Навигация
Динамический анализ механизмов долбежного станка
10996
знаков
5
таблиц
8
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Донбасский государственный технический Университет
Кафедра прикладной механики
Динамический анализ механизмов долбежного станка
Алчевск, 2006
Схема механизма и исходные данные
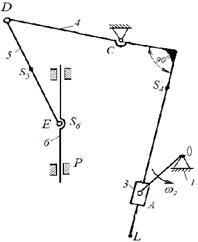
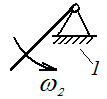
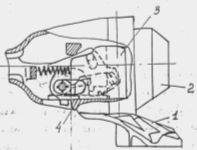
Механизмы долбежного станка
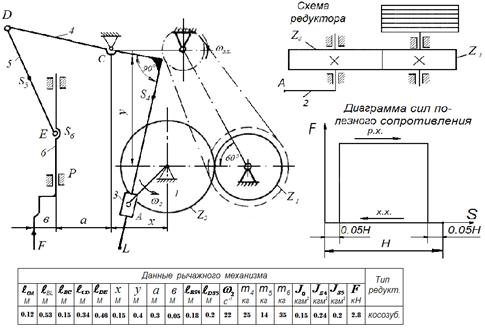
Долбежный станок предназначен для долбления пазов и внутренних канавок в отверстиях. Для движения ползуна с резцом используется шестизвенный кривошипно-кулисный механизм OALBCDEP с качающейся кулисой. Кривошип 2 получает вращательное движение от электродвигателя через клинно-ременную передачу и горизонтальный одноступенчатый редуктор с цилиндрическими колесами. Вращательное движение кривошипа преобразуется в возвратно-поступательное движение ползуна 6 через качающуюся вокруг опоры С кулису 4 с камнем 3 и шатун 5. Ход ползуна Н выбирается в зависимости от длины обрабатываемой поверхности детали с учетом перебегов 0.05Н в начале и конце рабочего хода (см. диаграмму сил полезного сопротивления). Рабочий ход ползуна 6 совершается за больший промежуток времени, чем холостой ход, и соответствует большему углу поворота кривошипа.
Кинематический анализ и выбор электродвигателя
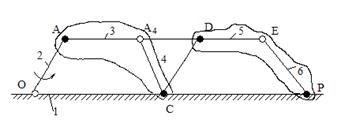
Планы положения мех – ма и силы полезного сопротивления
Выбрав масштаб ![]() построили 8–9 планов положений механизма при общем изображении стойки. Пусть ОА=35 мм, тогда
построили 8–9 планов положений механизма при общем изображении стойки. Пусть ОА=35 мм, тогда
Сначала определили крайнее положение механизма перед рабочим ходом и начиная от него построили 6–8 планов положений механизма соответствующих положениям ведущего звена механизма. Определили 2-ое крайнее положение звеньев механизма и построили для него план механизма. Построили диаграмму усилий, действующее на исполнительное звено, и если необходимо, построили 2 плана положений соответствующие началу и концу действия сил полезного сопротивления.
Структурный анализ механизма
1. Выписываем кинематические пары определяя класс и вид
1–2 – вращ., 5 кл
2–3 – вращ., 5 кл
3–4 – поступ., 5 кл
4–1 – вращ., 5 кл
4–5 – вращ., 5 кл
5–6 – вращ., 5 кл
6–1 – поступ., 5 кл
2. Определяем степень подвижности
W=3n-2p5 – p4 =3*5–2*7=1
3. Строим структурную схему механизма
4. Определяем группы Ассура, определяем класс, порядок и вид
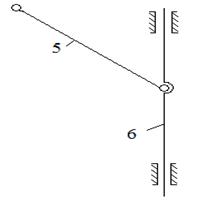
5–6 гр. Ассура, II класса, II порядка, с внешней поступательной парой
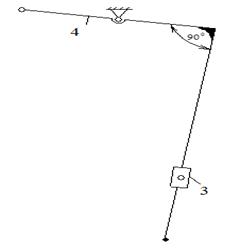
3–4 гр. Ассура, II класса, II порядка, с внутренней поступательной парой
1–2 механизм I класса
5. Определяем точки наслоения
I (1,2) – II (3,4) – III (5,6)
Весь механизм II класса.
Планы скоростей. Линейные скорости точек и угловые скорости звеньев
Построение плана скоростей
Скорость точки A постоянна и равна:
![]()
Выбираем масштаб плана скоростей. Пусть отрезок ![]() - изобр. скорость т.А на плане скоростей. Тогда масштаб плана скоростей будет:
- изобр. скорость т.А на плане скоростей. Тогда масштаб плана скоростей будет:
Вектор pvа направлен перпендикулярно ОА по направлению ω2.
Рассмотрим группу Ассура 3–4 (внутренняя точка А4) и запишем систему уравнений:
VA4 = VA+ VA4А![]()
VA4 = VС+ VA4С![]()
Систему решим графически. Рассмотрим первое уравнение системы: через точку a плана скоростей проводим прямую, параллельную звену BL(на этой прямой будет находиться VA4А и точка A4).
Решаем второе уравнение.VС=0, т. к. точка С неподвижна, а значит вектор pvс, изображающий скорость VС =0 иточка С совпадает с pv. Через полюс плана скоростей (точки с) проводим прямую перпендикулярную А4C. При пересечении двух прямых получаем положение точки а4.
Положение точек b,![]() на плане скоростей определяем по теоремам подобия. Точка b будет находиться так:
на плане скоростей определяем по теоремам подобия. Точка b будет находиться так:

Проведём окружность радиусом а4b с центром в точке а4 и радиусом cb с центром в точке c, пересечение их является точка b. Из полюса pvпроводим вектор в точку b.
Точка ![]() ,
, ![]() будет находиться на отрезке bа4, причём:
будет находиться на отрезке bа4, причём:
Точка d будет находиться на отрезке bc, причём:
![]()
Рассмотрим группу Ассура 5–6 (внутренняя точка Е) и запишем систему уравнений:
VЕ= VD+ VED![]()
VE = VP+ VEP![]()
Систему решим графически. Рассмотрим первое уравнение системы: через точку d плана скоростей проводим прямую ![]() (на этой прямой будет находиться VED и точка E).
(на этой прямой будет находиться VED и точка E).
Решаем второе уравнение.VP=0, т. к. точка P неподвижна, а значит вектор pvp, изображающий скорость VP =0 иточка P совпадает с pv. Через полюс плана скоростей (точки p) проводим прямую ![]() . При пересечении двух прямых получаем положение точки e(s6).
. При пересечении двух прямых получаем положение точки e(s6).
Точка ![]() будет находиться на отрезке de(ds6), причём:
будет находиться на отрезке de(ds6), причём:

Определим истинные значения линейных скоростей точек и угловых скоростей звеньев механизма:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
План скоростей рассмотрен для выделенного положения.
Аналогично строится планы скоростей для остальных положений механизма.
Результаты заносятся в таблицу скоростей точек и звеньев механизма.
Таблица 1 – Линейные скорости характерных точек и угловые скорости звеньев
| Параметр | Значение в положении | ||||||||
| 1 | 2 | Основное | 4 | 5 | 6 | 7 | 8 | 9 | |
| VА4, м/с | 0 | 1.32 | 2.2 | 2.7 | 0.6 | 1.5 | 0 | 1.3 | 2.5 |
| VB, м/с | 0 | 0.5 | 0.7 | 0.8 | 0.6 | 0.4 | 0 | 0.6 | 1.1 |
| VD, м/с | 0 | 1.1 | 1.6 | 1.9 | 1.3 | 1. | 0 | 1.1 | 2.7 |
| VE, м/с | 0 | 0.8 | 1.4 | 2 | 1.4 | 1.1 | 0 | 1.2 | 2.6 |
| VS4, м/с | 0 | 0.7 | 1.2 | 1.2 | 0.9 | 0.7 | 0 | 0.7 | 1.8 |
| VS5, м/с | 0 | 1 | 1.5 | 0.2 | 1.4 | 1.1 | 0 | 1.1 | 2.6 |
| VL,м/с | 0 | 1.7 | 2.6 | 2.9 | 2.1 | 1.7 | 0 | 1.8 | 4.1 |
| VA4A,м/с | 0 | 2.8 | 2.3 | 0.4 | 1.4 | 1.8 | 0 | 2.8 | 1.2 |
| VA4C,м/с | 0 | 1.3 | 2.2 | 2.7 | 0.6 | 1.5 | 0 | 1.3 | 2.5 |
| VED,м/с | 0 | 0.4 | 0.5 | 0.4 | 0.3 | 0.3 | 0 | 0.3 | 0.2 |
| VEP,м/с | 0 | 0.8 | 1.4 | 2 | 1.4 | 1.1 | 0 | 1.2 | 2.6 |
| ω4, с-1 | 0 | 0.2 | 0.3 | 0.4 | 0.1 | 0.2 | 0 | 0.2 | 0.5 |
| ω5,с-1 | 0 | 1 | 1.1 | 0.8 | 0.7 | 0.6 | 0 | 0.6 | 0.4 |
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
... шпинделей в блоках может быть выполнена по фуговально-рейсмусовой или двухрейсмусовой схеме. Двухблоковая схема четырехстороннего станка может быть дополнена горизонтальными и вертикальными шпинделями для обработки профильных поверхностей на заготовке или ее деления на кратные элементы. Станки снабжены вальцовым или конвейерно-вальцовым механизмом подачи. Фрезерные станки. Фрезерные станки ...
... возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества. Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок. Особенно заметно преимущество ленточных станков при распиловке крупномерного ...
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
0 комментариев