Навигация
Глава 6. ТЕХНОЛОГИЯ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПРИБОРОВ.
Общие сведения.
Керамика - это особым образом обработанные смеси различных неорганических веществ в тонкоизмельченном состоянии. Детали и сборочные единицы из керамики широко применяют в электронике, автоматике, телемеханике, вычислительной технике, квантовой электронике и др. благодаря ряду замечательных свойств: нагревостойкости, высокой механической прочности, малым диэлектрическим потерям, инертности к ряду агрессивных сред, стабильности и надежности работы в течение длительного времени при термоударах, изменении влажности и давления, радиационной стойкости.
По строению керамика представляет собой сложную систему состоящую из трех основных фаз: кристаллической, стекловидной и газовой. Кристаллическая фаза ( основная ) представляет собой химические соединения или твердые растворы, она определяет характерные свойства керамического материала; стекловидная фаза находится в керамическом материале в виде прослоек между кристаллической составляющей или обособленных микрочастиц и выполняет роль связующего вещества; газовая фаза представляет собой газы, содержащиеся в порах керамики. Поры ухудшают свойства керамики, особенно при повышенной влажности.
Свойства керамики зависят от состава смеси ( химического и процентного соотношения веществ ), режима обработки.
В производстве приборов широко применяют: радиокерамику ( тибар, ситал, стеатит, форстеритовую, глиноземистую, бериллиевую и др. ), электрокерамику ( радиофарфор, стеатит и др. ), керамику, как конструкционный материал ( например в опорах гироскопов - 22ХС, ЦМ-332 ) и др.
Этапы технологического процесса.
Технологический процесс изготовления керамических деталей представлен на рис. 1. Где А,Б и М - составные части - исходные материалы, которых может быть большее или меньшее количество. Керамика может быть изготовлена путем однократного или двукратного обжига. Это имеет свои преимущества и недостатки, которые отмечены в нижеследующей таблице.
| Анализ исходных солей (оксидов) |
!
| Расчет химического состава и взвешивание исходных веществ |
! ! !
| Смешивание и помол | Растворение и смешивание | Растворение |
! ! !
| Сушка смеси | Обезвоживание (нагрев) | Фильтрование |
! ! !
| Брикетирование | Помол и смешивание | Осаждение |
! ! !
| Термическое разложение солей | Промывание |
! !
| Брикетирование | Контроль чистоты отмывки |
! !
| Помол и смешивание |
!
| Термическое разложение солей |
! ! !
| Предварительный обжиг шихты |
!
| Вторичный помол и смешивание |
!
!
| Сушка шихты |
!
| Введение пластификатора |
!
| Приготовление пресс-порошка (шликера) |
!
| Формование изделий |
!
| Спекание |
!
| Контроль |
-------------------------------------------------------------------------------------------------------------------------- параметры однократный двукратный
качества обжиг обжиг
---------------------------------------------------------------------------------------------------------------------------
Состав шихты При сложном составе может Нарушения состава шихты
быть неравномерность состава почти не бывает
Примеси Меньшее количество размолов При предварительном об -
и операций и меньше возмож- жиге и помоле возникает
ностей внесения внесения при- дополнительная опасность
месей попадания примесей
Усадка Из-за большой усадки возможна Усадка не велика, дефор-
деформация заготовок мация незначительна
Распределение Большой набор зерен Распределение зерен по
зерен по размеру различных размеров размеру легко подобрать
Влияние давления Плотность изделия почти не Плотность изделия
прессования зависит от давления зависит от давления
---------------------------------------------------------------------------------------------------------------------------
В производстве распространены следующие технологические способы изготовления радио-, пъезокерамики и ферритов основанные на ( рис.1. ): 1) механическом смешивании исходных веществ в виде порошков окислов и солей металлов, соответствующих химическому составу изготовляемого материала;
термическом разложении солей металлов;
совместном осаждении карбонатов солей соответствующих металлов или их гидратов.
Исходными веществами для изготовления радио-, пъезокерамики и ферритов по указанным схемам являются окислы и соли металлов. Основные этапы технологического процесса, представленные на схеме рис.2, заключаются в следующем.
Набор исходных веществ определяется заданными магнитными и электрическими свойствами изделий, геометрической формой и размерами.
Анализ исходных окислов и солей выполняется с целью определения их физико-химических характеристик, вида и количества примесей, величины и формы частичек, активности, т.е. возможности вступать в реакцию с другими компонентами смеси, и др.
Расчет массы и соотношения исходных компонентов проводят основываясь на химической формуле материала. И затем в соответствии с расчетом производят взвешивание исходных компонентов.
Помол или растворение и смешивание выполняют для получения однородной по химическому составу и размеру частиц смеси. Эти операции выполняют или с жидкостью ( водой ) или без воды, т.е. выполняют мокрый ( шликерный ) или сухой помол. Мокрый помол завершается сушкой.
Операция брикетирование ( гранулирование ) нужна для получения более компактной формы полученной смеси ( шихты ) и более полного протекания реакции при выполнении следующей операции. Здесь получают брикеты, таблетки или гранулы.
Предварительный обжиг шихты выполняется для частичного или полного протекания диффузионных процессов между окислами для превращения их в ферритовый или керамический материал ( синтез керамики) и уменьшения усадки при окончательном обжиге.
Вторичный помол и смешивание брикетов, таблеток или гранул выполняется с целью получения изделий с равномерными свойствами, полного протекания диффузионных процессов и обеспечивания возможности формирования изделия. Операция выполняется в воде или без воды, а поэтому после ее завершения как и в первом случае полученную смесь сушат.
Для улучшения формируемости порошков в них вводят пластификаторы (связки , смазки), улучшающие сцепляемость отдельных частиц. Введение пластификаторов дает возможность получать различные массы: для прессования - пресспорошки, для литья - шликеры, а для формирования из пластичных масс - пластичные массы.
Основными способами формирования являются прессование,формование из пластичных масс, шликерное литье.
Отформованные изделия подвергают высокотемпературному спеканию,при котором получают соответствующий данному материалу ( радио-, пьезокерамике, ферриту) комплекс определенных магнитных, электрических, механических свойств и физико-механических характеристик
Контроль спеченных изделий выполняют по внешнему виду ( на отсутствие раковин, трещин и т.д.), геометрическим размерам ( на соответствие чертежу ), магнитным электрическим и механическим характеристикам и т.д. В результате этой операции изделия подразделяют на годные и бракованные.
Особенности технологической схемы, основанной на термическом разложении солей.Исходные вещества обязательно должны быть растворимы. Такими веществами являются сульфаты, нитраты, хлориды.Каждую соль грубо размельчают до размера частиц 1-2мм, затем все исходные элементы перемешивают и помещает в сосуд с водой ( 1 л. воды на каждые 5 кг. соли), нагревают до кипения и после испарения воды продолжают ( до 24 ч.)нагревают до 300С для удаления кристаллизационной воды. Полученную обезвоженную смесь подвергают термическому разложению - 3-4 часовому прокаливанию при 900-1000 С в тиглях до полного удаления газов ( продуктов разложения). Операция прокаливания - термического разложения может быть совмещена с предварительным обжигом и поэтому отпадает в этом случае необходимость в брикетировании или гранулировании шихты.
Особенности технологической схемы , основанной на совместном осаждении карбонатов солей солей и гидроокисей. Отличительными операциями этой схемы являются растворение солей, очистка от механических загрязнений (фильтрация), осаждение с помощью осадителей, промывание и контроль чистоты промывки. Соли смешивают и растворяют вместе с осадителем в дистиллированной воде.
Преимущества и недостатки различных схем технологических процессов получения керамических материалов. Преимущества механического метода : возможность точного соблюдения химического состава, отсутствие вредных выделений и отходов, простота процесса изготовления. Недостатки - необходимость тщательного измельчения и смешивания.
Преимущества двух других схем - это возможность получения однородных по химическому составу смесей, высокая активность шихты. Недостатки: трудность точного соблюдения химического состава из-за возможных потерь компонентов при растворении и осаждении.
Исходные материалы
Для изготовления керамических изделий используют различные природные и искусственные материалы.
Искусственные и природные материалы - оксиды, соли различаютсяпо количественному и качественному содержанию примесей посторонних оксидов и в соответствии с этим условно обозначают буквами: Ч (чистый), ЧДА (чистый для анализа), ХЧ (химически чистый), и др. Также различают исходное сырье по физико-химическим показателям (размерам и форме частиц, удельной поверхности, активности и др.).
Исходным сырьем для производства радио- и пьезокерамики является большое количество различных солей и окислов: каолины, глины, полевые шпаты, кремний содержащие материалы, тальки - природные пластичные материалы;искусственные непластичные материалы производимые промышленностью - технический глинозем и корунд, диоксиды циркония и титана, оксид бериллия, карбонаты бария и стронция.
Глины и каолины состоят преимущественно из гидроалюмосиликатов (Al2O3*2SiO2*H2O) и примесей солей железа, щелочных и щелочноземельных оксидов и солей. Из полевых шпатов наиболее приемлемы для производства керамики калиево-натриевые полевые шпаты (K2O*Al2O3*6SiO2; Na2O*Al2O3*6Sio2). Основой кремний-содержащих материалов и кварцев является диоксид кремния (SiO2), в котором могут быть различные добавки (окислы железа, глины, полевые шпаты и др.).Состав тальков разнообразен: от 3MgO*4SiO2*H2O до 4MgO*5SiO2*H2O, примеси в них Fe2O3, Al2O3, CaO, Na2o, Cr2O и др. Самыми нежелательными примесями во всех природных пластичных материалах являются соли железа.
Названные природные пластичные материалы используют для улучшения пластических свойств пресс-масс для формования изделий и как стеклообразуюшие добавки в радиокерамике. Тальки являются основой таких видов радиокерамики как стеатитовая и форстеритовая.
Технический глинозем и корунд получают при химической переработке природного сырья-минерала боксита и прокаливания его до 1100-1200 ОС. Диоксиды циркония (Zn2O2), титана (TiO2), олова (SnO2), оксиды бериллия (B2O), стронция (SrO), цинка (ZnO), свинца (PbO), магния (MgO) получают при воздействии на исходное сырье путем комплекса химических и термических взаимодействий.
Кроме основных частей (природных материалов - огнеупорных глин, талька, кварца и др. или искусственных материалов -технического глинозема, электрокорунда, окиси иттирия, магния и др.) для приготовления керамической массы применяют и вспомогательные вещества - пластификаторы, улучшающие формование непластичных керамических масс. Пластификаторы - это органические вещества, подразделяемые в зависимости от выполняемой ими роли на связующие, пластифицирующие, смазывающие и поверхностно-активные вещества. Связующие вещества (крахмал, декстрин, глицерин, поливиниловый спирт и др.) - вещества, которые хорошо смачивают поверхность твердых частиц и образуют прочные связи между ними, т. е. Склеивают их. Пластифицирующие вещества (парафин, церезин, тунговое и льняное масло и др.) - это жидкости способные растворять связующие вещества и давать вместе с ними жидкие прослойки между твердыми частицами керамической массы. Смазывающие вещества ( тунговое, льняное, трансформаторное масла) - неполярные жидкие масла с малым поверхностным натяжением, применяемые для уменьшения трения и прилипания массы к поверхности прессформы. Поверхностно-активные вещества (олеиновая и стеариновая кислоты, пчелиный воск) - вещества улучшающие смачивание керамических частиц пластификатором.
Приготовление керамической массы
Основы приготовления керамической массы. В приготовлении керамической массы важнейшими операциями являются: составление шихты, измельчение исходных материалов, гранулирование и сушка керамических масс.
Составление шихты ( шихта - исходные материалы) - важнейшая операция, определяющая качество и свойства керамики. Состав шихты обычно рассчитывают в массовых процентах и затем исходные материалы измельчают до однородного тонкодисперсного состояния и смешивают.
Измельчение материалов. Исходные материалы, синтезированные химические соединения (иногда и спеченный керамический материал) в виде кусков различных размеров с различными физическими свойствами размельчают механическим путем (дробят и размалывают). Сначала производят грубое дробление на щековых дробилках до размера частиц 10-15 мм. (рис. 2а), а затем среднее до размера частиц 1 мм. и мелкое дробление - на бегунах, валковых и конусных дробилках (рис. 2,б,в) или на конических мельницах (рис. 2,г). Измельченный материал просеивают через металлические сита и пропускают через магнитный сепаратор для отделения ферромагнитных примесей. Частицы, не прошедшие через сита, возвращаются для повторного дробления. Измельченный материал поступает для повторного мелкого помола, обычно совмещаемого со смешиванием компонентов. Часто помол осуществляется с добавлением воды (поэтому его в отличие от сухого называют мокрым или шликерным) в шаровых мельницах (рис. 2,д) а жидкую керамическую массу называют шликером. Шаровая мельница - это вращающийся цилиндрический барабан, футерованный внутри керамическими плитками, по которым перекатываются керамические шары.Работа шаровой мельницы основана на дробящем действии падающих шаров и на истерании шарами зерен метериала. Рекомендуют соотношение материала, шаров и воды 1:2:1. Это обеспечивает наименьшую продолжительность помола.
РИС. 2
Щековая дробилка.
Бегуны.
Валковая дробилка.
Кроме того применяют вибровращательные мельницы (амплитуда колебаний 3 - 4 мм. при частоте вращения до 3000 об./мин.), обеспечивающие меньшее загрязнение измельчаемого материала материалом мелющих тел. Наиболее производительным оборудованием являются аттриторы - шаровые мельницы с неподвижным вертикально расположенным цилиндром, внутри которого расположены стержни, перемещающие вверх измельчаемый материал и шары.
Конусная дробилка.
Шаровая дробилка
Для окисной высококачественной керамики используют более экономически выгодный химический метод получения керамических порошков - метод одновременного осаждения нерастворимых осадков.
Смесь исходных материалов получают: 1) смешиванием тонкодисперсных компонентов; 2) одновременным тонким измельчением и смешиванием исходных компонентов; 3) химическим методом.
Все измельченные керамические массы по технологическим особенностям разделяют на три группы: 1) пластичные массы - материалы, в шихте которых содержится значительное количество глинистых веществ; 2) малопластичные массы - материалы с малым количеством глинистых веществ; 3) непластичные массы - материалы из безглинистой шихты. Состав шихты определяет в значительной мере технологию приготовления массы к формованию. Для обеспечения возможностей бездефектного формирования при подготовке шихты необходимо малопластичные и непластичные массы сделать пластичными. С этой целью в керамическую массу вводят пластифицирующие добавки после выполнения мелкого помола.
Контроль помола и перемешивания. Важной характеристикой помола является равномерность химического состава в единице объема соответствующих компонентов. Распределение компонентов смеси по объему определяется с помощью химического или рентгенографического анализа.
Наибольшее распространение в производстве керамических изделий получили пресс-порошки, литьевые шликеры и пластичные формовочные массы. Эти массы отличаются друг от друга содержанием пластификаторов. При малом содержании пластификаторов 3 - 10% получают пресс-порошки, при 7-20% содержании пластификаторов - пластичные формовочные массы и при большем содержании пластификаторов (до 40%) - литьевые шликеры.
Получение формовочных материалов
Приготовление литейных шликеров. Шликер представляет собой суспензию, состоящую из тонкоизмельченного порошка (твердой фазы) и пластифицирующе-связующих веществ (жидкой фазы). В зависимости от состава и особенностей жидкой фазы различают нетермопластичные, термопластичные шликеры и шликеры на основе каучука.
Жидкой фазой нетермопластичных шликеров является вода и органический растворитель (спирты, четыреххлористый углерод и др.).
Нетермопластичный шликер получают двумя путями: 1) путем раздельного и 2) путем совместного приготовления жидкой и твердой фаз. При раздельном приготовлении фаз в процессе измельчения твердой фазы в порошок добавляют поверхностно-активные вещества (например кремнийорганическую жидкость ГКЖ около 0.05% от массы сухого порошка для предупреждения комкования частиц в процессе помола и после него и сокращения времени помола.Затем приготовляют жидкую фазу воды (которую дистиллируют или конденсируют) или органический растворитель (готовят нужную концентрацию поливинилового спирта, четыреххлористого углерода и др.) и перемешивают жидкую с твердой фазой, одним из указанных способов. При совместном приготовлении жидкой и твердой фазы их подвергают помолу и перемешиванию одновременно в смесителях и мельницах.
Для предотвращения разложения и химического взаимодействия компонентов смеси и др. явлений их подвергают предварительному обжигу.
Приготовление термопластичных шликеров. Исходные элементы - твердую и термопластичную фазу подготавливают раздельно. Подготовка твердой фазы аналогична подготовке твердой фазы для нетермопластичных шликеров. Поверхностно-активные вещества вводят в порошок во время тонкого измельчения до соединения его со связующим. Затем нагревают термопласты до 80 - 90 ОС и при непрерывном перемешивании в него вводят порошок твердой фазы до получения необходимой вязкости шликера. Причем сначала вводят мелкозернистые порошки, а затем крупнозернистые. Порошок твердой фазы перед введением в термопласт нагревают до температуры 150 ОС.
В процессе перемешивания раздельным способом в керамической массе остаются пузырьки воздуха. Для удаления воздушных пузырьков подогретую массу подвергают обработке в вакуумных мешалках, что улучшает литейные свойства и качество керамики.
Качество шликера контролируют по текучести (вязкости), устойчивости, загустеваемости и др. параметрам. Вязкость, величина обратная текучести, определяется вискозиметром по количеству шликера вытекшего через калиброванное отверстие при нормальной и рабочей температурах в определенное время. Загустевание шликера определяют также вискозиметром по отношению времен истечения определенного количества шликера, выдержанного 1 мин., 30 мин. После приготовления. Устойчивость шликера определяется количеством осадка после суточной выдержки.
Приготовление пластичных масс. Эти массы представляют собой тестообразные смеси порошков и пластифицирующих материалов. Пластичная масса содержит твердую и жидкую фазу. Твердую фазу получают после предварительного обжига (синтеза) и измельчения. Жидкой фазой является смесь воды и глинистых материалов или смесь воды и поливинилового спирта и др. Пластичные массы с большим содержанием глинистых материалов приготовляют по шликерной технологии. Шликер в этом случае является исходным полуфабрикатом и последующая обработка его для получения пластичной массы направлена на уменьшение количества в нем жидкой фазы - обезвоживание. Обезвоживание производится путем сушки или механического выжимания на сушильном технологическом оборудовании: фильтр-прессах, мембранных насосах и др. Сушка выполняется в специальных сушильных установках с лампами инфракрасного излучения. В обоих случаях при обезвоживании получают определенную влажность массы. Затем полученную массу обрабатывают на вакуум-прессах с целью выравнивания влажности и удаления воздуха из массы. Пластичные массы, не содержащие глинистых веществ или содержание их в небольшом количестве приготовляют по бесшликерной технологии: смешивают твердую фазу и жидкую фазу в обычных мешалках или мельницах, т.е. раздельно подготавливается твердая и жидкая фазы, а затем смешивание сухого порошка со связкой в смесителе. В заключение выполняется вакуумирование и контроль на влажность, пластическую прочность, однородность. Влажность оценивают отношением массы подготовленной к формованию к массе такого же материала после сушки. Пластическая прочность характеризует величину напряжения, которую выдерживает масса при статической нагрузке. Однородность массы определяют визуально: по появлению расслоений, пор, трещин, изменению цвета подкрашенной массы в разных участках при растяжении.
Приготовление пресс-порошков. Твердой фазой являются порошки, полученные после предварительного обжига (синтеза) и последующего измельчения (грубого, среднего и тонкого). Для прессования эти порошки превращают в более грубодисперсную массу с особыми свойствами, обеспечивающими получение после формования изделия с определенными механическими свойствами. Более крупные частицы получают с помощью объединения мелких частиц связующим веществом (жидкой фазой). Жидкой фазой обычно являются водные растворы и эмульсии поливинилового спирта, карбоксиметилцеллюлозы и т.п.
Для производства пресс-порошка обычно используют шликер либо после операции мокрого помола, либо после частичного обезвоживания. Наилучший способ получения пресс-порошка из шликера это гранулирование и сушка порошка в распылительных сушках, позволяющих изготовлять порошок стабильной гранулометрии и влажности непосредственно из шликера. Процесс сушки протекает быстро (5-30 сек.), легко регулируются, изменяются в необходимом направлении качественные показатели готового продукта. При этом получают пластифицированные пресс-порошки с требуемой влажностью.
Из частично обезвоженной массы пресс-порошок получают путем продавливания этой массы через сита и сушки. Эти процессы выполняют в специальных установках.
Формование керамических изделий
Основы процесса формования. Процесс оформления изделий из пластичных керамических масс основан на способности их к пластическому течению без нарушения сплошности под действием внешних сил и сохранении полученной формы.
Свойства пластичности керамической массы придают глинистые материалы (глина, каолины, бентониты) или специальные вещества - пластификаторы. Применение глинистых веществ в приборной керамике ограничено 13-26%, что объясняется нежелательным снижением диэлектрических свойств керамики.
При смачивании водой глинистые материалы образуют тестообразную массу с характерными пластично-эластичными свойствами. В основе этих свойств лежит целый ряд сложных физико-химических явлений.
Пластичные глинистые керамические массы представляют собой сложную систему, состоящую из твердой фазы (мелкодисперсных минеральных компонентов) и жидкой фазы (рис.3). Высокодисперсные системы такого типа образуют сплошные связанные структуры (являются структурированными). Они имеют пространственную сетку, основанную силами сцепления атомов, ионов, молекул или коллоидных частичек. Такие структуры имеют характерные структурно-механические свойства: упругость, прочность, пластичность. Это и дает возможность оформлять изделия механической обработкой. Пластичность и текучесть таких систем объясняется существованием между частичками компонентов твердой фазы прослоек жидкости, обеспечивающих скольжение частичек друг относительно друга и способствующих восстановлению связи после прекращения движения. Частички глинистых материалов керамической массы взаимодействуют с водой в результате чего на их поверхности образуются гидратные оболочки особой структуры с ориентацией молекул воды и необычайно высокой вязкостью. Наиболее прочно с глинистой частичкой связан первый слой (рис. 3 поз. 2 - адсорбционная вода), имеющий плотную упаковку. Дальнейшие слои, обладая определенной подвижностью, образуют диффузионный слой (рис.3 поз.3)., который слабо связан с частичками глинистого вещества. Свободная влага (рис. 3 поз. 6), обусловлена поверхностным натяжением и капиллярным давлением.
РИС. 3
Структура керамической массы.
1-глинистые частицы,2-адсорбированная вода,3-диффузионная вода,4-воздух,5-тве- рдая частица,6-свободная влага.
Безглинистые керамические массы получают пластические свойства при введении в них специальной добавки - пластификатора, которая должна смачивать порошок (обязательное условие). Физико-химические процессы, происхсдящие при образовании пластичной массы из безглинистого минерального порошка, в целом аналогичны таковым для глинистых керамических масс.
Пластичные глинистые массы хорошо формируются (различными способами), а пластичные безглинистые массы формируются плохо (в основном выдавливанием через мундштук).
Способы формования. В производстве наиболее часто формование изделий выполняют следующими способами: прессованием, шликерным литьем, формованием из пластичных масс, прокаткой.
Выбор способа формования определяется техническими, экономическими и технологическими факторами, главными из которых являются форма, размер и точность детали, количество изготовляемых деталей и технологические свойства применяемых масс.
Прессование заключается в получении изделия из сыпучей массы под действием внешнего давления. Различают следующие виды прессования: 1) полусухое изостатическое, 2) мокрое прессование, 3) гидростатическое, 4) горячее.
При прессовании различают ряд стадий процесса. В начальной стадии прессования гранулы порошка свободно перемещаются в направлении движения прессующего пуансона, заполняя крупные поры. Частицы не испытывают заметной деформации. Воздух при этом частичо удаляется.
На второй стадии прессования за счет выжимания связки и пластической деформации увеличивается контакт между частицами. При этом возможно удаление, защемление и сжатие воздуха. На третьей стадии наблюдается упругая деформация частиц. В последнюю стадию частицы хрупко разрушаются и наблюдается наибольшее уплотнение и упрочнение системы.
Отпрессованное изделие при удалении из формы упруго расширяется. Упругое расширение объясняется расширением воздуха, упругими деформациями частиц, расклинивающим действием связки, возвращающейся в межчастичные промежутки. Продольное (в направлении сжатия) расширение составляет 1-8%, поперечное 1.25-0.1продольного. Упругое расширение уменьшает плотность, приводит к возникновению внутренних напряжений и даже трещин.
Полусухое статическое прессование. Производится из порошкообразной массы в стальных прессформах на гидравлических прессах. Давление прессования от 30 до 150 мн/м2 (300-1500 кгс/см2). Для уменьшения давления прессования в порошкообразную массу вводят органический пластификатор (связку). Для получения равномерной плотности по высоте применяют двустороннее прессование (рис. 4).
РИС. 4
Двустороннее прессование.
1-верхний пуансон,2-матрица,3-нижний пуансон.
Спрессованные заготовки практически не изменяют своих размеров (усадка составляет 1-2%); они имеют незначительную влажность и обжигают их часто без предварительной сушки.
Полусухим прессованием изготовляют заготовки плоской формы с небольшими выступами и углублениями (ламповые панели, платы, гребенки, втулки и др.).
Мокрое прессование в магнитном поле обычно используют для изготовления анизотропных постоянных магнитов из магнито-твердых ферритов. Сущность процесса заключается в уплотнении частиц порошка под действием внешних сил и ориентации ферромагнитов в определенном направлении под действием внешнего магнитного поля. Магнитное поле создается катушкой с протекающим по ней постоянным электрическим током. Внутри катушки располагается пресс-форма, верхний и нижний пуансоны которой изготовлены из магнитной стали, что позволяет им вместе с ферритовой прессуемой массой образовывать замкнутую магнитную цепь. А матрицу изготавливают из немагнитного материала.
Прессуемый материал - это водная эмульсия порошков феррита. Приготовляемая перемешиванием твердой и жидкой фазы в шаровых или в вибрационных мельницах, загружается определенными объемами в прессформу, где частицы феррита ориентируются вдоль магнитно-силовых линий. Затем прилагается давление, вода при этом фильтруется стенками матрицы прессформы, которая изготовляется из пористого материала или немагнитного металла с отверстиями. Пластификатором в этом случае является поливиниловый спирт или метилцеллюлоза.
Разновидностями мокрого прессования являются сырое прессование, мундштучное выдавливание, прессформование.
Сырое прессование применяют для изготовления в массовом производстве заготовок самой различной конфигурации, в том числе и самых сложных: длинных трубчатых каркасов, катушек с резьбой на поверхности (наружной и внутренней).
Сырым прессованием (штамповкой) изготовляют изделия из керамических масс, полученных из сухих “коржей” увлажненных водой и связкой до 20-25% влажности после помола на вибромельницах. Штамповка выполняется в стальных прессформах на рычажных, винтовых или фрикционных прессах.
Давление формования 5-8 Мн/м2 (50-80 кгс/см2).
Недостатком способа является высокая усадка после обжига (12-18%). Размеры деталей после обжига не являются стабильными. Изделия имеют значительную пористость и как следствие этого пониженную механическую и электрическую прочность.
Протягивание через мундштук - распространенный способ формирования различных изделий из пластичной керамической вакуумированной массы: стержней, трубок и цилиндров различных сечений, часто используемых в качестве заготовок для дальнейшего формирования механическим путем более сложных изделий.
Керамическую массу для протяжки приготовляют из порошка, в который добавляют до 15-18% воды со связкой. Получают при этом тестообразную массу. Заложенная в цилиндр 2 (рис.5) вакуумированная масса 4 выдавливается со скоростью до 0.016-0.05 м/с через мундштук 5 с помощью механических, винтовых или гидравлических прессов. Процесс характерен своей непрерывностью. Обычно стержни или трубки длинной 250-300 мм отрезают струнным резаком; при такой длине удобно принимать их из-под пресса и укладывать в технологическую тару.
1-основание,2-загрузочная камера,3-поршень,4-выдавливаемый материал,5-матри-ца,6-выдавленное изделие,7-рассекатель,8-стержень.
Керамические трубки для трубчатых конденсаторов постоянной емкости и стержни - основания резисторов изготовляют только таким путем.
Изготовление изделий прессформованием имеет меньшее распространение и выполняется в гипсовых или стальных прессформах. Заготовка из пластичной массы влажностью 18-20% подпрессовывается в прессформе и затем в той же прессформе обрабатывается вращающимся шаблоном внутренняя поверхность изделия, внешняя поверхность изделия формируется стенками прeccформы. Этим способом изготовляют изделия с внутренней поверхностью типа тела вращения: конуса, толстостенного цилиндра и др. Формование изделия выполняется на специальных станках, позволяющих вращать шаблон или прессформу при неподвижных соответственно прессформе или шаблоне. После предварительной подсушки (провяливания) горячим воздухом в специальных камерах изделие можно подвергать механической обработке на металлорежущих станках: токарных, фрезерных, сверлильных.
Гидростатическое прессование обеспечивает равномерное давление на пресспорошок по всей длине, что позволяет получать изделие с однородной по всей длине плотностью. Этот способ применяют для изготовления изделий с большим отношением высоты к диаметру (толщине стенки). Схема установки для гидростатического прессования изделия трубчатого сечения представлена на рис.6.
РИС.6
1-крышка,2-стержень,3-эластичная оболочка,4-зона засыпки пресс-порошка,5-кар-кас-ограничитель,6-камера,7-вибрационная площадка,8-трубы к вакуумному насосу.
Пресспорошок загружают в рабочую полость между эластичной оболочкой 3 и стержнем 2. Воздух из камеры прессования 6 и эластичной оболочки 3 откачивают по трубам 8 вакуумным насосом. Для равномерного распределения порошка по зоне прессования применяют вибрацию установки. Для ограничения растяжения эластичной оболочки 3 в установке предусмотрен каркас-ограничитель 5, содержащий отверстия, через которые передается давление жидкости (воды) на эластичную оболочку под высоким давлением ( около 400 МН/м2) подается в камеру 6. После прессования снимают давление, сливают воду, открывают крышку 1 и вынимают с сердечником 2 изделие. Изделие снимают с сердечника. Для генерации виброколебаний используют пневматические, электромагнитные и механические вибраторы.
Недостатки гидростатического прессования: невысокая производительность, сравнительно низкое качество поверхности изделия отформованной эластичной оболочкой, сложность процесса подготовки к прессованию.
Горячее прессование. Горячее прессование сочетает в себе 2 операции: прессование и спекание. Это позволяет получать новые свойства у изделий. Причем качественные изделия получают при значительно меньших давлениях и температуре (по сравнению с другими способами прессования.).
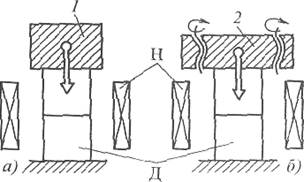
Процесс горячего прессования выполняется в следующей последовательности 1) После загрузки пресспорошка в прессформу порошок предварительно уплотняется, а затем температура порошка с прессформой поднимается до некоторой температуры Тпр меньшей температуры спекания; 2) увеличение давления до нужной для окончательного прессования величины; 3) увеличение температуры до температуры спекания и выдержка при этой температуре под давлением; 4) снятие давления, охлаждение и съем изделия (рис.7).
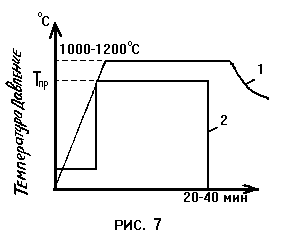
1-температура,2-давление.
Этим способом получают изделия простой формы из которых путем механической обработки (резания, сверления, шлифования и т.д.) получают изделия более сложной формы, но меньших размеров. Для нагрева прессформы применяют индукционный нагрев, нагрев в печах и нагрев элементами электросопротивления. Среда (окислительная или восстановительная) определяется природой получаемого материала.
Оборудование для горячего прессования: прессы для горячего прессования, обеспечивающие приложение давления и нагрев по заданному режиму в автоматическом цикле или обычные гидравлические прессы переделанные для установки на них подогреваемых прессформ.
Прессформы работают в тяжелых условиях. Материал прессформ должен быть огнеупорным и корозионностойким с высокой теплопроводностью, химически нейтральным по отношению к компонентам шихты и составляющим газовой среды при высоких температурах.
Обрабатываемый материал приваривается обычно к стенкам прессформы, которые из-за этого приходят в негодность, а свойства изделия резко ухудшаются. Для предупреждения приваривания в прессформу насыпают порошок тугоплавкого оксида, разделяющего изделие и прессформу. Этот способ разделения эффективен только при простой форме изделия. Точность размеров и конфигурации изделий достигают путем механической обработки (резанием, шлифованием и т.п.).
Горячее прессование применяют для изготовления беспористых изделий с контролируемым размером зерен (до 0.1 мкм), отличающимися повышенной прочностью и плотностью, что улучшает магнитные характеристики: магнитную проницаемость, индукцию, время перемагничивания.
Особенно пригодным является этот метод при изготовлении ферритов для магнитных головок устройств магнитной записи и воспроизведения звука - и видеосигналов, ферритов СВЧ - диапазона и пьезокерамики, которые невозможно изготовить обычными методами.
Сложность метода горячего прессования способствует получению количества брака; характерными для этого метода являются следующие виды брака: науглероживание (форма из графита), одновременные пережог и перепрессовка, приваривание к прессформе. Для предупреждения брака следует строго соблюдать температурный и механический режимы процесса и правильно выбирать материал прессформы.
Шликерное литье. Литье нетермопластичных шликеров. Существует несколько разновидностей литья шликеров: наливной, сливной , стержневой. Сливной и стержневой способы используют для получения полых изделий. При сливном способе шликер наливают в форму и выдерживают до образования необходимой толщины стенок, а излишек шликера сливают. При стержневом способе толщина стенок ограничена стержнем-вставкой, формирующей внутреннюю поверхность изделия. Литейные формы часто изготовляют из гипса и стали. Гипс хорошо поглощает влагу из шликера, химически нейтрален к компонентам шликера, достаточно прочен, обеспечивает хорошее качество поверхности. Стальную форму изготовляют из листов (толщиной 0.5 мм) с отверстиями диаметром 0.7-1 мм, площадь отверстий составляет 1/3 рабочей площади листа. Промежутки между листами с отверстиями заполняют фильтрующим слоем, изготовленным на основе бумажной или тканевой массы для удаления влаги. Для ускорения удаления влаги ее отсасывают вакуумным насосом.
Процесс изготовления деталей заключается в выполнении следующих операций: подготовка формы, подготовка шликера, литье, извлечение отливки из формы, сушка отливок, механическая обработка. Иногда после извлечения из формы с отливок снимают заусенцы, выступы, излишки затвердевшего шликера и т.п. Отливки удаляют из формы только после достижения ими определенной прочности, которая обеспечивает отсутствие деформации в процессе удаления. В процессе сушки изделия получают прочность достаточную для выполнения последующих операций. Процесс этого литья обычно автоматизирован.
Другие способы ( в том числе и литье под давлением) применяют реже.
Литье термопластичных шликеров больше распространено, чем литье не термопластичных шликеров. Качество изделий выше, чем при литье не термопластичных шликеров. Технологический процесс литья термопластичных шликеров: подготовка твердой фазы и связки; приготовление термопластичного шликера; литье изделий; охлаждение шликера; удаление из формы изделий. Литье изделий выполняется на специальных установках. Шликер в литейную форму поступает под действием давления сжатого воздуха (сравнить с литьем под давлением пластмасс). Для формирования качества изделия опытным путем определяют режимы процесса: давление воздуха, скорость впуска, температура шликера и формы, время выдержки (затвердевания). Литье шликеров имеет ряд разновидностей: сливное, центробежное, намораживанием, непрерывное, горячая штамповка и др. Литье шликеров не обеспечивает высокой точности размеров .
Контроль изделий в производстве выполняют по следующим параметрам: по точности формы и размеров, массе, механической прочности.
Выжигание органической связки перед спеканием предохраняет изделие от возникновения трещин и пор в процессе спекания. Для выжигания органический связки изделия закладывают в специальные емкости (капсули) и пересыпают порошком, который впитывает вытекающую расплавленную связку. Сначала температуру повышают до 80-100ОС и расплавленная связка впитывается порошком. Более глубокие слои изделия в начальный момент содержат большее количество связки, поэтому связка из этих слоев по капиллярам мигрирует к наружным слоям и затем впитывается порошком. Нагрев до температуры плавления производится медленно для предупреждения коробления изделия и при температуре плавления производится выдержка до тех пор пока удаляется связка. Затем медленно поднимают температуру до 300 ОС для разложения связки на газообразные продукты и полного выжигания ее при дальнейшем медленном нагреве до 600 ОС. Изделия после этого становятся непрочными и поэтому их продолжают нагревать до 900-1200 ОС для частичного спекания. После удаления связки изделия отделяются от порошка засыпки.
Сушка. Сушке подвергают отформованные керамические изделия перед обжигом. В процессе сушки с поверхности изделия испаряется влага. Поэтому наружные слои имеют меньшую влажность, чем внутренние. Пониженная влажность наружных слоев приводит к диффузии влаги из глубины изделия к его поверхности и выделению воды в виде паров в окружающую среду. Удаление влаги - сложный физико-химический процесс, при котором удаляют из керамической массы связанную с ней воду ( различают химическую, физико-химическую и физико-механическую связь влаги с материалом). Химическая связь характерна для воды, входящей в состав вещества или минерала. Химически связанная вода имеет самую прочную связь с материалом. Физико-химическая связь образуется при адсорбции (рис.3 позиция 1) влаги на поверхности и в структуре изделия. Наличие свободной энергии поверхности твердой фазы материала способствует адсорбции влаги из окружающей среды. Физико-механическая связь обусловлена поверхностным натяжением и капиллярным давлением в микро- и макрокапиллярах. Влага содержащаяся в макро- и микрокапиллярах называется свободной .
При сушке удаляют влагу, имеющую физико-химическую и физико-механическую связь; химическая связь в процессе сушки не нарушается. При сушке уменьшаются размеры изделия; более влажные внутренние слои препятствуют усадке в результате чего возникают напряжения, которые при определенных параметрах сушки могут привести к образованию трещин и деформации детали.
После сушки влажность изделия составляет 0.2-1%.
Сушка изделий осуществляется естественным путем - на воздухе, или принудительным путем в специальных установках.
Сушка естественным путем выполняется для небольших по размерам изделий и является длительным процессом, так как температура воздуха в помещении 20-25 ОС.
Принудительная сушка осуществляется конвективным (обдувом подогретым воздухом) радиационным и конвективно-радиационным способом в сушилках периодического и непрерывного действия.
Температурный режим и время сушки в сушилках периодического действия регулируются автоматически, а в сушилках непрерывного действия определяется скоростью движения изделий через 4 зоны сушки с температурой соответственно 50-60, 60-80, 80-100 и 100-120 ОС.
Обжиг.
При обжиге происходит спекание керамического материала в результате протекания ряда физико-химических процессов с приобретением обожженным изделиям определенных свойств. При обжиге происходит уплотнение и упрочнение материала за счет протекания процессов переноса и перераспределения веществ.
Установлено, что спекание происходит за счет следующих механизмов переноса вещества: 1) диффузионного, 2) жидкостного, 3) испарения и конденсации, 4) пластической деформации 5) реакционного. Для большинства радио- и электрокерамических материалов присущи 2 первых вида механизмов спекания - диффузионный и жидкостной.
Диффузионное спекание - характерно для соединения твердых частичек. Спекание протекает при температурах, когда элементы кристаллической решетки (атомы, ионы) приобретают определенную подвижность. Причиной диффузии являются дефекты кристаллической решетки - вакансии, т.е. пустоты в узлах кристаллической решетки.
Благодаря тепловому движению атом или ион кристаллической решетки может перескочить на соседнюю вакантную позицию, создавая на прежнем месте новую вакансию. Этим создаются условия для дальнейшего передвижения элементов кристаллической решетки.
Перед спеканием материал представляет собой пористое тело, состоящее из контактирующих друг с другом частиц и пор между ними. При определенной температуре вследствие поверхностной диффузии элементов решетки округляются углы частиц, их поверхность сглаживается, а в местах контакта частицы соединяются, образуя узкие перешейки. По мере утолщения перемычек имеющиеся в теле поры смыкаются, образуя меньшее количество закрытых более крупных пор. Дальнейшее уменьшение размера закрытых пор и их исчезновение связано с диффузией вещества область поверхности пор, являющихся источниками вакансии. Полное зарастание пор происходит при диффузии вакансий к границе, что может происходить при обжиге в вакууме или среде водорода.
Жидкостное спекание характерно для керамических масс, при обжиге которых используются расплавы.
Различают два случая жидкостного спекания 1) жидкая фаза не взаимодействует с твердой фазой; 2) жидкая фаза реагирует с твердой.
Спекание в первом случае определяется величиной поверхностного натяжения на границе фаз, вязкостью жидкой фазы, ее количеством и размером кристаллов. В этом случае так же образуются закрытые поры, удаление которых на поверхность затрудняется тем больше, чем меньше поверхность твердой фазы. В этом случае всегда имеются закрытые поры, объем которых в изделии составляет 3-8%.
При спекании во втором случае образующаяся жидкая фаза растворяет твердую фазу, а после насыщения расплава наступает процесс кристаллизации его. Выделение твердой фазы из расплава происходит в основном на поверхности оставшихся нерастворенных зерен крупной фазы и ростом их размеров. Частично кристаллы возникают и в расплаве, в этом случае они имеют малый размер. Процесс спекания протекает в три стадии.
На первой стадии спекания возникает жидкая фаза и под влиянием сил поверхностного натяжения происходит сближение частиц твердой фазы. На второй стадии происходит растворение твердой фазы жидкой в местах их контакта, дальнейшее сближение твердых частиц за счет поверхностного натяжения и начинается кристаллизация. На третьей фазе завершается кристаллизация и образуется скелет из кристаллической фазы.
Другие механизмы спекания. Спекание за счет испарения и конденсации. В основе этого процесса лежит перенос вещества с поверхности одной частицы на поверхность другой связанный с различной величиной упругости пара.
Спекание за счет пластической деформации происходит при одновременном воздействии температуры и движения (горячее прессование), позволяет получать практически беспористые материалы.
При реакционном спекании образуется новое вещество за счет кристаллической фазы спекаемого материала из газообразной фазы другого вещества.
Обжиг осуществляют в печах периодического или непрерывного действия с использованием жидкого топлива, генераторного газа, нефти или электронагрева.
Обжиг осуществляют в три периода. В первый период нагревают со скоростью 140 ОС в час от 150-200 ОС до 850-1000 ОС в окислительной атмосфере. При этом удаляют остатки влаги и химически связанную воду, выгорают органические вещества, разлагаются карбонаты с выделением СО2, образуются окислы, образуется требуемая фаза. Во втором периоде (выдержка) нагрев со скоростью 10-20 ОС в час в окислительной среде до температуры 900-1050 ОС с целью выравнивания температуры во всех участках и выгорания остатков органических веществ. В третий период подъем температуры ведут со скоростью 50-80 ОС в час до максимальной температуры 1250-1750 ОС, заканчивают его 2-3 часовой выдержкой при максимальной температуре. Рабочая среда в этом случае нейтральная. Затем охлаждение изделий с печью. Температуру нагрева и время выдержки для конкретного материала подбирают опытным путем.
В процессе спекания наблюдается усадка и образование новых зерен путем рекристаллизации. Процессом рекристаллизации можно управлять. Изменяя температуру и время выдержки и скорость нагрева можно получать различную величину зерен и различные значения электромагнитных параметров: при малой величине зерна повышенная механическая прочность; большая коэрцитивная сила, меньшая магнитная проницаемость. С увеличением зерна, кроме уменьшения механической прочности, ухудшаются параметры петли гистерезиса ферритов с ППГ, повышается магнитная проницаемость у ферритов с округлой петлей гистерезиса. Пористость при спекании изделий играет существенное значение для магнитных характеристик. Различают межзеренную и внутризеренную пористость. Внутризеренная пористость сильно ухудшает начальную магнитную проницаемость и параметры петли гистерезиса.
При спекании крупногабаритных изделий регулировкой скорости и температуры не удается получить равномерные свойства изделия по поперечному сечению. Для получения равномерных свойств в исходные материалы вводят различные добавки. Добавки оксида алюминия или хрома к составам магний-марганцевых или литьевых ферритов приводит к уменьшению размеров зерен при других равных условиях, а добавка оксида цинка или кадмия - к росту зерен и уменьшению коэрцитивной силы.
Оборудование. Для термической обработки используют электронагревательные печи; периодического и непрерывного действия. Низкотемпературные и высокотемпературные; камерные для создания рабочей атмосферы или вакуума и др.
В процессе работы печи строгое соблюдение режимов позволяет обеспечить повторение свойств вновь спекаемых таких же изделий, поэтому строго соблюдают в процессе обработки температуру, состав газовой атмосферы и объемное ее содержание во время спекания в рабочей зоне.
Дополнительные операции.
Механическая обработка керамики. Различают механообработку до и после обжига керамики. Механообработка необожженной керамики производится с целью получения более сложной формы детали и выполняется с помощью твердосплавного инструмента. С этой целью заготовки пропитывают парафином или церизином при температуре 80-100 ОС в течение 20-60 мин. После предварительной сушки до 2-3% - ой влажности.
Механическая обработка необожженной керамической массы включает также очистку изделий (снятие выступов и неровностей), резку на требуемые размеры. Для очистки изделия используют инструменты типа заостренных ножей; стержней, скребков и т. д. Крепление изделия осуществляется с помощью клеящих веществ (церезина, воска, канифоли и др.).
Вырубка заготовок из ферритовых и керамических необожженных лент и пленок используется для получения изделий малой толщины (до 10-5 мкм). Изделия большей толщины выгоднее получать путем резки, шлифования, полирования и доводки спеченных заготовок.
Механообработку после обжига осуществляют с целью увеличения точности размеров до 5 квалитета и формы, а также для получения высококачественной поверхности (до RZ = 0.05-0.025 мкм). Обработку выполняют в этом случае на шлифовально-доводочных станках. Для обработки применяют также ультразвуковую обработку, алмазную обработку. Разрезку осуществляют на специальных станках вольфрамовой проволокой в сочетании с абразивной суспензией или алмазными пилами.
Глазурование. Производят для защиты поверхности детали от загрязнений, повышения поверхностного сопротивления, красивого внешнего вида и соединения отдельных керамических деталей. Для этих целей используют глазури, которые бывают тугоплавкие и легкоплавкие, первые имеют температуру плавления 1200-1400 ОС, вторые 600-1000 ОС. Глазури состоят из высокодисперсных материалов, близких по составу к составу керамической массы с добавлением стеклообразующих веществ.
Легкоплавкие глазури наносят на детали после их обжига, тугоплавкие - после формования или сушки, если в массе нет органической связки, либо после предварительного или окончательного обжига.
Металлизацию керамики осуществляют с целью выполнения электрических цепей, обеспечения электрических контактов, а иногда и для соединения деталей друг с другом. Нанесение металлических слоев на керамику осуществляют вжиганием, химическим осаждением металлов из водных растворов, вакуумным испарением, ультразвуковым лужением и др.
ЛИТЕРАТУРА .
1. Технология материалов в приборостроении. Под ред. А.Н. Малова,
М, Машиностроение, 1969, 440 с.
2. Технология электрокерамики. Под ред. Г.Н. Масленниковой. Энер-
гия, М., 1974, 224 с.
3. Белинская Г.В., Выдрик Г.А. Технология электровакуумной и радио-
технической керамики. Энергия, М., 1977, 335 с.
4. Окадзаки К. Технология керамических диэлектриков. М., Энергия,
1976, 336 с.
5. Бабич Э.А., Улановский Б.М. Технология производства ферритов и
радиокерамики . Уч. пособие для техн. училищ. Высшая школа . М.,
1984, 223 c.
СВАРКА
1. Физическая сущность и классификация способов сварки
Сварка это процесс получения неразъемного соединения путем расплавления и совместной кристаллизации материала двух соединяемых деталей или без расплавления в результате электронного взаимодействия в месте контакта свариваемых деталей.
Сваркой изготовляют в приборостроении каркасы и стойки элементов вычислительной и электронной техники, соединение выводов микросборок и микросхем с печатными проводниками печатных плат и др.
Сварку осуществляют двумя способами: плавлением без внешнего механического воздействия и с приложением давления к соединяемым элементам. В первом случае материал соединяемых элементов в месте соединения расплавляют, во втором случае процесс выполняют без нагрева или с местным нагревом.
При сварке плавлением расплавленный металл соединяемых элементов образует общую сварочную ванну, затвердевающую при кристаллизации в результате охлаждения металла нагретого до 2000 оС и выше. Различают электрическую, химическую и литейную сварку плавлением.
Сварку с приложением давления в зависимости от источника теплоты делят на контактную, индукционную, трением (разновидность - ультразвуковая).
Похожие работы
... поверхностей, необходимость контроля температуры заготовки в зоне шва. Высокие требования к качеству контактных поверхностей удорожают процесс в целом. 5. Разновидности способов сварки Диффузионная сварка с промежуточными прокладками. Промежуточные прокладки могут быть расплавляющимися и нерасплавляюшимися. Подслои на свариваемые поверхности наносят с целью: - увеличения прочности ...


... подготовки места соединения. Можно сваривать заго-товки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.). Наиболее распостраненными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетон-ная арматура. Тотечная сварка. Точечная сварка – разновидность контактной сварки, при ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
0 комментариев