційний рельєф поверхні обумовлений нерівномірністю розподілу залишкових напружень в матеріалі, а також товщиною і складом поверхневих плівок.
9. Розроблено новий метод, що полягає у швидкій оцінці відносної зносостійкості металів на основі проведення економічних, екологічно чистих і простих по виконанню випробувань на тертя з наступним виміром розподілу РВЕ вздовж доріжок тертя. Розподіл РВЕ по поверхні безпосередньо пов'язаний з розподілом поверхневої енергії. Вимірювання РВЕ може бути використане для дослідження фізичних закономірностей опору металів тертю і зносу.
10. Встановлено, що електроімпульсна обробка приводить до збільшення довговічності металів при випробуваннях на багатоциклову втому. Вплив обробки імпульсним струмом проявляється у зниженні рівня залишкових макронапружень у приповерхневому шарі, зменшенні блоків мозаїки і росту мікронапружень. Вплив імпульсної обробки на структуру проявляється значної мірою для більш розвинутої дефектної структури.
11. У рамках молекулярно-динамічного моделювання показано, що термічний пік навіть з не дуже високою максимальною температурою (~1000 0К) здатний “заліковувати” області кристала з дефектами типу вакансія - міжвузловий атом. Термічні коливання атомів активують процес рекомбінації дефектів, в той час як направлено-орієнтуючий вплив здійснюється пружним полем, обумовленим дефектами. Імовірність переміщення міжвузлових атомів у напрямку до вакансій при рекомбінації відповідних дефектів у значній мірі визначається пружними полями і тому слабко змінюється з ростом температури. Зменшення кількості дефектів може досягатися короткочасними (~10-12–10-11 с) просторово локальними (порядку нанорозмірних) тепловими впливами (піками) з максимальною миттєвою температурою ~1000 0К і випадковим розподілом напрямків швидкостей атомів у тепловому піку. При цьому навколишні області атомних структур залишаються неушкодженими, тоді як при максимальних миттєвих температурах ~2000 0К спостерігається утворення нових дефектів, особливо поблизу вільної поверхні модельного кристала.
12. Розроблено оригінальні експериментальні установки для випробувань на одновісне розтягування, втому, кінетичне індентування, для випробувань на тертя і знос. Здійснені пристрої, що призначені для зміцнення поверхні металевих тіл з використанням електроімпульсного впливу і магнітно-абразивної обробки. Удосконалено методику виміру КРП, на основі аналізу залежності контактної різниці потенціалів від напруги компенсації з використанням одночасно комп'ютерної обробки результатів вимірів.
Література
1. Лоскутов С.В., Левитин В.В., Серпецкий Б.А. О влиянии поверхностных органических плёнок на результаты рентгенодифрактометрического анализа напряжений в металлах // Нові матеріали і технології в металургії та машинобудуванні.– 1997.– № 1–2.– С.72 – 74.
2. Левитин В. В., Лоскутов С. В., Серпецкий Б. А. Исследование замковых соединений лопаток и дисков газотурбинных двигателей с применением резистометрии // Нові матеріали і технології в металургії та машинобудуванні.- 1997.- № 1-2.- С.70 -72.
3. Лоскутов С. В., Левитин В. В. О кинетике энергетического состояния металлической поверхности в процессе усталостного деформирования // Новые конструкционные стали и сплавы и методы их обработки для повышения надёжности и долговечности. - Сб. научн. тр. ЗГТУ. - Запорожье, 1998.- С. 37 - 38.
4. Серпецкий Б. А., Лоскутов С. В., Левитин В. В., Манько В. К. Повышение точности и производительности рентгенодифрактометрических измерений макроскопических напряжений // Заводская лаборатория. Диагностика материалов. Физические методы исследования и контроля. – 1998. – 3. – С. 28 –30.
5. Лоскутов С. В. Влияние пластической деформации на работу выхода электронов в алюминии // Физика металлов и металловедение. – 1998.– 86, № 2.– С. 61 – 66.
6. Лоскутов С. В. Закономерности распределения работы выхода электрона по деформированной поверхности металла // Известия вузов. Физика. – 1998. – 6.– С. 59 – 63.
7. Лоскутов С. В., Левитин В. В., Серпецкий Б. А. О физическом механизме развития.
Похожие работы

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...


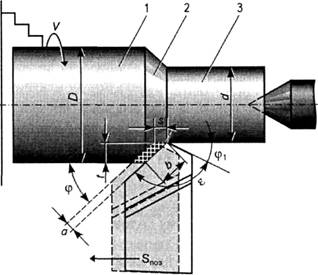
... різця по відношенню до заготовки. 3 Залежність кутових параметрів процесу різання від умов Всі розміри кутових параметрів різця будуть зберігатись в процесі різання лише в тому випадку, коли вершина різця встановлена на висоті обертання заготовки, геометрична вісь різця строго перпендикулярна до вісі обертання заготовки і вектор швидкості подачі направлений вздовж вісі обертання заготовки ( ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
... . Обробка тиском – один із прогресивних, економічних та високопродуктивних способів виробництва заготівок у машино- і приладобудуванні. Майже 90% відсотків усієї сталі, що виплавляється, і 60% кольорових металів та сплавів піддають тим. Чи іншим видам обробки тиском: прокату, пресуванню, волочінню, штампуванню тощо. Обробкою тиском можуть бути отримані заготовки чи деталі з сплавів, які володіють ...
0 комментариев