Навигация
Технологический процесс окрашивания металлических поверхностей современными масляными составами
81477
знаков
3
таблицы
4
изображения
2. Технологический процесс окрашивания металлических поверхностей современными масляными составами.
2.1 Введение
Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко окисляются в присутствии воды и кислорода, быстро появляется знакомая всем ржавчина. Еще быстрее этот процесс протекает в условиях загрязненной окружающей среды — различные химические соединения, так или иначе присутствующие в воздушной и водной среде, ускоряют этот процесс.
Иногда за считанные год-два, а то и меньше, казалось бы, «новые» металлоконструкции, оборудование, агрегаты машин и механизмов могут покрываться слоем ржавчины. Картина знакома многим!
Суммарный ущерб, приносимый в результате коррозии металлов в промышленно развитых странах, достигает 5 % национального дохода.
К сожалению, использование в таких случаях традиционных способов защиты металлов с тщательной очисткой от ржавчины, обработкой поверхности специальными пассивирующими составами, грунтованием и последующим нанесением ЛКМ (лакокрасочные материалы) не всегда возможно (по экономическим, экологическим, а иногда просто практическим соображениям). Действительно, далеко не всегда есть возможность поставить на капремонт мост, по которому и днем и ночью идет интенсивное движение, поставить «на прикол» автотранспортные средства, отключить на длительное время оборудование, машины, механизмы, постоянно занятые в производственном процессе.
В такой ситуации следует особо соблюдать технологию окраски металлических поверхностей. Современное оборудование и материалы позволяют выполнять данную работу качественно. Особое внимание следует уделить подготовки поверхности. для этого следует использовать не только традиционные способы обработки металлических поверхностей перед покраской. Но и машинные. Особенно, если площадь окрашиваемой поверхности очень велика. Причём металлические поверхности имеют много типов (гаражи, батареи, трубы, и многое другое) для каждого типа металлической поверхности существует определённый инструмент. который может считаться уникальным. Для каждого типа поверхностей, так же существует свой окрасочный и грунтовочный материал. Рекомендованный для типа этой поверхности данную инструкцию следует соблюдать так же.
2.2 Инструменты и приспособления
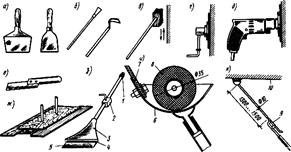
Инструмент и средства малой механизации для подготовки поверхностей под окраску: а - стальные шпатели; б - скребки; в - щетка; г - затирочно-шлифовальная машинка пневматическая; д - то же, электрическая; е - малярный нож; ж - шпатель-полутерок; з - механизированный плоский шпатель; и, к - схемы процесса выравнивания поверхности механизированным шпателем-валиком; 1 - штуцер; 2 - запорный кран; 3 - корпус; 4 - щель для шпатлевки; 5 - резиновая пластинка; 6 - ванночка; 7 - разравнивающая полоска; 8 - валик; 9-клапан; 10- потолок
Оборудование, приспособления, приборы и материалы, применяемые для подготовки металлических поверхностей и нанесения грунтовки» и эмали
Для подготовки поверхности применяют следующее оборудование, приборы, приспособления и вспомогательные материалы:

- установка для пескоструйной или дробеструйной очистки поверхности любого типа;
— шкурка шлифовальная по ГОСТ 6456-82 или ГОСТ 100054-82 или другой абразивный инструмент зернистостью № 4-6;
![]()
— электрические шлифовальные машины по ГОСТ 11096-80;
— ветошь обтирочная по ТУ 63-178-77-82;

— респиратор типа ШБ-1 “Лепесток” по ГОСТ 12.4.028-76; РПГ-97 по ГОСТ 12.4.004-87 или РУ-60М.
— перчатки резиновые хирургические по ГОСТ 3-75 или дерматологические средства по ГОСТ 12.4.068-97;
— бензин-растворитель для лакокрасочной промышленности (уайт-спирит по ГОСТ 3134-98);
— толуол по ГОСТ 14710-87 или ГОСТ 9880-89 или растворитель Р-4 по ГОСТ 7827-86, или 646 по ГОСТ 18188-97;
— кисти щетинные торцевые и флейцы;
— валики малярные;
— тара для лакокрасочных материалов по ГОСТ 5799-968;
— весы рычажные общего назначения по ГОСТ 23676-98;
— спецодежда по ГОСТ 12.4.103-83.
Приборы и приспособления для контроля качества покрытий:
Для контроля качества покрытий на основе грунтовки и эмали применяют следующие приборы и приспособления:

— микрометр по ГОСТ 4381-80;

— толщиномер типа МТ-33Н по ТУ 25-06.1874-78;

— прибор для определения адгезии покрытия к металлической поверхности образца свидетеля методом решетчатых надрезов по ГОСТ 15140-78.
— прибор для определения толщины мокрого слоя “Гребенка” (ТУ 2312-049-05034239-93).

Ручные пневматические краскораспылители предназначены для нанесения покрытий лакокрасочными и антикорозийными материалами методом воздушного распыления.
Похожие работы

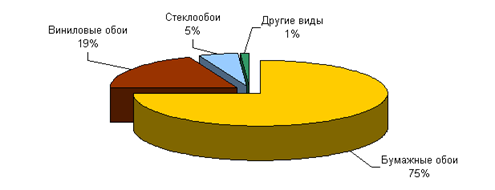
... звук, сохраняют тепло, нечувствительны к влажности. Ковровые покрытия создают дополнительное ощущение тепла и уюта. 3. Оценка товарного ассортимента, номенклатуры, ценовой уровень На рынке обоев г. Минска представлены следующие их виды: Бумажные обои – представляют бумажное полотно, экологически наиболее чистые, недорогие, отличаются простотой отделки. В настоящее время лидером на рынке ...


... нанесения одного слоя, фактура поверхности требует двух. Окрашивание производится перекрёстными мазками, чтобы обеспечить равномерность красочного слоя и чтобы не были видны следы валика. Прежде чем начать покраску стены, убедитесь, что у вас хватит времени её закончить. Завершив работу, не наносите краску на обработанную стену, чтобы после высыхания она не приобрела разные оттенки. Для защиты ...
... в натяжном для них проделываются отверстия, которые оклеиваются по периметру специальным кольцом. Все работы по установке ламп выполняются специалистами. В противном случае очень легко "промахнуться". С натяжными потолками используются, как и традиционные люстры, и встраиваемые светильники. Единственное ограничение - мощность ламп: лампы накаливания до 60 Вт., галогенные - 36 Вт. Миллионы людей ...
... уже было противоречие: с одной стороны — стремление к новаторству, а с другой — оглядка назад, ретроспективизм. Многие тогда видели в «стиле модерн» некий «венец художественного развития» европейской культуры, единый интернациональный стиль. Волнистые ли¬нии орнаментики Ар Нуво сравнивали с крито-микенским искусством, «модерн» находили у этрусков, в итальянском Манье¬ризме конца XVI в., в стиле ...
0 комментариев