Навигация
Літературний огляд. Аналіз методів діагностики різальних інструментів
33705
знаков
0
таблиц
0
изображений
1. Літературний огляд. Аналіз методів діагностики різальних інструментів
Проаналізовано методи діагностики різальних інструментів. Детально висвітлено метод АЕ, як найбільш перспективний метод діагностики, розглянуто способи аналізу сигналів АЕ.
В сучасних авіаційній та автомобільній промисловостях широке використання знайшли алюмінієві сплави. Серед таких сплавів виділяються силуміни (сплави алюмінію й кремнію), які мають високі механічні властивості при малій вазі. Однак наявність твердих часток кремнію (1100 HV) в силумінах викликає підвищений знос ріжучого інструменту (РІ). Тому для обробки силумінів доцільно використовувати інструментальні матеріали з високою зносостійкістю, до яких відносяться алмазні композиційні надтверді матеріали, зокрема алмазно-твердосплавні пластини. В умовах автоматизації технологічних операцій обробки та впровадження безлюдних технологій застосування цих матеріалів на чистових і напівчистових операціях точіння стримується підвищеними вимогами до надійності РІ. Поряд з високою зносостійкістю цих інструментальних матеріалів вони вирізняються крихкістю, малою міцністю на згин, високою вартістю і некерованістю забезпечення повторюваності властивостей цих матеріалів від партії до партії. Тому, необхідним постає завдання забезпечити надійність різців, які оснащені АТП.
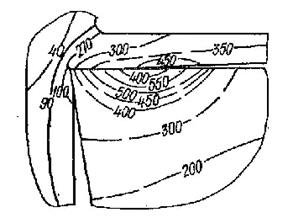
Надійність (за ГОСТ-ом 27.002-83) – це властивість об’єкту зберігати працездатний стан до настання граничного стану при встановленій системі технічного обслуговування й ремонту. Для РІ працездатним станом є такий стан при якому в процесі різання забезпечуються необхідні параметри в граничних межах, а саме шорсткість обробленої поверхні та геометричний розмір деталі, який залежить від поточного зносу РІ. Крім цього, важливою властивістю РІ є безвідмовність, яка характеризується ймовірністю його руйнування. Значення останнього показника може бути вирішальним при виборі ріжучих пластин, при пропозиції різних постачальників. Розрахунок ймовірністі руйнування потребує визначення напружень в АТП підчас точіння.
Аналіз методів діагностики різальних інструментів показав, що перспективним є метод акустичної емісії. Традиційне використання для контролю силових, температурних, а також електричних характеристик у ряді випадків неможливо або недостатньо ефективно. Метод АЕ має високі чутливість і швидкодію, а також значно менше обмежень, зв'язаних зі структурою, фізико-механічними властивостями матеріалів і зовнішнім середовищем в порівнянні з іншими методами контролю.
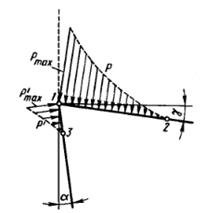
АЕ, тобто випромінювання матеріалом пружних хвиль напружень, викликаних локальною динамічною перебудовою його структури, містить у собі інформацію про фізичні процеси, які відбуваються при терті, деформуванні та руйнуванні матеріалу. Джерелами сигналів АЕ при точінні є три зони: зона зсуву містить інформацію про пластичну й (у меншому ступені) пружну деформацію зсуву та руйнування в поверхні зсуву, а дві інші зони – поверхня розділу різець-стружка та поверхня розділу різець-оброблювана деталь несуть інформацію про контактну взаємодію, знос різця та шорсткість обробленої поверхні. Разом з тим, існують складності у вимірюванні й обробці даних АЕ. Традиційні методи аналізу сигналів АЕ при різанні, розроблені вченими різних країн (Д. Дорнфельдом, М. Морівакі, К. Ивата, Д. Дімлою, Г. Понтуале, Х.В. Равиндра, В.Н. Подураевим, А.А. Борзовим, О.В. Кибальченком та ін.), мають обмеження: математичні моделі та знайдені залежності справедливі лише для певних умов обробки (конкретних верстататів, режимів різання, геометрії РІ й марки оброблюваного матеріалу).
Таким чином, основне завдання наукового дослідження полягає у створенні науково-обґрунтованої методики та оцінки зносу різця по задній поверхні й шорсткості обробленої поверхні по даним АЕ, а також ймовірності руйнування РІ, та практична реалізація цієї методики в системі моніторингу РІ..
2. Запуск установки для визначення та контролю РІ
У теперішній час для обробки кольорових сплавів і силумінів найбільше використовуються двошарові композиційні НТМ. Їх одержують шляхом спікання алмазів при високих температурах і тисках на підкладці із твердих сплавів. Представником даного класу інструментальних матеріалів є алмазно-твердосплавні пластини. В роботі для різця використовували АТП діаметром 7,5 мм, товщиною 3,18 мм та з кутами α = 11° й γ = 0°.
Проведений аналіз впливу місця розміщення датчика АЕ на сигнал АЕ показав, що максимальний рівень сигналу та найменше спотворення його спектру забезпечуються при контакті датчика АЕ безпосередньо з ріжучою пластиною у порівнянні із традиційним розміщенням датчика під державкою. В результаті була запропонована нова конструкція різця з вбудованим в прихват широкосмуговим датчиком АЕ. На відміну від аналогічних датчиків, введення карбіду вольфраму, як наповнювача до складу матеріалу демпфера дозволило одержати матеріал із високими демпфуючими властивостями. Частинки карбіду вольфраму розміром 1-10 мкм, які хаотично розміщаються в композиційному матеріалі, добре поглинали акустичні хвилі в робочій смузі частот, за рахунок чого відбувалося вирівнювання амплітудно-частотної характеристики (АЧХ) датчика АЕ на 20% у діапазоні робочих частот приймально-підсилювального тракту (від 100 кГц до 2 МГц) у порівнянні із традиційними датчиками. На конструкції розробленого різця та датчика отримано патенти України.
У якості оброблюваних виробів використовували силумінові поршні з різним вмістом кремнію. Процентний склад кремнію визначали методом рентгеноспектрального мікроаналізу за допомогою растрового електронного мікроскопа «Camscan – 4DV» із приставкою для енергодисперсного рентгеноспектрального аналізу «Link-860». Таким чином, для експериментів по точінню були відібрані силумінові поршні зі сплавів із наступним вмістом кремнію, мас. %: 0,3; 10,8; 12,8; 15,8; 18,4.
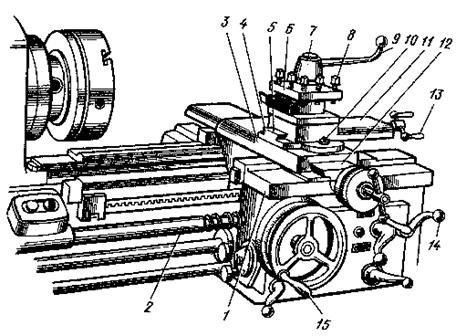
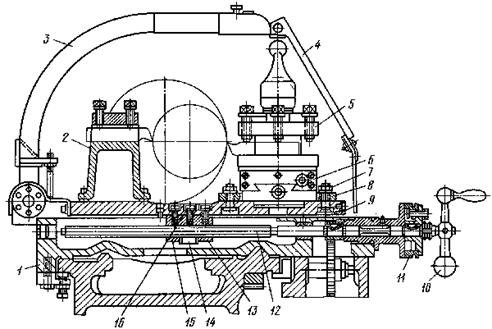
Основним елементом розробленої системи моніторингу РІ «MNAS-2» (ліва гілка на є різець із вбудованим широкосмуговим датчиком АЕ. У процесі різання сигнал АЕ від датчика «WRS-1» надходив на блок попереднього підсилювача й амплітудного детектора, який з високочастотного первинного сигналу АЕ в діапазоні частот від 100 кГц до 2 МГц виділяв низькочастотну (від 100 Гц до 22 кГц) обвідну.
Далі сигнал подавали на швидкодіючий аналого-цифровий перетворювач (АЦП 1), де він перетворювався в цифрову форму із частотою дискретизації 44 кГц й зберігався в пам'яті мобільного комп'ютера (ПК 1). Конфігурація комп'ютера «Dell Inspiron 1300» із процесором Intel 1,5 МГц і пам'яттю 512 Мб була обрана з урахуванням очікуваної ресурсоємності подальшого аналізу сигналів АЕ.
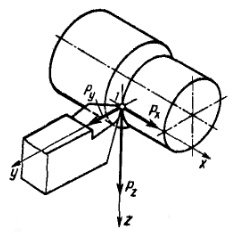
Автоматизована система прогнозування ймовірності руйнування різця «СПВР-1» (права гілка складалася з універсального динамометра «УДМ-300», у якому розміщали різець, оснащений АТП. Динамометр «УДМ-300» конструкції ВНИИ (м. Москва) дозволяв вимірювати три ортогональні складові сили різання. Отримані за допомогою динамометра значення сил різання були необхідними вихідними даними для розрахунку ймовірності руйнування різця в процесі точіння. Для посилення електричного сигналу від динамометра використовували тензостанцію «ТОПАЗ». Сигнал від тензостанціі перетворювали у цифрову форму за допомогою 12-ти розрядного шістнадцятиканального АЦП 2 «A-812PG», який виконано у вигляді інтерфейсної плати комп'ютера. Керування роботою АЦП 2 і запис значень складових сили різання здійснювали у спеціально розробленій програмі «Модуль-812».
Всі експерименти по точінню заготовок із силуміну проводили на експериментальній установці з одночасним записом сигналів акустичної емісії й сил різання. Після кожного експерименту вимірювали шорсткість обробленої поверхні за допомогою приладу «Surtronic 3» фірми Taylor-Hobson безпосередньо на верстаті. Знос інструментів по задній поверхні hз вимірювали також не знімаючи різець з верстату, на спеціальному оптичному пристосуванні на базі мікроскопу «МБС-10». Це дозволило уникнути похибок вимірювання від зміщення різця між експериментами.
Похожие работы
75388
8
25
... – 3,5 рази, при чому для раціональності застосування даної технологої зміцнення необхідно, щоб стійкість була підвищена мінімум в 1,4 раза [5]. Тобто застосування методу іонно-плазмового напилення (КІБ) для зміцнення різця відрізного в технології його виробництва дозволить отримати значний економічний ефект. Таблиця 1.2 – Техніко-економічні показники методів зміцнення різальних інструментів ...
0 комментариев