Навигация
Рекомендации по выбору режима
15387
знаков
0
таблиц
1
изображение
3. Рекомендации по выбору режима
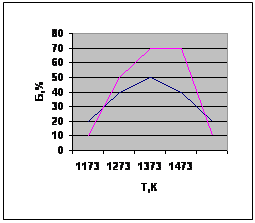
Для выбора температуры, давления и времени нет строгих рекомендаций. Высококачественные соединения можно получать, изменяя в определенных пределах значения каждого из этих параметров с соответствующей корректировкой других. При выборе их значений необходимо учитывать особенности свариваемых материалов и требования к изделию; возможность разупрочнения из-за роста зерна, ограничения по температуре нагрева и деформации изделия и т.п.
Температуру сварки обычно назначают в пределах (0,5...0,8)Тпл, для жаропрочных сплавов - несколько выше. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
Скорости нагрева и охлаждения зависят от источника тепла и в большинстве случаев их не регламентируют. При сварке разнородных сочетаний материалов, термический коэффициент линейного расширения которых различается более чем на 2 • 10-6град-1, скорость охлаждения целесообразно уменьшать до 10…15 0С/мин.
Разгерметизацию камеры при сварке деталей из черных металлов рекомендуют проводить при температуре ≤120 °С, а для цветных и активных металлов - при 60 0С.
Время выдержки в зависимости от Т и р, допустимой остаточной деформации, чистоты обработки контактных поверхностей и деформационной способности материала может колебаться от нескольких секунд до нескольких часов (чаще 5... 10 мин).
Давление выбирают в диапазоне 0,8…0,9 предела текучести при температуре сварки. Для известных конструкционных материалов оно может изменяться в диапазоне 1 ...50 МПа. Для сварки тугоплавких и твердых материалов эти значения могут быть в несколько раз выше.
4. Технологические возможности процесса
Диффузионная сварка позволяет сваривать:
- большинство конструкционных материалов на металлической основе, ферриты, керамику, стекла, кварц, сапфир, графит, полупроводниковые материалы в однородном и разнородных сочетаниях;
- пористые, металлокерамические, композиционные материалы без нарушения их текстуры и ухудшения служебных свойств;
- при использовании соответствующих барьерных покрытий и проставок - разнородные металлы и сплавы, склонные к образованию хрупких фаз, тугоплавкие металлы (вольфрам, ниобий, тантал и др.) при температурах ниже порога рекристаллизации.
Диффузионная сварка дает возможность также избежать охрупчивания металла. С использованием промежуточных проставок можно также соединять материалы с резко отличными значениями коэффициентов термического расширения.
Диффузионной сваркой можно выполнять все типы соединений при самом разнообразном конструктивном их оформлении: встык, вскос, соединять пересекающиеся стержневые элементы между собой и с плоскими или криволинейными поверхностями; сваривать заготовки любых сечений; при применении местного нагрева и вакуума - соединять заготовки неограниченной длины; сваривать пленки, фольгу толщиной в несколько микрометров и достаточно массивные детали; осуществлять сварку при практически любой разнотолщинности заготовки.
После диффузионной сварки не нужна механическая обработка сварного шва, получаемые изделия обладают высокой размерной точностью (остаточные деформации в пределах 0,1...6 %); швы имеют высокие показатели механической прочности и пластичности на уровне основного материала.
При использовании этого метода создаются хорошие гигиенические условия на производстве.
К недостаткам метода следует отнести значительную длительность процесса, сложность оборудования, определенные трудности с загрузкой заготовок и выгрузкой готовых изделий из рабочей камеры при организации непрерывного процесса изготовления сварных изделий, требования достаточно высокой точности сборки и чистоты обработки свариваемых поверхностей, необходимость контроля температуры заготовки в зоне шва. Высокие требования к качеству контактных поверхностей удорожают процесс в целом.
5. Разновидности способов сварки
Диффузионная сварка с промежуточными прокладками. Промежуточные прокладки могут быть расплавляющимися и нерасплавляюшимися. Подслои на свариваемые поверхности наносят с целью:
- увеличения прочности сцепления (сваривания);
- предотвращения появления нежелательных фаз при сварке разнородных материалов (барьерные подслои);
- интенсификации стадии объемного взаимодействия;
- облегчения установления физического контакта по всей свариваемой поверхности за счет использования подслоев из пластичных материалов;
- снижения температуры и давления при сварке и, значит, уменьшения остаточных деформаций.
В зависимости от конкретной задачи выбирают материал подслоя. Чаще всего это никель, медь, серебро, золото. Толщина подслоя порядка 2. ..7 мкм.
Для предотвращения появления нежелательных, фаз (интерметаллидов, карбидов и т.д.) или во избежание обеднения одного из свариваемых материалов каким-либо легирующим элементом наносятся более толстые покрытия, служащие барьером. Эту задачу могут выполнять и прокладки из фольги.
Материал барьерной прокладки должен выбираться так, чтобы коэффициент его диффузии в основной материал был выше, чем для элементов основного металла в прокладку.
В случае сварки материалов на основе оксидов (керамики, стекла) наносимый металлический слой подвергают термической обработке с целью его окисления или облегчения диффузии в материал заготовки. При сварке кварцевого стекла с медью на стекло наносят слой меди с последующим ее окислением при температуре 800 0С в течение 3...5 мин до закиси. При сварке меди с оптической керамикой на основе сульфидов цинка применяют предварительное сульфидирование металла для повышения прочности сцепления.
В качестве расплавляющихся прокладок наиболее часто используют высокотемпературные припои. Их применение позволяет уменьшить давление сжатия и пластические деформации, облегчает удаление оксидных пленок, повышает эксплуатационные свойства соединений.
Диффузионная сварка с применением ударной нагрузки. Для предотвращения интерметаллидов в зоне сварного соединения помимо использования соответствующих промежуточных прокладок эффективен прием заметного сокращения времени сварки. На практике этот прием реализован так называемой «ударной сваркой в вакууме». Суть способа в том, что к локально нагретым зонам контакта детали «прикладывается» одиночный импульс силы со скоростью 1...30 м/с. В свариваемых деталях под воздействием динамической нагрузки происходят локальная пластическая деформация в зоне контакта и образование сварного соединения. Сварное соединение образуется за 1…10мс.
6. Оборудование
Наиболее широко применяют сварочные диффузионные вакуумные установки. В состав этих установок в общем случае входят рабочая вакуумная камера, механизм для создания сварочного давления, источник нагрева, вакуумная система, аппаратура управления и контроля. Конкретные установки (П-114, П-115, ДФ-101, УСДВ-630, ДСВ-901, УДС-ЗМ и др.) для диффузионной сварки могут иметь различное конструктивное оформление отдельных функциональных узлов и систем.
Рабочая вакуумная камера, в которой размещаются свариваемое изделие, нагреватели, механизм давления, выполняется обычно цилиндрической или прямоугольной формы из коррозионно-стойкой стали. Стенки водоохлаждаемые. Свариваемое изделие может располагаться на специальной опоре или в приспособлении. В большинстве случаев установка имеет одну камеру. Для увеличения производительности могут предусматриваться несколько камер с целью получения непрерывной загрузки и выгрузки заготовок и изделий (камеры шлюзования}.
Необходимая сварочная сила создается гидравлическим, пневматическим или механическим устройством. В отдельных случаях сжатие заготовок обеспечивается специальными приспособлениями, принцип действия которых основан на различии коэффициентов линейного расширения материалов свариваемых заготовок и охватывающих их элементов приспособления. Такие приспособления позволяют вести сварку в серийно выпускаемых вакуумных и водородных печах. Возможно использование «мягких» оболочек-камер. Сжатие заготовок происходит за счет перепада давлений внешней газовой среды и вакуумированного пространства. В большинстве же случаев в установках для диффузионной сварки используются гидравлические и механические системы.
Для нагрева заготовок наибольшее распространение получили индукционный, радиационный и контактный способы. Источником питания являются генераторы высокой частоты и трансформаторы. Нагрев током высокой частоты (ТВЧ) наиболее универсален и позволяет нагревать заготовки в разведенном состоянии (в отличие от контактного метода), что важно для интенсификации процесса очистки свариваемых поверхностей. Однако этот метод неприменим при сварке диэлектрических материалов: керамики, кварца, стекла. Для нагрева годятся тлеющий разряд, расфокусированный электронный луч, световое излучение.
Похожие работы
... бария. Применяют и более сложные флюсы, содержащие, кроме буру и борной кислоты, хлористые соединения магния, марганца и лития, а также хлористый кобальт, феррованадий и титановый концентрат. Газовой сваркой никель сваривается удовлетворительно. Листы толщиной до 1,5 мм свариваются без присадочного металла, с отбортовкой кромок на высоту (1 + 1,5) S, где S – толщина металла, мм. Листы толщиной ...
... которого расположены стержни, перемещающие вверх измельчаемый материал и шары. Конусная дробилка. Шаровая дробилка Для окисной высококачественной керамики используют более экономически выгодный химический метод получения керамических порошков - метод одновременного осаждения нерастворимых осадков. ...

... геометрией резания инструмента, глубиной резания, подачей, охлаждением, устойчивостью изделия и инструмента. Металлорежущие станки, их классификация и условные обозначения Машины, предназначенные для обработки резанием металлов, сплавов и других материалов, называются металлорежущими станками. Эти станки находят широкое применение во всех отраслях народного хозяйства. Металлорежущие станки ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев