Навигация
Содержание
Задание ……………………………………………………………………………2
Содержание………………………………………………………………………..3
Введение………………………………………………………………………......4
1 Конструкция двухванной сталеплавильной печи……………………….......5
1.1 Устройство работы двухванной печи……………………………………….5
1.2 Недостатки двухванных печей……………………………………………..6
2. Примерный расчет двухванной сталеплавильной печи …………………...9
2.1 Топливный расчет…………………………………………………………..9
2.2 Материальный баланс……………………………………………………..10
2.3 Тепловой баланс……………………………………………………………16
3. Расход тепла…………………………………………………………………18
3.1 Физическое тепло стали…………………………………………………….18
Заключение……………………………………………………………………...23
Список использованных источников……………………………………….…24
Введение
В двухванных печах выплавляют, стали широкого сортамента, в том числе низколегированные, не уступающие по качеству сталям, выплавляемым в мартеновских печах
Распространение двухванных печей определилось их преимуществами в сравнении с мартеновскими печами: малым удельным расходом огнеупоров (4–5 кг в сравнении с 12–15 кг на мартеновских печах), меньшим объемом ремонтов, значительным облегчением условий труда ремонтных рабочих, в 3–5 раз меньшим расходом топлива, более высокой стойкостью, достигающей 800–1000 плавок.
Производительность двухванных печей в 3–4 раза выше, чем мартеновских; их устанавливают на месте существующих мартеновских печей без реконструкции здания и изменения грузопотоков в цехе.
1. Конструкция двухванной сталеплавильной печи
При интенсивной продувке мартеновской ванны выделяется значительное количество СО, которую трудно полностью дожечь в самом рабочем пространстве. Часть несгоревшего СО и большое количество пыли выносятся дымовыми газами из рабочего пространства печи. Для лучшего
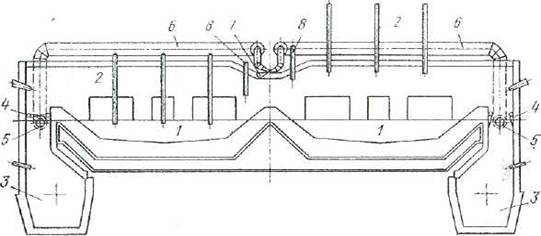
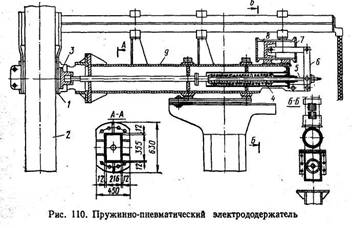
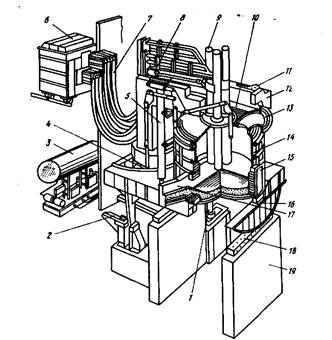
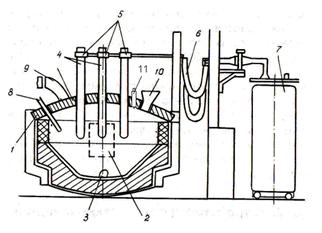
Рис. 121. Двух ванная печь 2x300 т:
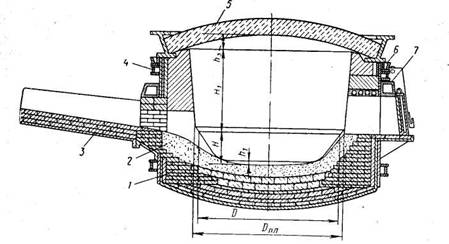
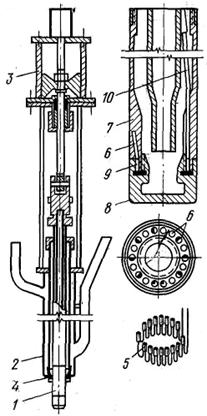
1 – ванны печи; 2 – фурмы; 3 – шлаковики; 4 – водоохлаждаемая заслонка; 5 – амбразура для отбора воздуха из вертикального канала; 6 – футерованный воздухопровод; 7 – амбразура в своде печи; 8 – эжектор использования СО и частичного улавливания пыли в самом рабочем пространстве создана двух ванная сталеплавильная печь (рис. 123).
Рабочее пространство такой печи разделено переводом на две ванны. Обе ванны имеют общий .свод, так что продукты сгорания, образующиеся в одной ванне, проходят вторую часть рабочего пространства.
1.1 Устройство работы двухванной печи
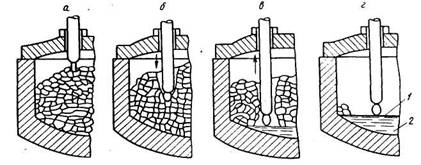
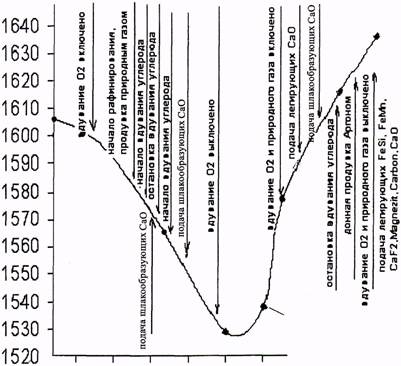
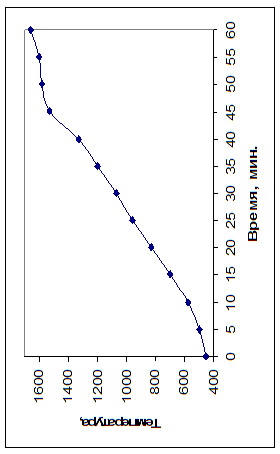
Печь работает следующим образом: в одной ванне (горячей) происходит плавление и доводка с интенсивной продувкой металла кислородом, а во второй ванне (холодной) в то же время идет завалка и прогрев твердой шихты. Газы из горячей части печи направляются в холодную и состоят до 35% из оксида углерода. В холодной части печи СО догорает до СО2 и за счет выделяющегося тепла происходит нагрев твердой шихты. Недостающее для процесса нагрева тепло восполняется подачей природного газа через горелки, установленные в своде печи. Сгорание природного газа и догорание СО совершаются за счет дополнительного кислорода.
Когда готовую сталь из первой ванны выпускают, во вторую ванну заливают жидкий чугун. После заливки чугуна тут же начинают продувку ванны кислородом. Заканчивается продувка за 5–7 мин до выпуска. С выпуском металла из первой ванны цикл плавки заканчивается и начинается новый. В то же время с помощью перекидных шиберов изменяется направление движения газов. Теперь бывшая холодная ванна становится горячей. Первую ванну заправляют и производят завалку шихты, и цикл повторяется.
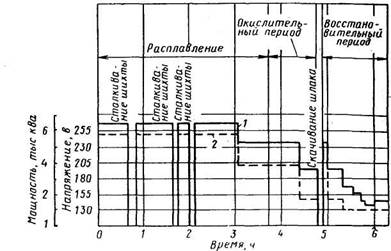
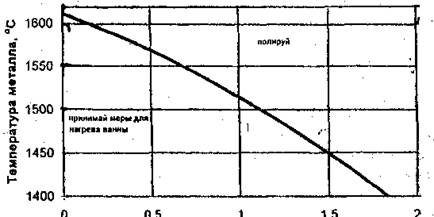
Двух ванная печь должна работать таким образом, чтобы было равенство холодного и горячего периодов, протекающих одновременно в разных ваннах. В холодный период входит выпуск, заправка, завалка, прогрев, заливка чугуна; в горячий период – плавление и доводка. Например, для печи с садкой каждой ванны 250 т общая продолжительность плавки составляет 4 ч, каждый период длится по 2 ч. Металл выпускается также через каждые 2 ч. Раскисление стали, производят в ковше.
Металл продувают кислородом в каждой ванне через две–три кислородные фурмы с интенсивностью 20–25м3/ч" на 1 т металла. Каждая часть печи оборудована сводовыми кислородными фурмами и газокислородными горелками. Горелки необходимы для сушки и разогрева печи после ремонтов, а также для подачи дополнительного топлива.
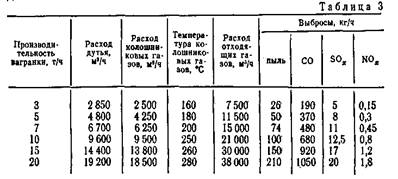
Современные двухванные печи работают на техническом кислороде без вентиляторного воздуха, поэтому регенераторы отсутствуют. Холодная ванна печи частично выполняет роль регенераторов, аккумулируя тепло газов, покидающих горячую часть печи с температурой ~1700°С, и частично улавливает плавильную пыль, тем самым выполняет роль шлаковиков. Тем не менее количество пыли в продуктах сгорания, покидающих печь, составляет большую величину (20–40 т/м![]() ). Пыль состоит на 85–90 % из окислов железа.
). Пыль состоит на 85–90 % из окислов железа.
Дымовые газы, покидающие рабочее пространство печи с температурой около 1500 °С, поступают по вертикальному каналу в шлаковик, в котором охлаждаются водой до температуры 900–1000 °С, а затем направляются в боров. В борове за счет подсоса холодного воздуха происходит дальнейшее понижение их температуры до 700 °С.
Похожие работы
... . Предварительно перед опусканием бадьи в печь для ослабления ударов шихты о подину задают некоторое количество мелочи. С целью сокращения периода плавления и повышения производительности электродуговых печей на некоторых заводах производят предварительный подогрев скрапа до 850—870° С в специальной футерованной шамотным кирпичом бадье. При загрузке шихты завалочной машиной сохраняется та же ...
... этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки. Измерение температуры свода электросталеплавильной печи Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора ...
... толстолистового стана 5000. В дальнейшем в конвертерном цехе планируют строительство четвертого конвертера, что позволит увеличить к 2013 г. объем производства стали до 16 млн т — 4 млн т в электросталеплавильном и 12 в конвертерном цехах. 1. Основы технологии выплавки стали в электродуговых печах 1.1 Состояние и история развития выплавки стали в дуговых электропечах Электрометаллургия ...
... содержанием в них углерода, от качества которого и зависит закаливаемость стали. Прокаливаемость определяется присутствием легирующих элементов. В условиях полной прокаливаемости механические свойства стали мало зависят от характера легированности. Исключение составляет никель и молибден, повышающие сопротивление хрупкому разрушению. В т же время никель увеличивает пластичность и вязкость стали, ...
0 комментариев