Существующая технологическая схема
Период плавки
Технология плавки стали марки 17Г1С
Изменение температуры в процессе внепечной обработки металла
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Безопасность жизнедеятельности
Охрана окружающей природной среды
Расчет годового производства цеха
Навигация
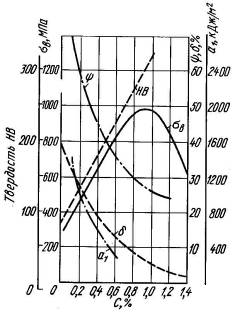
Влияние водорода на свойства стали
Влияние водорода на свойства стали
125580
знаков
26
таблиц
5
изображений
Аннотация

Разработана промышленная установка для обработки стали в ковше с пульсирующей подачей инертного газа через погружные фурмы. Предложены амплитудно-частотные характеристики потока инертного газа, подаваемые в погружные фурмы, обеспечивающие наибольшую эффективность дегазации стали и удалении неметаллических включений из металла. Разработаны конструкции газодинамических устройств, обеспечивающих требуемые амплитудно-частотные характеристики дутья. Предложены конструктивные решения их монтажа на стенде. Предложена технологическая схема работы двухванных сталеплавильных агрегатов, стенда для обработки стали в ковше и МНЛЗ, для производства конструкционной и трубной стали.
Пояснительная записка к дипломному проекту изложена на 106 страницах, содержит 1 рисунков, таблиц, список использованных источников.
ВведениеООО «Уральская Сталь» является крупным предприятием с полным металлургическим циклом, в состав которого входят управление с четырьмя рудниками, коксохимическое производство, аглофабрика, доменный цех, имеющий в своем составе четыре доменных печи, мартеновский цех, электросталеплаильный цех блюминг 1250, толстолистовой стан 2800, универсальный широкополосный стан 950/800, вспомогательный цеха и производства.
ООО «Уральская Сталь» входит в восьмерку крупнейших металлургических предприятий России. Более 5% российской стали производится в Новотроицке. Имеющиеся оборудование и технологии позволяют комбинату выплавлять сотни марок стали: от рядовых углеродистых до сталей специального назначения. По ряду позиций ООО «Уральская Сталь» занимает ведущие места в отрасли.
Дальнейшее развитие ООО «Уральская Сталь» сконцентрировано на следующих направлениях:
- освоение собственного производства сырья, материалов, огнеупоров взамен привозных;
- внедрение новых технологий, направленных на повышение стойкости металлургических агрегатов и оборудования;
- разработка и внедрение новых технологий производства проката из низколегированных сталей;
- расширение сортамента продукции;
- повышение конкурентной способности стали за счет повышения качества стали;
- снижение обрези, повышение стойкости огнеупоров, снижение расхода ферросплавов и раскислителей.
I Технико-экономическое обоснование проекта работы
Влияние водорода на эксплуатационные свойства стали
Водород, присутствующий в стали. Влияет на ее эксплуатационные свойства и приводит к специфическим металлургическим дефектам металла – образованию флокенов и водородному охрупчиванию стали.
Под водородным охрупчиванием подразумевают снижение пластических свойств металла, наблюдаемое в определенных условиях в присутствии водорода в стали. При определенном содержании водорода отмечается исчезновение предела текучести, а у высокопрочных сталей и снижение предела прочности.
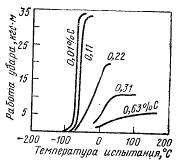
Отрицательное влияние водорода проявляется при его содержании более 1 – 2 см3/100 г. и с дальнейшим повышением концентрации пластичность и сопротивление металла разрушению пропорционально снижаются при 5 – 10 см3/ г. пластичность металла минимальна. С ростом концентрации водорода изменяется характер разрушения образца – от вязкого к типично хрупкому (разрушение сколом).
Водородное охрупчивание наблюдается только в температурном интервале от минус 374 К до плюс 374 К и уменьшается с повышением скорости деформации.
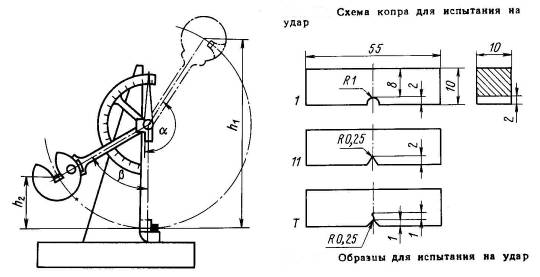
Для оценки склонности стали к водородной хрупкости широко применяются механические испытания на одноосное растяжение, на ударную вязкость, на вязкость разрушения, на усталостную прочность и другие.
Флокены представляют собой внутренние дефекты стали, выявляемые в изломе в виде пятен округлой формы. На поверхности микрошлифа, вырезанного перпендикулярно плоскости пятен, флокены имеют вид трещин, толщина которых измеряется сотыми и даже тысячными долями миллиметра.
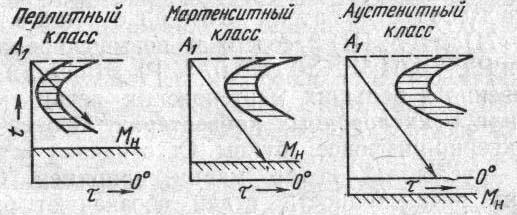
Обычно флокены образуются в кованных и катанных заготовках и изделиях с относительно большим сечением. Чувствительны к образованию флокенов углеродистые (более 0,25 – 0,30% углерода) и легированные стали перлитного, перлито-мартенситного и мартенситного классов.
Возникновение флокенов объясняется наличием внутренних напряжений, связанных с деформацией и охлаждением металла и напряжений, создаваемых присутствующим в металле водородом. Для образования флокенов необходимы оба условия: при отсутствии любого из них флокены в стали не образуются.
В практике широко используются приемы по предупреждению образования флокенов в крупных передельных заготовках, которые заключаются в их замедленном охлаждении или длительном изотермическом отжиге после горячей пластической обработки металла. В результате этого содержание водорода изменяется незначительно, то есть эти приемы обеспечивают, главным образом, снятие внутренних напряжений. Однако при повышенном содержании водорода (2,8 – 4,5 см3/100 г.) флокены снова появляются после второго и даже третьего прокатного передела, если после каждого из них металл не подвергался противофлокеновой обработке. Препятствовать образованию флокенов в металле можно только понижая содержание водорода в нем ниже определенных для этой марки стали пределов.
Растворимость водорода в жидком железе
Растворимость водорода в жидком железе подчиняется закону Сиверста /1/
1/22(Г) = [Н] (1)
КН = [Н] / ÖРН; (2)
То есть, растворимость водорода пропорциональна корню квадратному из парциального давления водорода в газовой фазе и растет с повышением температуры. Величина КН численно равна растворимости водорода в железе при
РН = 1013 х 105 Па и заданной температуре. При 1873 К и давлении около 100 кПа массовая доля водорода составляет примерно 0,0027%. Уравнение (2) пригодно для расчета растворимости водорода в жидком железе, находящемся в равновесии с газовой фазой, содержащей молекулярный водород. В реальных условиях парциальное давление молекулярного водорода очень мало, а содержание водорода в металле определяется парциальным давлением паров воды и влажностью шихтовых и шлакообразующих материалов.
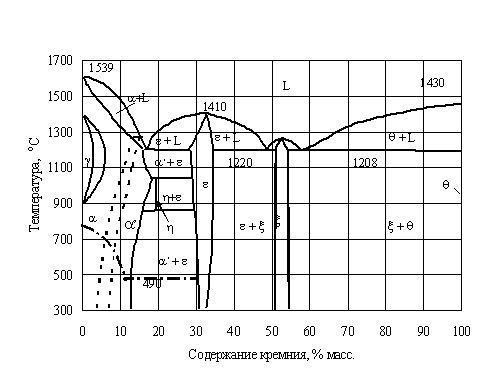
При температуре кристаллизации наблюдается скачкообразное изменение растворимости водорода от 28 до 8 см3/100 г. В связи с этим железо и его сплавы при низких температурах, как правило, пересыщены водородом, что приводит к его выделению из раствора, последующей молизации и образованию дефектов. Особенно чувствительными к образованию этих дефектов являются легированные стали. В /1/ указывается, что растворимость водорода в аустените выше, чем в d-Fe. То есть, стали, кристаллизующиеся в форме g- Fe и имеющие аустенитную структуру, могут содержать больше водорода в твердом растворе, поэтому такие стали менее подвержены пористости.
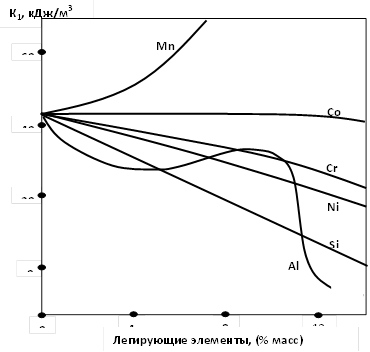
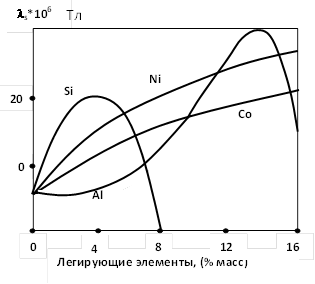
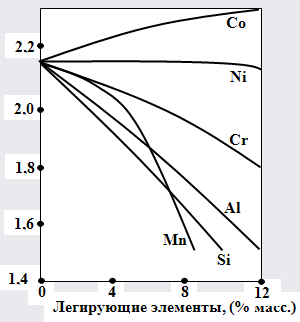
Влияние легирующих элементов на растворимость водорода в жидком железе количественно описывается коэффициентом активности (fR). Гидрообразующие элементы (Zr, Ti, Nb, V, Ce) увеличивают растворимость водорода. Элементы, не образующие гидридов (Ni, Mo, Mn, Co, Cr) слабо влияют на растворимость. Группа элементов (С, Si, P, Al и др.) уменьшают растворимость водорода, что связано с сильным взаимодействием между атомами железа и легирующей добавкой, с образованием карбидов, силицидов, фосфидов и других соединений.
Определения содержания водорода в металле
Определение содержания водорода в сталях связано со значительными трудностями. Водород обладает высокой диффузионной подвижностью в твердом металла при повышенных температурах, что требует проведения закалки отобранных проб для фиксации в них растворенного водорода до момента проведения анализа и скорейшего проведения самого анализа. Одним из главных источников ошибок при определении содержания водорода являются его потери при кристаллизации пробы, когда происходит скачкообразное изменение его растворимости.
Методы отбора проб для определения содержания водорода в стали делятся на открытые и закрытые (или газосборные).
При открытом методе металл заливают в медный кокиль и отбирают пробу в кварцевую трубку и охлаждают ее с максимально возможной скоростью, предотвращая выделение водорода. Образец хранят при низких температурах. При использовании этого метода возможны ошибки систематического характера, связанные с одновременным поглощением и удалением водорода при закалке пробы в воде.
При закрытом методе проводится улавливание и сбор выделяющегося в процессе кристаллизации водорода в специальную металлическую или кварцевую ампулу. Этот метод исключает потери водорода при кристаллизации пробы и его поглощение при закалке пробы в воде. Метод является эффективным при низких концентрациях водорода, в частности, при вакуумировании.
Существует достаточно большое количество методов определения содержания водорода в металлах, наиболее распространенные из них – метод нагрева и плавления образцов в вакууме или в атмосфере инертных газов. К преимуществам метода относят проведение анализа при относительно невысокой температуре, отсутствие взаимодействия образца с материалом тигля, выделение при нагреве только водорода, что упрощает методику проведения анализа. Недостатком метода считают невозможность полного выделения водорода, особенно при анализе легированных сталей и большую продолжительность анализа.
К достоинствам метода с использованием газа-носителя относятся: отсутствие вакуума, низкие потери водорода, простота обслуживания аппаратуры и возможность автоматизации.
В настоящее время широкое применение для анализа водорода в металлах получили приборы фирм «Леко», «Лейбоулд-Хереус», «Болзерс». Например, прибор фирмы «Леко» работает с использованием аргона в качестве несущего газа, имеет нижнюю границу определения от 10-5 до 10-2 % и погрешность ± 3%.
Содержание водорода в сталеплавильных шлаках определяют методом вакуум-нагрева. Отобранный при помощи пробной ложки шлак разбивается на куски размером 15 – 20 мм и в раскисленном состоянии помещается в боксы с ангидроном. Навеска шлака для проведения анализа составляет примерно 1 г. Концентрацию водорода в шлаке определяют методом вакуум-нагрева на приборе конструкции Клячко-1 /4/. Прибор оборудован высокотемпературным нагревателем, способным обеспечить нагрев до 1774 К, и экстракционным сосудом из газонепроницаемого кварца. Конструкция прибора позволяет разделить выделяющийся газ на составляющие: СО, СО2, Н2О и определять их количество.
В последние годы предпринимались многочисленные попытки найти способ непосредственного определения содержания водорода в разливочном и промежуточном ковшах. Для этой цели пригодна система Гидрис, базирующаяся на применении погружного зонда .
В расплавленный металл вдувают определенный объем инертного газа. Газ улавливается пористым газопроницаемым керамическим конусом и затем каждые 6 секунд прокачивается в замкнутом цикле (V равно 20 мл) через измерительную систему.
Водород переходит в систему циркуляции Гидрис до тех пор, пока не установятся равновесные парциальные давления. Равновесное значение определяется путем измерения теплопроводности (с помощью катарометра) газа.
Точность измерений содержания водорода в стали по методике Гидрис составляет ± 35%. Время погружения зонда Гидрис 40 – 70 с.
Таким образом, система Гидрис является надежным способом экспрессного определения содержания водорода в жидкой стали, что позволяет использовать ее во внепечной обработке и разливке стали, контролируемом охлаждении непрерывно-литых заготовок.
Процесс растворения азота в металле
Межатомные силы внутри молекулы азота значительно превышают
соответствующие силы в молекулах водорода. Это объясняется тем, что диссоциация молекул азота на атомы происходит при более высоких температурах, чем молекул водорода.
Процесс растворения в металле азота имеет ту же природу, что и у водорода. Эта общность природы процессов определяет и некоторые общие черты термодинамики процессов растворения водорода и азота: справедливость для обоих случаев закона Сивертса, то есть прямой пропорциональности между количеством растворенного газа и корнем квадратным из парциального давления газа, положительное значение энтальпии процессов растворения ∆HS практически для всех расплавов железа как в случае азота, так и водорода.
Элементы, которые более склонны к образованию нитридов, чем железо, то есть имеют большее сродство к азоту, чем железо (Ti, Nb, V).
Наоборот, элементы, характерные сильными межатомными связями с железом, например С и Si, существенно понижают растворимость азота.
Азот активно взаимодействует с дислокациями и другими дефектами структуры металла в значительной степени влияет на его механические свойства.
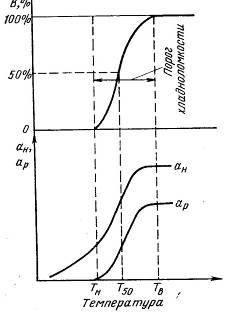
Деформационным старением именуется изменение механических свойств железа и малоуглеродисой стали после холодной пластической деформации и последующей выдержки при комнатной и повышенных температурах (до 250ºС). Это явление характеризуется повышением пределов текучести и прочности, твердости, понижением пластических свойств при статических испытаниях и критической температуры хрупкого разрушения при испытании на удар.
Частный случай деформационного старения – синеломкость, вызванная, главным образом, присутствующим в стали азотом и углеродом. Ее признаки: снижение пластичности, повышение пределов текучести и прочности металла. Синеломкость проявляется уже при незначительном содержании азота; наивысшие значения предела прочности достигаются при его содержании около 0,01%.
В процессе старения в связи с сегрегацией атомов у дислокаций электрическое сопротивление и термоэлектродвижущая сила уменьшается /2/.
Азот в стали определяется с помощью системы Нитрис, работающей аналогично системе Гидрис.
Процесс неметаллических включений в стали
Процесс удаления неметаллических включений является многостадийным и включает в себя всплывание включений, их переход через границу металла и шлака, ассимиляцию включений шлаком и их растворение в шлаке.
В зависимости от геометрической формы включения одного и того же химического состава, равные по массе, в равных температурных условиях и при равенстве прочих параметров окружающей среды, должны всплывать и удаляться с различными скоростями.
Общеизвестная формула Стокса /3/ применима только в случае всплывания твердых, идеально смачиваемых металлом неметаллических включений. При этом металл должен быть неподвижен
Re = 2 · rв · ρМ · w/ηM ≤ 1, (3)
где Re – число Рейнольдса;
rв - радиус включений;
ρМ – плотность металла;
w – скорость всплывания включения;
ηM - вязкость металла.
По Стоксу, скорость всплывания глобулярных включений пропорциональна квадрату радиуса включений, число Рейнольдса нарастает пропорционально кубу их радиуса. Поэтому формула стокса применима лишь по отношению к включениям размерами < 100 мкм.
Для определения скорости всплывания мелких жидких включений применяют уравнение Рыбчинского – Адамара
 (4)
(4)
где ηм – вязкость металла
ηв – вязкость включения.
Наиболее часто жидкими окисными включениями являются силикаты, а их вязкость в сотни и даже тысячи раз больше вязкости металла, поэтому, пренебрегая во второмсомножителе величиной ηм, можно получить и для жидких силикатных капель формулу Стокса
![]()
![]()
![]() (5)
(5)
При размерах капель не более 100 кмк их деформация, конечно, не имеет места, и подсчет по формуле (5) можно считать надежным
На практике установлено, что перемешивание металла приводит к значительному ускорению процесса его очищения от неметаллических включений. Это происходит вследствие ускорения процесса укрупнения включений, увеличения вероятности встреч диспергированных в металле включений. Потоки металла увлекают вместе с собой неметаллические включения. Последние достигают перемешиваемого, контактирующего со шлаком, слоя металла и частично переходят в него с последующей ассимиляцией шлаком. В этом случае могут всплывать включения, имеющие одинаковую плотность с металлом и даже несколько большую.
Скорость потока металла, достаточная для выноса включений, имеющих даже более высокую плотность по сравнению с металлом, в подшлаковый слой определяется уравнением:
 (6)
(6)
Степень очищения тонких слоев металла, оказавшихся непосредственно под шлаком, от неметаллических включений зависит от ряда причин и в конечном итоге определяется соотношением скоростей перехода включений из подслоя металла в слой, непосредственно контактирующий со шлаком, скоростью перехода (втягивания) включений в шлак и скоростью движения металла в горизонтальном направлении под шлаком.
Докристаллизационные неметаллические включения, как известно, являются подложкой для последующего образования на них третичных и, отчасти, четвертичных неметаллических включений, в ходе последующей кристаллизации и охлаждения металла.
Таким образом, удаление первичных и вторичных неметаллических включений играет важную роль для дальнейшего получения металла чистого от неметаллических включений. Поэтому применение пульсирующей подачи инертного газа в ковш имеет важное значение для получения чистого по неметаллическим включениям металла.
Производство стали
Краткое описание предприятия ООО «Уральская Сталь»
ООО «Уральская Сталь» (ОХМК), образованное на базе Орско-Халиловского металлургического комбината, является крупным металлургическим предприятием с полным металлургическим циклом. 5 марта 1955 г. доменная печь № 1 выдала первый чугун, и этот день стал датой рождения Орско-Халиловского металлургического комбината.
ООО «Уральская Сталь» работает на базе уникального месторождения природно-легированной железной руды. В руде этого месторождения, кроме железа, содержатся такие ценные элементы, как никель, хром и кобальт. В этом же районе были найдены промышленные запасы известняка, никеля и огнеупорной глины.
Сегодня ООО «Уральская Сталь» - это прокат высокого качества, это около ста марок углеродистой, легированной и низколегированной стали, это единственный в мире хроконикелевый природно-легированный чугун, кокс и химическая продукция. Имея высокие потребительские свойства, сталь с маркой ООО «Уральская Сталь» находит широкое применение во многих отраслях народного хозяйства: при строительстве газопроводов и океанских кораблей, котлов и сосудов, работающих под давлением, для изготовления оборудования атомных электростанций, при сооружении мостов, валов электродвигателей и осей вагонов, сельскохозяйственных машин, автомобилей и бытовых приборов.
ООО «Уральская Сталь» имеет свидетельства отечественных органов стандартизации и метрологии, удостоверяющие, что его прокат является новой и высокоэффективной продукцией. Комбинат имеет свидетельства фирм Ллойд, БС, ТЮФ и турецкого института стандартов, удостоверяющие, что ООО «Уральская Сталь» является предприятием, гарантирующим поставку проката по международным стандартам. Наряду с этим ООО «Уральская Сталь» производит около 20% стали повышенного качества с комплексом свойств, не имеющих аналогов в зарубежном производстве.
Продукцию комбината знают не только во всей стране, но и за ее пределами. Трубную заготовку из углеродистых, низколегированных и легированных сталей получают Челябинский трубопрокатный завод, Первоуральский новотрубный завод, Волжский и Синарский трубные заводы. Прокат из листовой стали для котлов и сосудов, работающих под давлением, используют на нефтехимических заводах в г. Дзержинске, Рузаевке, Салавате.
Прокат из конструкционной стали отправляют на мостостроительные заводы г. Улан-Удэ, Воронежа, Чехова, Кургана. Получателями листового и полосового проката повышенного качества являются известные автомобилестроительные заводы: ПО «ГАЗ», ОАО «КАМАЗ», «БЕЛАЗ», «МАЗ», ПО «АЗЛК», ПО «ЗИЛ».
Являясь поставщиком таких крупных отечественных предприятий, ООО «Уральская Сталь» экспортирует свою продукцию и за рубеж.
В состав мартеновского цеха входят:
- печной пролет с двумя двухванными 250 х 250 тонн и четырьмя 450-тонными мартеновскими печами;
- разливочный пролет с 10 разливочными кранами;
- миксерные отделения № 1 и № 2, в которых установлены 2 миксера емкостью 1300 т. для передельного чугуна;
- шихтовое отделение со складами магнитных и сыпучих материалов;
- шлаковое отделение.
Особенностью ООО «Уральская Сталь» является то, что при большом объеме производства продукции выплавляют только спокойную сталь, в том числе свыше 60% легированных и низколегированных марок, и высокопрочную сталь специального назначения. В цехе выплавляют около ста различных марок стали. Половина всего объема производства – сталь с массовой долей серы менее 0,025%.
В целях повышения качества жидкой стали на комбинате применяют отсечку печного шлака на выпуске, продувку стали в ковше инертным газом (аргоном, азотом или смесью аргона и азота), а также разливку с защитой струи металла от окисления инертными газами. Внедрение этого комплекса внепечной обработки металла позволило обеспечить однородность стали по химическому составу, улучшить качество выплавляемой стали, и, в конечном итоге, обеспечить получение высококачественного проката /9/.
Похожие работы
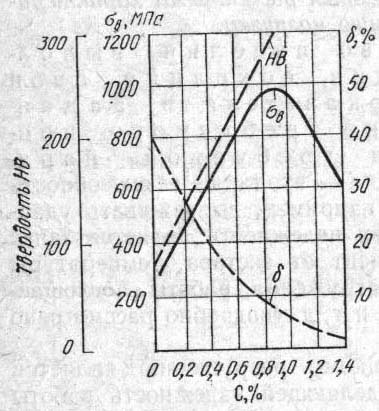
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев