ТЕХНІКО–ЕКОНОМІЧНЕ ОБҐРУНТУВАННЯ БУДІВНИЦТВА ПІДПРИЄМСТВА
Аналіз рецептурного складу і технологічного процесу виробництва загартованого морозива
Роль стабілізаторів у формуванні якості м’якого та загартованого морозива
Огляд сучасного ринку стабілізаторів та їх використання у технологічному процесі
Методи досліджень
РОЗРОБКА ЗАХОДІВ З БЕЗПЕКИ ФУНКЦІОНУВАННЯ ПІДПРИЄМСТВА
ЗАХОДИ ЩОДО ЗАБЕЗПЕЧЕННЯ ОХОРОНИ НАВКОЛИШНЬОГО СЕРЕДОВИЩА
ОЦІНКА ЕФЕКТИВНОСТІ ПРИЙНЯТИХ У ПРОЕКТІ РІШЕНЬ
Навигация
Методи досліджень
Розробка технології нових видів загартованого морозива
159360
знаков
27
таблиц
16
изображений
2.2.2 Методи досліджень
Відбір проб заморожених десертів проводять для кожної однорідної партії. Від партії беруть середню пробу у кількості 0,1-0,2% від загальної кількості одиниць фасування. У якості середнього зразка відбирають 2-3 одиниці фасованого морозива в оригінальній упаковці; кожну одиницю фасованого морозива досліджують окремо. Від партії тортів з морозива у якості середнього зразка відбирають один торт. Проби суміші морозива перед її фризеруванням у кількості 200г з кожної ванни.
Збитість висловлюють у відсотках приросту обсягу заморожених десертів проти первісного обсягу суміші.
Визначають збитість за формулою:
![]() , (2.1)
, (2.1)
де ![]() - збитість, %;
- збитість, %;
![]() - обсяг суміші до її фризерування, л;
- обсяг суміші до її фризерування, л;
![]() - обсяг морозива, отриманого з даного обсягу суміші, л.
- обсяг морозива, отриманого з даного обсягу суміші, л.
Опір таненню характеризували тривалістю часу, необхідного для накопичування 10 мл суміші, отриманої при термостатування морозива при t=25°С.
В’язкість сумішей для заморожених десертів визначали за допомогою віскозиметру постійних напружень ВПН - 0.2Н. В основу роботи віскозиметру покладена властивість двухфазного асинхронного двигуна з повним ротором, типу АДП - 362, (в діапазоні швидкостей 20 - 40 об/хв) лінійну залежність крутного моменту, що характеризується від прикладеного до обмотки управління двигуна електричної напруги. Величина напруги зрушення визначається крутячим моментом електродвигуна та геометричними розмірами вимірювальних поверхонь.
В’язкість систем, що досліджуються, розраховується за формулою:
![]() , (2.2)
, (2.2)
де ![]() - в’язкість; Па×с;
- в’язкість; Па×с;
K - постійна вимірювального вузла, Па/В;
T - період обертання, с;
U - напруга управління, В;
А - коефіцієнт форми вимірювального вузла;
Для вимірювання температур морозива користувалися хромель-капелевими термопарами з ціною ділення не більше 0,2°С. Температуру морозива вимірювали у 2-3 місцях упаковки ( центр, середина, край) та обчислювали середнє значення.
При проведенні лабораторних та виробничих відпрацювань визначали технологічні параметри рецептури і технологічного процесу виробництва морозива за звичайними методиками [16].
Оцінка похибки експериментальних даних й величин, що вимірюються здійснювалася згідно відповідних методик. При порівнянні результатів експериментів враховували стандартні помилки дослідів (коефіцієнти варіації). При цьому проводили не менше п’яти паралельних дослідів, з яких знаходили середнє арифметичне (Y) за формулою:
 , (2.3)
, (2.3)
де Х - сума значень кожного окремого визначення;
n - число визначень.
При обробці експериментальних даних, побудови діаграм, графиків, таблиць користувались пакетом прикладних програм Microsoft Office-2003: Microsoft Word, Microsoft Excel.
2.3 ОБГРУНТУВАННЯ ТА РОЗРОБКА ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ВИРОБНИЦТВА ЗАМОРОЖЕНИХ ДЕСЕРТІВ З ВИКОРИСТАННЯМ СТАБІЛІЗАЦІЙНОЇ СИСТЕМИ
2.3.1 Обґрунтування технологічних параметрів виробництва заморожених десертів
При технологічних відпрацюваннях в якості досліджуваного об’єкту використовували суміші для виробництва м’якого та загартованого морозива, технологія яких передбачає введення стабілізаційної системи, яка містить наступні складові: метилцелюлозу, натрій карбоксиметилцелюлозу, гуарову камедь у співвідношеннях 4,5:3,5:2,0. Доцільність використання саме цих речовин обумовлена їх функціональними властивостями, необхідними для технологічного процесу виробництва на молочній основі. Це такі, як піноутворююч (МЦ), емульгувачі (NаКМЦ, гуарова камедь), загущувачі (гуарова камедь) та стабілізуюча дія (всі вище представлені).
Вважаємо, що використання нової стабілізуючої системи потребує вивчення та обґрунтування деяких технологічних параметрів виробництва морозива, а саме тиску гомогенізації суміші, в’язкості суміші, збитості, опору таненню, температури та часу загартовування тощо.
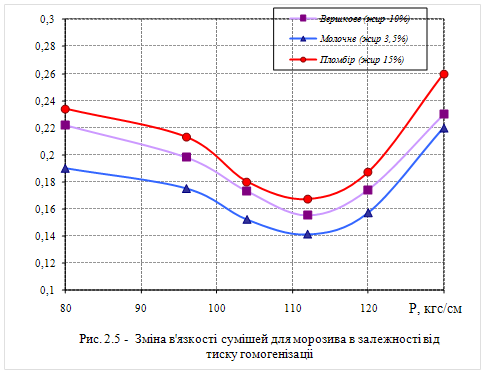
На першому етапі визначено вплив тиску гомогенізації на в’язкість суміші для морозива з наступним вмістом стабілізатора: 0,6 % для молочного, 0,5 % для вершкового морозива, 0,4 % для пломбіру. Важливість цього дослідження обумовлена тим, що в’язкість суміші безпосередньо впливає на насичення суміші повітрям, її стійкість, на кількість вимороженої вологи та ін. На основі отриманих даних було складено певну залежність (рис.2.5).
Аналізуючи експериментальні дані, можна побачити, що в інтервалі тиску гомогенізації, що досліджується, в’язкість суміші змінюється наступним чином: в інтервалі від 80 до 110 кгс/см2 спостерігається зменшення в’язкості, що пояснюється зменшенням діаметрів жирової фази суміші, яке сприяє підвищенню рухливості водної фази суміші, більш вільному переміщенню їх в системі. З підвищенням тиску гомогенізації ( 112-140 кгс/см2) в’язкість суміші підвищується. Природа цього явища обумовлена хімічною природою жиру, кульки якого при поступовому зменшенні досягають певних розмірів та починають утворювати агломерати. Треба сказати, що характер протікання змін однаковий як для молочної, так і для вершкової та пломбірної суміші. Різниця полягає лише в розташуванні графіків, яке залежить знову ж таки від вмісту жиру, який безпосередньо впливає на консистенцію суміші.
![]()
|
|
*молочна суміш – 124...130 кгс/см2;
*вершкова суміш – 122...128 кгс/см2;
*пломбірна суміш – 118...125 кгс/см2.
Саме ці значення тиску були використані нами в подальших дослідженнях.
Але в’язкість – це фізико-хімічний показник, який характеризує властивості суміші для морозива. Основними фізико-хімічними показниками, які дозволяють визначити якість самого морозива, є збитість та опір таненню.
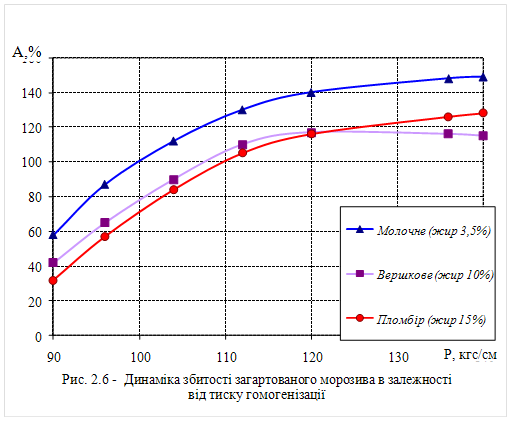
На рисунках 2.5, 2.6 наведені результати експериментальних даних цих показників в залежності від тиску гомогенізації. Встановлено, що в інтервалі тиску гомогенізації, рекомендованому нами для обробки молочної, вершкової та пломбірної сумішей, збитість готового виробу складає: 115…125 % для вершкового морозива та пломбіру, 145…150 % для молочного морозива.
Такі відмінності пояснюються щільністю суміші, тобто природою її складових компонентів, здатністю їх чинити опір насиченню суміші повітрям, наявністю серед їх властивостей тих, які сприяють утриманню повітряних пухирців. Найбільше значення щільності зі складових морозива має жир, тому з підвищенням його масової частки збитість погіршується. При збільшенні тиску гомогенізації, наприклад, вершкової суміші спостерігається зменшення збитості, що пояснюється утворенням жирових агломератів (дивись вище).
|
Аналізуючи отримані дані, не важко побачити, що при збільшенні тиску гомогенізації опір таненню підвищується. Це пояснюється зменшенням дисперсності жирових кульок, завдяки чому відбувається більш рівномірне їх розповсюдження та утворення стійкої системи. Крім того, опір таненню підвищується з підвищенням масової частки жиру в морозиві, що пояснюється наступним чином. З усіх компонентів суміші найменшу температуру перетворення на рідину має вода, тобто вона є лімітуючою в цьому процесі. Жирові кульки за рахунок більш високої температури плавлення, створюють механічний опір для витікання води, яка утворилася з льоду при підвищенні температури.
Таким чином, використання нової стабілізаційної системи потребує гомогенізації суміші при значеннях: 124...130 кгс/см2 - для молочної, 122...128 кгс/см2 - для вершкової та 118...125 кгс/см2 - для пломбірної суміші, що дозволить отримати морозиво з високими показниками збитості та опору таненню.
Однак, як відомо, технологія загартованого морозива передбачає заморожування його при температурі – 30 ± 2 °С. З метою обґрунтування часу загартовування нами була визначена динаміка зміни температур морозива при загартовуванні (рис. 2.8).
Виявлено, що на початкових стадіях загартовування температура не змінюється, що пояснюється специфічністю складових морозива. Так, наприклад, жир має кріопротекторні властивості, тобто перешкоджає зменшенню температури в суміші і для їх подолання необхідний деякий час. Тому суміш пломбірного морозива потребує більш тривалого впливу низьких температур для отримання в глибині морозива необхідної температури, ніж вершкового та молочного.
З огляду на експериментальні дані, нами визначено, що через 60 хв - для молочного морозива, 70 хв. - для вершкового морозива та 80 хв. - для пломбіру температура морозива складає -25...-20 °С. Це є достатнім для загартовування. Отримані дані досліджень дозволяють стверджувати, що загартовування морозива треба здійснювати протягом 60-80 хв, після чого воно може бути направлено в камеру для зберігання.
![]()
Як вказувалось вище, нова стабілізаційна система може бути використана як в технології загартованого , так і м’якого морозива.
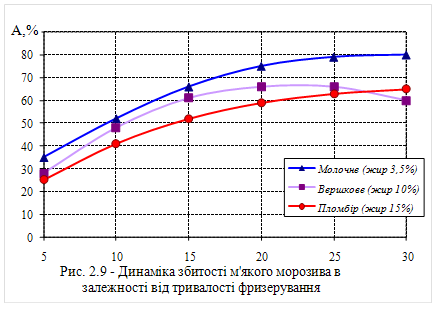
На рисунках 2.9 та 2.10 наведені результати досліджень збитості та опору таненню м’якого морозива в залежності від тривалості фризерування.
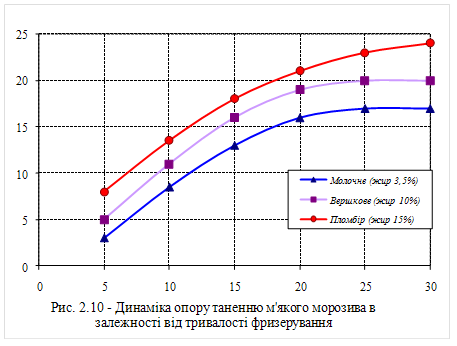 |
Так, при фризеруванні морозива протягом 20-25 хв збитість зростає в 2,8 - 3 рази і складає: для молочного морозива - 75-80%, для вершкового морозива - 65-70%, для пломбіру - 60-65% . Слід відзначити, що підвищення часу фризерування більше 20 хвилин не призводить до підвищення збитості.
Опір таненню, перш за все, має дуже важливе значення для зберігання гарних органолептичних показників м’якого морозива, тому що воно має високу температуру при виході з фризеру. При дослідженні опору таненню отримані такі дані: для молочного морозива – 16...17 хв., для вершкового морозива – 18...20 хв., для пломбіру – 21...23 хв. Природа цього явища така ж, як і у загартованого морозива.
Таким чином, фризерування суміші протягом 20 – 25 хв дозволяє отримати морозиво, яке характеризується високими показниками збитості та опору таненню.
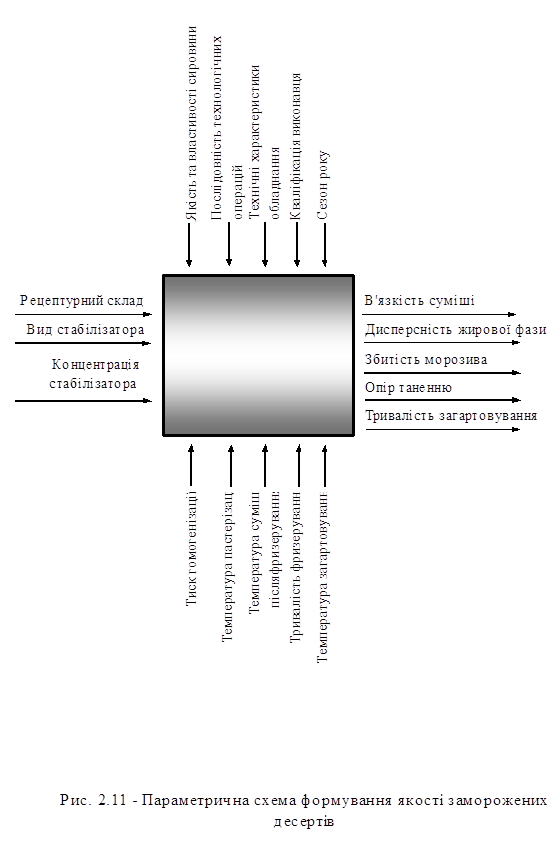
На підставі експериментальних даних було складено параметричну схему виробництва морозива (рис. 2.11). З неї можна побачити, що крім зазначених параметрів, які впливають на якість морозива до них слід віднести ще й такі, як технічні характеристики обладнання, якість та вид сировини, професіоналізм виконавця та ін.
Проведені дослідження дозволили з’ясувати та обґрунтувати деякі технологічні параметри виробництва морозива з використанням нової стабілізаційної системи. Визначені показники покладені в основу технологічної схеми виробництва та рецептурного складу морозива.
2.3.2 Розробка нормативної документації на загартоване морозиво
Проведенні дослідження дозволили розробити рецептуру та обґрунтувати деякі технологічні параметри технологічного процесу виробництва морозива.
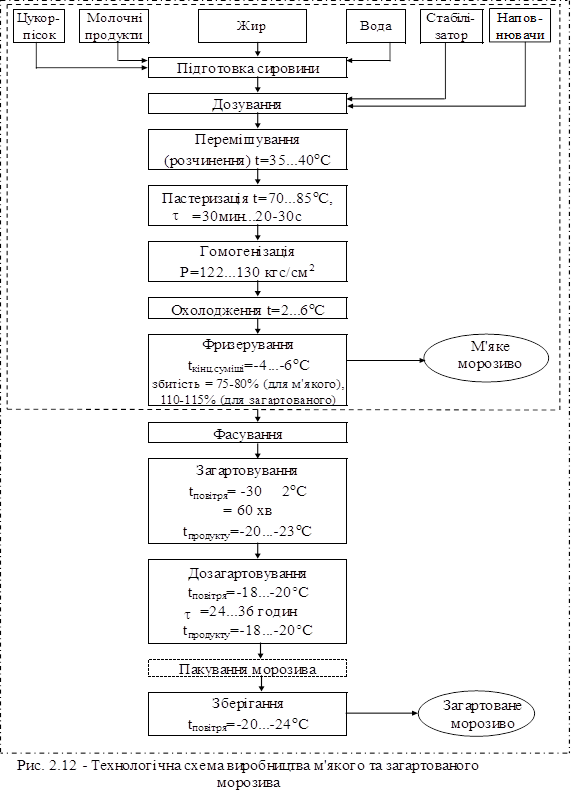
Технологічну схема виробництва м’якого та загартованого морозива з використанням стабілізаційної системи представлено на рис 2.12. З неї можна побачити, що параметри проведення обробки суміші наведено в більш вузьких межах, обґрунтування вибору яких здійснено у попередньому розділі. Розроблені рецептура загартованого морозива “Умка” та м’якого морозива “Льодовий рай” представлені у вигляді технологічних карток .
ВИСНОВКИ ПО РОЗДІЛУ
1. Проведено аналіз та сучасних тенденцій розвитку асортименту загартованого морозива та визначено технологію його виробництва. Складено загальну класифікаційну схему морозива, що виробляється в Україні;
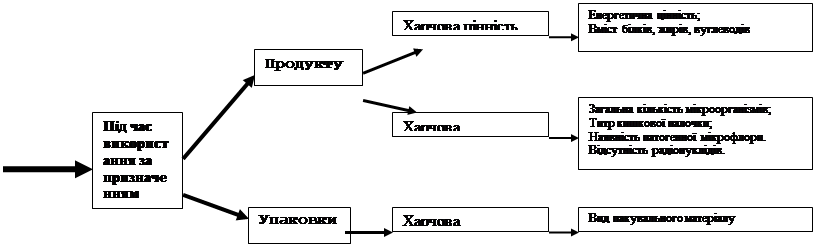
2. Проведено аналіз та встановлено харчову та біологічну цінність заморожених десертів. Визначено спрямованість продукції на споживчому ринку України;
3. Проведено аналіз рецептурного складу та технології виробництва загартованого морозива;
4. Проведено аналіз стабілізаторів у формуванні якості загартованого морозива. Визначено їхню роль у виробництві морозива;
5. Проведено огляд сучасного ринку стабілізаторів та їх використання у технологічному процесі виробництва морозива;
6. Обґрунтовано та розроблено технологічний процес виробництва загартованого морозива з використанням стабілізаційної системи;
7. Проведено обґрунтування технологічних параметрів виробництва заморожених десертів;
8. Розроблено нормативну документацію на загартоване морозиво
3. ТЕХНОЛОГІЧНЕ ПРОЕКТУВАННЯ
3.1 – ПРОДУКТОВИЙ РОЗРАХУНОК
При виконанні продуктового розрахунку керуємось наказом № 387 від 29.12.84 .
Проводимо розрахунок рецептури морозива молочного з масовою часткою жиру – 3,5 %, СЗМЗ – 10 %, цукру – 16 %
Розрахунок проводимо на 1000 кг суміші морозива. Для виробництва використовуємо молоко незбиране з масовою часткою жиру 3,2 %, СЗМЗ 8 % та в кількості 684 кг. Масло коров'яче несолоне з масовою часткою жиру 82,5 %, молоко нежирне згущене з цукром (СЗМЗ 26 %, цукор буряковий 44 %), цукор буряковий, агар 0,3 %.
1. Знаходимо кількість жиру, що вноситься з молоком 3,2 % в кількості 684 кг:
![]()
2. Визначаємо кількість внесеного жиру з маслом:
Кількість жиру на 1000 кг суміші 35 кг.
35 – 21,9 = 13,1 кг.
3. Визначаємо кількість масла:
![]()
4. Визначаємо кількість СЗМЗ, що внесемо з молоком:
![]()
5. Знаходимо кількість СЗМЗ у згущеному молоці:
Кількість СЗМЗ на 1000 кг суміші 100 кг.
100 – 54,7 = 45,3 кг.
6. Визначаємо кількість згущеного молока:
![]()
7. Знайдемо кількість цукру, що внесемо із згущеним молоком:
![]()
8. Визначимо загальну кількість цукру, що внесемо:
Кількість цукру на 1000 кг суміші 160 кг.
160 – 76,6 = 83,4 кг.
9. Кількість агару на 1000 кг суміші 3 кг.
10. Кількість доповнюємо водою, що становить 39,5 кг
Таблиця 3.1 - Рецептура молочного морозива.
| Найменування | К-ть, кг | Жир, кг | СЗМЗ, кг | Цукор, кг | Агар, кг |
| Молоко коров'яче незбиране (жир 3,2%, СЗМЗ 8%) | 684 | 21,9 | 54,7 | - | - |
| Масло коров'яче несолоне (жир 82,5%) | 15,9 | 13,1 | - | - | - |
| Молоко нежирне згущене з цукром (СЗМЗ26%, цукор буряковий 44%) | 174,2 | - | 45,3 | 76,6 | - |
| Цукор буряковий | 83,4 | - | - | 83,4 | - |
| Агар | 3 | - | - | - | 3 |
| Вода питна | 39,5 | - | - | - | - |
| Всього: | 1000 | 35 | 100 | 160 | 3 |
Проводимо розрахунок рецептури морозива вершкового з масовою часткою жиру – 10 %, СЗМЗ – 10 %, цукру – 16 %.
Розрахунок проводимо на 1000 кг суміші морозива. Для виробництва використовуємо молоко незбиране з масовою часткою жиру 3,2 %, СЗМЗ 8 % та в кількості 25 кг. Вершки з коров'ячого молока (жир 40 %, СЗМЗ 4,8 %), молоко нежирне згущене з цукром (СЗМЗ 26 %, цукор буряковий 44 %), цукор буряковий, агар 0,3 %.
1. Знаходимо кількість жиру, що вноситься з молоком 3,2 % в кількості 25 кг:
![]()
2. Визначаємо кількість внесеного жиру з вершками:
Кількість жиру на 1000 кг суміші 100 кг.
100 – 0,8 = 99,2 кг.
3. Визначаємо кількість вершків:
![]()
4. Визначаємо кількість СЗМЗ, що внесемо з молоком:
![]()
5. Визначаємо кількість СЗМЗ, що внесемо з вершками:
![]()
6. Знаходимо кількість СЗМЗ у згущеному молоці:
Кількість СЗМЗ на 1000 кг суміші 100 кг.
100 – 2 – 11,9 = 86,1 кг.
7. Визначаємо кількість згущеного молока:
![]()
8. Знайдемо кількість цукру, що внесемо із згущеним молоком:
![]()
9. Визначимо загальну кількість цукру, що внесемо:
Кількість цукру на 1000 кг суміші 160 кг.
160 – 145,7 = 14,3 кг.
10. Кількість агару на 1000 кг суміші 3 кг.
11. Кількість доповнюємо водою, що становить 378,5 кг.
Таблиця 3.2 – Рецептура вершкового морозива.
| Найменування | Кількість, кг | Жир, кг | СЗМЗ, кг | Цукор, кг | Агар, кг |
| Молоко коров'яче незбиране (жир 3,2 %, СЗМЗ 8 %) | 25 | 0,8 | 2 | - | - |
| Вершки з коров'ячого молока (жир 40%, СЗМЗ 4,8 %) | 248 | 99,2 | 11,9 | - | - |
| Молоко нежирне згущене з цукром (СЗМЗ 26 %, цукор буряковий 44 %) | 331,2 | - | 86,1 | 145,7 | - |
| Цукор буряковий | 14,3 | - | - | 14,3 | - |
| Агар | 3 | - | - | - | 3 |
| Вода питна | 378,5 | - | - | - | - |
| Всього: | 1000 | 100 | 100 | 160 | 3 |
Проводимо розрахунок рецептури морозива «Умка» з масовою часткою жиру – 10 %, СЗМЗ – 11,2 %, цукру – 14,5 %.
Розрахунок проводимо на 1000 кг суміші морозива. Для виробництва використовуємо молоко сухе коров’яче незбиране з масовою часткою жиру 21 %, вологи 4 % та в кількості 82 кг, масло селянське (жир 72,5 %), молоко сухе коров’яче знежирене з масовою часткою вологи 5 %, олія рослинна в кількості 25 кг, емульгатор-стабілізатор 0,5 %, вершки-ваніль 0,6 %.
1. Визначаємо кількість жиру, що внесемо з молоком:
![]()
2. Визначаємо кількість жиру, що внесемо з рослинною олією:
![]()
3. Знаходимо кількість жиру внесеного з маслом:
Кількість жиру на 1000 кг суміші 100 кг.
100 – 25 – 17 = 58 кг
4. Визначимо кількість масла:
![]()
5. Визначаємо кількість СЗМЗ, що внесемо з молоком сухим коров’ячим незбираним 21 % в кількості 82 кг і вологою 4 %:
82 – 4 – 17 = 61 кг
6. Знаходимо кількість СЗМЗ, що вносимо з маслом :
![]()
7. Визначаємо кількість СЗМЗ що внесемо з молоком сухим коров’ячим знежиреним:
112 – 61 – 2 = 49 кг
8. Визначимо кількість сухого знежиреного молока:
100 – 5 = 95 %
![]()
9. Визначимо загальну кількість цукру, що внесемо:
Кількість цукру на 1000 кг суміші 145 кг.
10. Кількість емульгатора-стабілізатора на 1000 кг суміші 5 кг.
11. Кількість вершки-ваніль на 1000 кг суміші 6 кг.
12. Кількість доповнюємо водою, що становить 605 кг
Таблиця 3.3 – Рецептура морозива «Умка»
| Найменування | Кількість, кг | Жир, кг | СЗМЗ, кг | Цукор, кг | Емульгатор-стабілізатор, кг | Вершки-ваніль, кг |
| Молоко сухе коров’яче незбиране ( жир 21 %, волога 4 % ) | 82 | 17 | 61 | - | - | - |
| Молоко сухе коров’яче знежирене (волога 5 % ) | 52 | 49 | - | - | - | |
| Масло селянське (жир 72,5 %, СЗМЗ 2,5 % ) | 80 | 58 | 2 | - | - | - |
| Олія рослинна (жир 99,9 % ) | 25 | 25 | - | - | - | - |
| Цукор-пісок | 145 | - | - | 145 | - | - |
| Емульгатор-стабілізатор | 5 | - | - | - | 5 | - |
| Вершки-ваніль | 6 | - | - | - | - | 6 |
| Вода питна | 605 | - | - | - | - | - |
| Всього: | 1000 | 100 | 112 | 145 | 5 | 6 |
3.2 – РОЗРАХУНОК І ПІДБІР ТЕХНОЛОГІЧНОГО ОБЛАДНАННЯ
Для нового цеху встановлюємо потужне обладнання згідно технологічної лінії.
Для приймання молока встановлено два відцентрових насоси марки 1Г2-ОПД потужністю 25 т/год і ваги марки ВСЭ-600М в кількості 2 шт. Також встановлено дві ванни до вагів. Необхідну кількість молока при такому обладнанні можна прийняти за 2,5 – 3 год.
Для охолодження молока використовують два охолоджувачі марки ОГІ-010 в кількості 2 шт., і два насоси до них марки Г2 – ОПД. Тривалість охолодження становитиме близько 3,5 год.
Для резервування молока встановлено 2 резервуари Г6ОМГ-25, місткістю 25 т кожен. Біля кожного резервуару насос марки Г2 – ОПД.
Для підігрівання молока використовується трубчатий підігрівач марки ПТУ-10 в кількості 1 шт.
Для змішування компонентів суміші на морозиво використовуємо ванну Д7-ОСА-0,30. Для фільтрації використовуємо фільтр А1-ОШФ.
Для пастеризації встановлюємо пастеризаційно-охолоджувальну установку ОПЛ-10.
Суміш гомогенізуємо на гомогенізаторі А1-ОГМ-1.
Визріває суміш в резервуарі В2-ОМВ-1.
Для заморожування суміші до температури -4…-6 °С встановлюємо фризер марки Б6-ОФШ.
Фасування проводимо на фасувальному автоматі марки М3-ОЛВ.
Зведена таблиця необхідного обладнання представлена в таблиці 3.4.
Таблиця 3.4. – Обладнання для виробництва морозива
| Найменування | Марка | Потужність (місткість) | Кількість | |||
| 1 | 2 | 3 | 4 | |||
| Насос відцентровий | 1Г2 – ОПД | 25 т/год | 5 | |||
| Ваги | ВСЭ-600М | 600 кг | 2 | |||
| Ванна | - | - | 2 | |||
| Охолоджувач | ОГІ-10 | 10 т/год | 2 | |||
| Резервуар | Г6ОМГ-25 | 25 т | 2 | |||
| Резервуар | В2-ОМВ-1 | 6,3 т | 1 | |||
| Насос відцентровий | Г2 – ОПД | 10 т/год | 3 | |||
| Підігрівач | ПТУ-10 | 10 т/год | 1 | |||
| Пастеризаційно – охолоджувальна установка | ОПУ-10 | 10 т/год | 1 | |||
| Гомогенізатор | А1-ОГМ-1 | 10 т/год | 1 | |||
| Фільтр | 1 | |||||
| Фризер | Б6-ОФШ | 1 | ||||
| Фасувальний автомат | М3-ОЛВ 6-ОФ | 1 | ||||
3.3 – РОЗРАХУНОК ПЛОЩ ПРИМІЩЕНЬ
Відповідно до діючого будівельними нормами і правилами площі виробничих будинків поділяють на наступні основні категорії:
- робочу площу (приміщення основного виробничого призначення) – цехи, лабораторії, термостатні камери, камери для охолодження, різні камери і конторські приміщення, що знаходяться у виробничих цехах;
- підсобні і складські приміщення – бойлерна, вентиляційна, трансформаторна, компресорна, приміщення технічного призначення, ремонтно-механічні майстерні, тарні майстерні, камери збереження готової продукції, експедиції, склади припасів, тари та інше;
- допоміжні приміщення – побутові, площі заводоуправління, конструкторські бюро, приміщення громадських організацій, культурного обслуговування та інше.
Площу цеху визначають за формулою:
F=А×f (3.1)
де: А – потужність цеху, т/зм;
f – питома норма площі, м2/т
F=2×150=300 м2
Розрахунок термостатних та холодильних камер за формулою:
F= k × (G/g) (3.2)
де: k – коефіцієнт запасу площ (k=2);
G – кількість продукту, т;
g – норма навантаження продукту, т/м2.
F=2× (3000/346)=17,3м2 – кожна з камер
Розрахунок відділення приймання сировини
Сумарна площа обладнання:
FM=48 м2
Коефіцієнт використання площі k=0,6.
Площу відділення розрахуємо за формулою:
FВ= k×å F (3.3)
де: k - коефіцієнт використання площі;
å F – сумарна площа обладнання, м2.
FВ= 0,6×48=28,8 м2
Розрахунок мийного відділення за нормативом
За нормативом розрахунків приймаємо норму площі (м2) на навантаження (кг) 2 м2/Т та 50 м2/Т
Сумарна площа обладнання:
FM= 181,16 м2
Коефіцієнт використання площі k=0,7.
Площа відділення:
FВ= 181,16×0,7=126,81 м2
Розрахунок тарного складу за нормативами
За нормативом розрахунків приймаємо норму площі (м2) на навантаження (кг) 6 м2/Т та 120м2
Розрахунок камери зберігання
Площу камери зберігання розраховують за формулою:
F=G×C/m×k (3.4)
де: G – кількість продукції, яка підлягає зберіганню, кг;
C – термін зберігання, діб;
m - укладальна маса продукту на 1м2 площі, кг;
к – коефіцієнт використання площі.
F=0,75×4200/(150×5)=4,2м2
В нашому випадку розраховуємо так:
F=с×G/g (3.5)
F=0,75×4200/346=9,1м2
Розрахунок відділення теплової та механічної обробки:
Сумарна площа обладнання:
FБУД.= 82,7м2
Коефіцієнт використання площі k=0,7.
Площа відділення:
FВ=0,7×82,7=57,89м2
3.4 РОЗРАХУНОК ТЕХНІЧНИХ ТА ДОПОМІЖНИХ ПРИМІЩЕНЬ
Площі технічних та допоміжних приміщень прийняті за даними [30, 31].
Розрахунок приміщення водопідготовки та майстерня
1. Зберігання витратних матеріалів для підготовки води до виробництва:
- сіль куховарська;
- обладнання технологічне для водопідготовки.
2. Підготовка води:
- видалення механічних домішок методом фільтрації через фільтр;
- пом’якшення;
- видалення залишкового хлору і органічних сполук.
Приймаємо фільтр (500х500).
Для зберігання очисних матеріалів (сіль – 100 кг, вугіль фільтруючий – 100 кг, смола катіон обмінна – 20 кг) встановлюємо підтоварник.
Для виконання інструментальних робіт встановлюємо два столи-верстаки (1000х800). Для зберігання інструменту приймаємо підвісний настінний стелаж (1000х500).
Розрахунок площі приміщення зведено до таблицю 3.5
Таблиця 3.5 – Обладнання прийняте до встановлення
| Обладнання | Кількість | Площа, що ним займається |
| Фільтр | 1 | 0.25 |
| Підтоварник | 1 | 1,2 |
| Стіл-верстак | 2 | 1,6 |
| Стелаж | 1 | 0,5 |
| Разом: | 3.55 |
Площу приміщення водопідготовки та майстерні приймаємо 9 м2.
Машинне відділення для охолоджувальних камер
Агрегати встановлюватимуться на дах охолоджувальних приміщень.
3.5 – Проектування адміністративно-побутових приміщень
Площі технічних та допоміжних приміщень прийняті за даними [30, 31].
Розрахунок приміщень адміністрації
Кабінет директора приймаємо рівним 5м2. У цьому приміщенні встановлюємо стіл канцелярський (1000х600).
Контору приймаємо рівною 7м2. В цьому приміщенні встановлюємо два столи канцелярські (1000х600).
Розрахунок операторської
Приміщення приймаємо рівним 6 м2.
До встановлення приймаємо два столи канцелярські (1000х600).
Розрахунок роздягалень для персоналу
Проектуємо окремо чоловічу і жіночу роздягальні по 13,5м2. В кожній роздягальні є одна душова сітка. Для переодягнення персоналу встановлено шафи (500х330) та лавки шириною 250 мм.
Розрахунок санвузлу для персоналу
Для чоловіків і жінок окремі санвузли
Кожен з них оснащений одним рукомийником та одним унітазом.
Розрахунок манікюрної
Розмір манікюрної приймаємо 6м2.
До встановлення приймаємо стіл канцелярський (1000х600), рукомийник, шафу для документації.
Розрахунок приміщення прийому їжі персоналом
Розмір цього приміщення приймаємо 6м2. До встановлення приймаємо два столи (1000х600).
Розрахунок приміщення охорони
Це приміщення розташовується біля входу для персоналу, поруч з кабінетом директора та конторою.
Площа приміщення 2 м2.
Дані розрахунків площ занесені в таблицю 3.5.
Таблиця 3.5 – Дані розрахунків площ
| Найменування площ | Площа, м2 | |
| Розрахункова | Буд. кв. | |
| Відділення приймання сировини Мийне відділення Дієт відділення Тарний склад Камера зберігання Відділ теплової і механічної обробки Відділення фасування | 124,9 50 126,81 120 121,9 57,89 53,62 | 3,5 1 3,5 3 3 2 1,5 |
ВИСНОВКИ ПО РОЗДІЛУ
1. Проведено продуктовий розрахунок витрат сировини на виробництво загартованого морозива. Кількість молока, що використовується склала 709 кг;
2. Розраховано і підібрано механічне та електричне технологічне обладнання для виробництва 3 тон морозива;
3. Розраховано необхідні площі виробничих, складських та допоміжних приміщень: цех для виробництва морозива, термостатні та холодильні камери, приймальне відділення сировини, камери зберігання, приміщення адміністрації, операторської, охорони, що склала – 300 м2
Похожие работы


... інат № 2”. Дослідження якості морозива проводилися в лабораторії холодокомбінату ” та в лабораторії Київського торговельно-економічного університету кафедри товарознавства та експертизи продовольчих товарів. Об’єктами дослідження було морозиво: „Хрещатик” (ванільне), “Каштан” (пломбір), „Вершкове”, „Кияночка” (горіхове вершкове), „Плодово-ягідне” ВАТ „Київський холодокомбінат №2” та морозиво „ ...
0 комментариев