Навигация
2.3 Материалы
Современные лакокрасочные материалы и инструменты позволяют без особых усилий поддерживать металлические изделия в хорошем состоянии. При правильном уходе они будут служить долгие годы. В то же время в строительстве помимо простой стали все чаще применяются различные металлоконструкции из оцинкованной стали и цветных металлов. Вопреки распространенному мнению, оцинкованная сталь все же подвержена коррозии, пусть и в гораздо меньшей степени, чем обычная сталь. Поэтому такие изделия также желательно покрывать защитным слоем. К тому же неокрашенный металл не всегда вписывается в архитектурное или конструкторское решение объекта. В таком случае металлические поверхности нуждаются в декоративной окраске, придающей готовому объекту законченный вид. Важно помнить, что адгезия большинства антикоррозионных покрытий к оцинкованной стали и цветным металлам недостаточна. Краска по металлу требует применения специально адаптированных красок, которые имеют повышенную адгезию и обеспечивают надежное сцепление с такой сложной для окраски поверхностью.
Для окраски стальных кровель и металлических конструкций применяют алюминиевые эмалевые краски, изготовленные на масляном лаке.
Пигментом в этих красках служит алюминиевая пудра, хорошо отражающая солнечные лучи. Синтетические малярные составы.
В этих составах в качестве связующих применяют синтетические смолы, например перхлорвиниловую, кремнийорганическую, глифталевую и т. д. Синтетические малярные составы бывают водные и на растворителях. Обычно водные синтетические краски используют для внутренней отделки зданий, а для наружной — краски на органических растворителях.
Для наружной отделки зданий, например, служит перхлорвиниловая краска (ПХВ), состоящая из перхлорвиниловой смолы, пигментов, наполнителей, растворенных в ксилоле или сольвенте. Перхлорвиниловые краски рекомендуется использовать для отделки фасадов зданий в зимнее время года при отрицательных температурах из-за высокой огнеопасности красок (температура воспламенения ЗО...32°С).
Хорошей адгезией к асбестоцементу, бетону и другим строительным материалам обладают кремнийорганические краски, представляющие собой суспензию неорганических и органических пигментов в кремнийорганическом модифицированном лаке. Они долговечны. Следующее за названием цифровое обозначение указывает на назначение краски. Промышленность выпускает краски для внутренних и наружных работ, причем эксплуатационные характеристики этих красок различны:
1 и 5 показывают, что краска пригодна для наружных и внутренних работ
2 - только для внутренних
О – грунтовки
ОО - шпатлевки
Для некоторых видов красок применяются одни и те же растворители, разбавители, грунтовки и шпатлевки. Такие краски вполне совместимы между собой:
краски на олифах (МА)
глифталовых (ГФ)
пентафталевых (ПФ)
масляно-фенольных (ФА)
Ими можно красить любые конструкции, в результате получается сплошная, красивая, непористая пленка. Эта напористость препятствует воздухообмену. То есть такая краска не используется при покраске помещения, в котором стены и потолки должны "дышать".
Чтобы сохранить воздухопроницаемость поверхности, лучше всего воспользоваться клеевыми красками. Однако главный недостаток клеевых красок заключается в том, что с ними сложнее работать и противостоять воздействию атмосферных факторов.
• Нержамет — краска по ржавчине, высококачественная антикоррозионная алкидная эмаль по металлу. Краска представляет собой продукт 3 в 1 (три в одном). Совмещает в себе преобразователь ржавчины, антикоррозионный грунт и износостойкую эмаль.
• Полимерон — спецэмаль по металлу, антикоррозионное износостойкое покрытие. Эмаль специально разработана для защиты металлических поверхностей в условиях тяжелой промышленной атмосферы.
• Сереброл — алюминиевая краска, серебристо-белая антикоррозионная эмаль для черного металла и оцинковки. Применяется для окраски любых металлоконструкций, эксплуатирующихся во влажной атмосфере, в условиях морской и пресной воды.
• Нержалюкс — эмаль для цветных металлов. Применяется для окраски алюминиевых и оцинкованных поверхностей, любых других поверхностей из цветных металлов и их сплавов.
• Цикроль — краска для оцинкованного металла, атмосферостойкая антикоррозионная краска для крыш. Краска обладает отличными характеристиками по водостойкости и атмосферостойкость.
• Нержапласт — эмаль «жидкий пластик». Представляет собой антикоррозионную эмаль для металла с эффектом пластика.
• Молотекс — молотковая эмаль, декоративная краска с рисунчато-молотковым эффектом.
Окраска металла антикоррозионной краской обеспечивает надежную защиту металла от коррозии и значительно продлевает срок службы металлических конструкций.
2.4 Технология выполнения
ПОДГОТОВКА ПОВЕРХНОСТИ К ОКРАСКЕ.
При лакокрасочной отделке поверхности выполняют ряд операций, которые сводятся в четыре грунты: I - подготовка поверхности; II - обработка поверхности; III - окраска поверхности; IV - отделка окрашенной поверхности.
Подготовка металлических поверхностей заключается в очистке их от грязи, брызг раствора и ржавчины. Небольшие поверхности (перила, балконные решетки, трубы, радиаторы отопления и т.д.) очищаются металлическими щетками и скребками до появления металлического блеска (рис.1). Отдельные места металлических конструкций, труднодоступные для щетки или скребка, очищаются различными приспособлениями.
При больших объемах работ очистка металлических поверхностей производится с помощью электрощеток, пескоструйных аппаратов и т.п.
Для удаления ржавчины, окалины, а также старой краски применяется термическая очистка; поверхность обрабатывается пламенем горелки. В результате окалина, ржавчина и старая краска в виде шлама легко очищаются скребками, щетками.
Грунтовка металлических поверхностей выполняется сразу после очистки с целью предохранения металла и от возобновления коррозии. Грунтовка не только создает противокоррозийную защиту, но и обеспечивает хорошее сцепление между окрашиваемой поверхностью и последующими окрасочными слоями.
Цвет грунтовки должен резко отличаться от цвета окрашиваемого изделия, чтобы избежать пропусков. Обычно в качестве грунтовки применяют железный сурик.
Грунтовка производится после подготовки поверхности под окраску. Назначение грунтовки заключается в том, чтобы создать на окрашиваемой поверхности пленку, препятствующую неравномерному впитыванию окрасочного состава и увеличению сцепления наносимых материалов с основанием. При окраске без грунтовки в местах большей пористости будет большее поглощение краски, и эти места будут отличаться по цвету. Если шпатлевание выполняется по неогрунтованной поверхности, связующее их шпатлевки проникает в толщу поверхности и прилегающий к ней слой шпатлевки теряет клей и не обеспечивает достаточного сцепления, в результате чего после окраски неизбежны отлупы окрасочной пленки вместе со шпатлевкой. Кроме того, негрунтованная поверхность забирает из шпатлевки жидкость, а шпатлевка делается густой, плохо наносится, делается шероховатой, пористой.
Подготовку металлической поверхности, а также грунтовку их можно производить как до монтажа, так и после него. Существует несколько способов очистки:
а) очистка химическим способом (травление) (табл.1.1);
б) пескоструйная (металлическим песком), дробеструйная очистка;
в) механическая обработка;
г) очистка термическим (газопламенным) способом.
Таблица 2.1 Технологическая схема химического способа очистки
| Операция | Состав раствора | Режим работы | Норма расхода в |
| Обезжиривание |
| Температура 80 - 95 °С; время обезжиривания 1-1,5 ч | 20 - |
| Горячая промывка | Горячая вода | Температура 80 °С | - |
| Травление | Серная кислота-удельный вес 1,82-150-200 г/л; ингибитор (ЧМ; ПБ и др.) 0,8-1,2 г/л; Серная кислота - удельный вес 1,84; Азотная кислота - удельный вес 1,4 | - - - | - 80 150 |
| Холодная промывка | За 2 раза холодной водой | - | - |
| Нейтрализация |
| Температура 20 °С | 20 |
| Горячая промывка | За 2 раза горячей водой | Температура 80 °С | - |
| Сушка | Горячим воздухом | - | - |
| Примечания: 1. При наличии на поверхности металла пятен масла минерального происхождения обезжиривают не щелочью, а органическими растворителями, например бензином. После травления аппараты (изделия) тщательно промывают холодной водой, нейтрализуют и сушат. 2. Для травления меди, алюминия и их сплавов применяют азотную кислоту. | |||
Химическим способом удаляются загрязнения и окислы в процессах обезжиривания, одновременного обезжиривания и травления, фосфатирования. Способ обезжиривания выбирают в зависимости от вида и степени загрязнения. При слабой и средней загрязненности наибольшее распространение получило обезжиривание щелочными растворами. Толстый слой жира удаляется органическими растворителями. Одновременное обезжиривание и травление поверхностей состоит в том, что в травильные растворы вводят поверхностно-активные вещества. Наиболее эффективно этот процесс протекает при струйной обработке деталей в результате разбрызгивания форсунками моющих растворов при температуре 50-70 °С под давлением 0,15-0,25 МПа в специальных моечных камерах. На рис.2 показана принципиальная схема обезжиривания органическим растворителем трихлорэтиленом, который хорошо растворяет жиры, масла и не горит. Процесс наиболее эффективно протекает при нахождении трихлорэтилена в жидкой и паровой фазе. К недостаткам трихлорэтилена следует отнести его высокую стоимость и токсичность паров.
Хорошее качество подготовки поверхности под окраску обеспечивается фосфатированием. В результате этой операции на поверхности металла образуется неорганическая защитная пленка, обладающая повышенными противокоррозионными свойствами. Фосфатный слой является превосходным грунтом под лакокрасочное покрытие. При повреждении фосфатно-красочного слоя коррозия происходит лишь на дефектном участке и не распространяется под покрытием.
После химической обработки металлические поверхности следует промыть и тщательно просушить. Промывка осуществляется в проходных струйных камерах в течение 2-3 мин холодной (при температуре 8-15 °С) или горячей (при температуре 80-90 °С) водой. Металлические поверхности сушат воздухом, нагретым до температуры 115-125 °С, в течение 1-3 мин до удаления видимых следов влаги.
Травление труб, мелких аппаратов и деталей производят в травильных ваннах. Крупногабаритные аппараты могут очищаться как наливом в аппарат травильного раствора, так и смачиванием поверхности раствором в три-четыре приема с интервалом 1,5-2 ч.
Пескоструйная (металлическим песком) очистка поверхности
Для пескоструйной обработки должен применяться металлический (стальной) песок, обладающий высоким абразивным действием. Песок должен быть сухим и однородным.
Размер зерен песка, а также расстояние между соплом пескоструйного аппарата и обрабатываемой поверхностью выбирают в зависимости от толщины и твердости снимаемого слоя. При размерах зерен 0,8-1,5 мм расстояние между соплом и обрабатываемой поверхностью должно быть 75-150 мм.
Для очистки стальной поверхности с толстым слоем окалины расстояние между соплом и поверхностью наименьшее.
Качество песка определяют пескоструйной очисткой поверхности опытного металлического образца.
Отработанный песок используют повторно при условии удовлетворения вышеуказанным требованиям.
Сопло пескоструйного аппарата во время работы держат под углом 75-80° к обрабатываемой поверхности; категорически запрещается держать сопло перпендикулярно поверхности.
Сопла применяют металлические из спецсплавов, минералокерамические, фарфоровые, стеклянные, чугунные (из отбеленного чугуна) и резиновые.
Подготовленную поверхность до нанесения защитного покрытия обдувают сжатым воздухом для удаления песка и пыли. Жировые пятна устраняют протиркой растворителем (бензином, уайт-спиритом, скипидаром и др.).
Дробеструйная очистка
При очистке толстостенных стальных и чугунных изделий возможна обработка их поверхности в специальных камерах струёй дроби типа ДЧК.
Дробеструйную очистку выполняют под давлением 5-6 ат. дробью размером 0,5-2 мм. Дробь должна иметь структуру белого чугуна твердостью HRC 54-62. Расстояние от сопла до обрабатываемой поверхности 150-200 мм.
Обработка поверхностей в песко - и дробеструйных установках выполняется сухим абразивным материалом. Черные металлы, медь и их сплавы обрабатываются металлическим песком, который представляет собой рубленую стальную проволоку (ИКС 38-55), или чугунным "песком" (НRС 58-62) с диаметром зерен 0,6...0,8 мм. Для алюминия и его сплавов применяется силуминовая дробь. Гидроабразивную обработку поверхностей деталей выполняют струей суспензии, состоящей из воды и кварцевого песка. Этим способом можно обрабатывать черные и цветные металлы.
Подготовку поверхностей к окраске механизированным инструментом осуществляют пневматическими) или электрическими машинками, оборудованными в качестве рабочих органов шлифовальным кругом, металлической щеткой или шарошкой.
Нанесение лакокрасочных материалов на детали выполняется в такой последовательности: очистка, грунтование, окраска.
Грунтование заключается в нанесении первого слоя лакокрасочного покрытия на очищенную и обезжиренную поверхность металла. Слой грунта является основой покрытия, поэтому должен обладать наилучшей сцепляемостью с металлом и с последующим слоем краски. Грунтовка наносится на поверхности деталей пневматическим распылением или электроосаждением. Слой грунтовки должен быть матовым, так как глянцевая поверхность ухудшает сцепление грунта с последующими слоями краски.
Наибольшее распространение получили преобразователи ржавчины, которые наносят на металлическую поверхность, поврежденной коррозией, в качестве первого слоя. Эти преобразователи, попадая на ржавую поверхность, вступают в химическое взаимодействие с соединениями железа, которые образуют ржавчину, и переводят их в химические вещества, не растворимые в воде.
Последовательность операций
До начала работ необходимо:
- установить в проектное положение и закрепить отопительные и сантехнические приборы, трубопроводы и т.п.;
- заделать отверстия в стенах, перегородках и перекрытиях вокруг труб и в местах установки крепежных деталей.
Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП.
Операции по очистке металлических поверхностей выполняют в следующем порядке:
- шпателем снимают затвердевшие брызги раствора;
- стальной щеткой очищают металл от ржавчины до блеска.
Очистка металлических поверхностей (стальная щетка, стальной шпатель, лестница-стремянка; рис.1). Маляр, работая шпателем как скребком, легкими скользящими ударами снимает с металлических поверхностей отвердевшие брызги раствора и окалину.
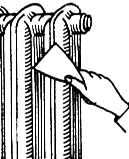
Рис.1.
После этого он стальной щеткой очищает поверхности от ржавчины до появления металлического блеска. Щеткой можно работать в любом удобном направлении (рис.2).
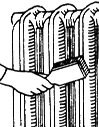
Рис.2.
Проолифка металлических поверхностей за один раз.
Операции по проолифке металлических поверхностей маляр выполняет в следующем порядке: сметает ветошью пыль, кистью или приспособлением набирает олифу и наносит ее на поверхность тонким слоем за 1 раз. (рис.3).

Рис.3.
Проолифка поверхностей с помощью кисти (кисть-ручник, лестница-стремянка, ведро с олифой; рис.4,5). Маляр берет кисть за ручку, не охватывая пальцами обойму, погружает ее в ведро с олифой на глубину 1/4 цайга (рабочей части), отжимает избыток краски о край ведра и наносит олифу широкими ровными мазками, держа кисть перпендикулярно обрабатываемой поверхности.
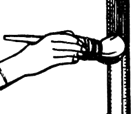
Рис.4

Рис.5.
Для получения ровного тонкого слоя и хорошего сцепления с поверхностью, олифу энергично растирают (растушевывают) сначала в одном направлении, а потом в другом - перпендикулярном первому. Принятого порядка растушевки придерживаются до конца проолифки.
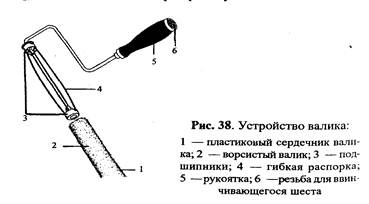
Проолифил труб, решеток и т.п. с помощью валика (валики сдвоенные поролоновые валики, ванночка, лестница-стремянка, ведро; рис.6). Маляр, нажав большим пальцем руки на рычаг, раздвигает валики, а затем набирает на них олифу.


Рис.6
Валики, сдвигаясь, плотно обжимают обрабатываемую поверхность стержня (трубы). Движением вверх-вниз маляр олифит поверхность трубы или стержня.
Проолифка труб с помощью приспособления (приспособление для окраски труб, кисть, ведро, лестница-стремянка; рис.7). С помощью кисти маляр наносит на вогнутую (оклеенную мехом) поверхность приспособления олифу


 7
7
Рис.7
Точно таким же способом производиться и окрашивание.
Похожие работы

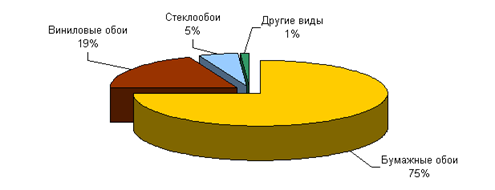
... звук, сохраняют тепло, нечувствительны к влажности. Ковровые покрытия создают дополнительное ощущение тепла и уюта. 3. Оценка товарного ассортимента, номенклатуры, ценовой уровень На рынке обоев г. Минска представлены следующие их виды: Бумажные обои – представляют бумажное полотно, экологически наиболее чистые, недорогие, отличаются простотой отделки. В настоящее время лидером на рынке ...


... нанесения одного слоя, фактура поверхности требует двух. Окрашивание производится перекрёстными мазками, чтобы обеспечить равномерность красочного слоя и чтобы не были видны следы валика. Прежде чем начать покраску стены, убедитесь, что у вас хватит времени её закончить. Завершив работу, не наносите краску на обработанную стену, чтобы после высыхания она не приобрела разные оттенки. Для защиты ...
... в натяжном для них проделываются отверстия, которые оклеиваются по периметру специальным кольцом. Все работы по установке ламп выполняются специалистами. В противном случае очень легко "промахнуться". С натяжными потолками используются, как и традиционные люстры, и встраиваемые светильники. Единственное ограничение - мощность ламп: лампы накаливания до 60 Вт., галогенные - 36 Вт. Миллионы людей ...
... уже было противоречие: с одной стороны — стремление к новаторству, а с другой — оглядка назад, ретроспективизм. Многие тогда видели в «стиле модерн» некий «венец художественного развития» европейской культуры, единый интернациональный стиль. Волнистые ли¬нии орнаментики Ар Нуво сравнивали с крито-микенским искусством, «модерн» находили у этрусков, в итальянском Манье¬ризме конца XVI в., в стиле ...
0 комментариев