МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
«Гомельский государственный университет имени Франциска Скорины»
Математический факультет
Кафедра дифференциальных уравнений
Курсовая работа
"Краевые задачи для алгоритмов приближённого построения заданного режима термообработки проволок на встречных курсах"
Гомель 2003
 Реферат
Реферат
Курсовая работа 24 страницы, 1 рисунок, 6 источников.
Ключевые слова: термообработка проволок, законы распределения температур проволок, муфельный термоаппарат.
Цель курсовой работы: разработка алгоритма расчёта параметров термопроцесса на встречных курсах с заданным режимом термообработки.
Объект исследования: режим термообработки проволок на встречных курсах.
Предмет исследования: разработка алгоритма расчёта параметров термопроцесса на встречных курсах с заданным режимом термообработки
Задача: создание алгоритма.
Вывод: доказана осуществимость форсированного режима термообработки с платообразным нагревом и произвольным монотонным режимом охлаждения.
Предложения: методика расчёта изученных режимов может быть использована для практической цели.
Экономическая эффективность: возможное улучшение технико-экономических показателей соответствующих технических процессов
Содержание
Введение----------------------------------------------------------------------------------------- 4
1. Физические и математические модели изучаемых термопроцессов и методика их исследования----------------------------------------------------------------------------------- 8
2. Простой отжиг проволок на встречных курсах в муфельном термоаппарате 14
3. Сложный отжиг проволок на встречных курсах в муфельном термоаппарате 18
4. Пример термообработки проволок на встречных курсах------------------ 25
Заключение----------------------------------------------------------------------------------- 27
Список источников------------------------------------------------------------------------- 28
Введение
При производстве нитевидных материалов ответственного назначения широко используется их непрерывная термообработка, обычно сопровождаемая операциями такими как травление, промывка, шлифовка, нанесение покрытий и т.п. Этот комплекс операций обработки осуществляется при равномерной перемотке множества нитей-проволок и их последовательном прохождении через термоаппарат и последующий ряд устройств соответствующей финальной обработки. Непрерывность процесса обеспечивается своевременным наращиванием нитей с резервных исходных катушек, по мере их исчерпания их запаса на данных, и периодическим съёмом мотков с финальных моталок, по мере накопления на них определенного количества продукта. Общая длина ветвей проволок, стягивающих исходные катушки с финальными моталками может измеряться многими десятками метров, а количество параллельно обрабатываемых проволок может исчисляться многими десятками единиц Постоянство формы проволок по траектории их движения через весь агрегат поддерживается торможением сбегающих с исходных катушек ветвей обрабатываемых проволок, а скорость их движения задаётся скоростью их смотки моталками.
В изделиях из термообработанных нитевидных материалов одновременно реализуются два известных эффекта повышения уровня использования полезных свойств материалов: масштабный эффект, обусловленный малыми размерами сечений нитей, и теплофизический эффект, достигаемый операцией термообработки. Улучшаемыми термообработкой свойствами материалов могут быть прочность, пластичность, упругость, твёрдость, износостойкость, циклическая прочность, коррозийная стойкость, светопроводимость, электропроводность. Улучшение комплекса таких свойств обрабатываемого материала достигается в результате определённых изменений его структурно-фазового строения при помощи нагрева и охлаждения. Характер и кинетика каждого из параллельных или последовательных термопревращений данного материала подчиняется законам теплофизики и теплохимии этого материала и характеризуется своими кинетическими постоянными. [2]
Для равновесных термопревращений материала основным параметром, управляющим характером и кинетикой его трансформаций, принято считать удельную внутренюю энергию данного материала, включающую его удельную тепловую энергию и определяемую с точностью до постоянной. Каждое изменение внутреннего строения материала происходит при определённом уровне его внутренней энергии и сопровождается тепловым эффектом с выделением или поглощением определённого количества тепла. Эти количества в сравнении с общими количествами тепла, поглощаемого материалом при нагреве и охлаждении являются небольшими. При охлаждении до своей начальной температуры, материал обычно отдаёт тепла почти столько, сколько он его поглощает. [3]
Промышленное применение получают только такие виды непрерывной термообработки, эффект которых проявляется в достаточно значительном улучшении комплекса определённых полезных свойств продукта и длительность цикла термообработки которых оказывается достаточно малой. Поэтому обсуждаемые термопроцессы можно считать интенсивными, их режимы – форсированными, а структурные состояния обрабатываемых и обработанных материалов – неравновесными или метастабильными.
При интенсивных процессах термообработки существенно зависящими от скорости изменения температуры становятся многие параметры состояния и эволюции материала, включая пороговые температуры, периоды инкубационных состояний, кинетические постоянные термопревращений, их характер, спектр, последовательность и т.п. Пороговые температуры большинства термопревращений твёрдого вещества с увеличением скорости его нагрева возрастают, а с увеличением скорости его охлаждения, наоборот – снижается.
Нагревательными устройствами проволочных термоаппаратов преимущественно служат многоканальные муфельные печи с внешним пламенным или электрическим обогревом муфелей. Средой нагрева служит либо воздух, либо специальный газ, непрерывно подаваемый в каналы муфеля. Режим нагрева проволок контролируется по значениям температуры муфеля в его отдельных точках, а управление этим режимом осуществляется регулированием плотности теплового потока внешнего источника тепла.
Основные качественные отличия различных видов термообработки разных материалов проявляется в соответствующих им режимах охлаждения. При таких видах термообработки, как нормализация, отпуск вполне допустимыми оказываются режимы естественного охлаждения нагретых проволок на воздухе. В этом случае термоаппарат включает только нагревательную печь, а роль охлаждающего устройства выполняет атмосфера и элементы агрегата, с которыми взаимодействуют перематываемые проволоки после прохождения их через печь.
При видах термообработки, именуемых закалкой, применяются ускоренные режимы охлаждения. В этом случае термоаппарат исполняется со специальным охлаждающим устройством, которое призвано обеспечить непрерывный стационарный отвод тепла от множества движущихся проволок в соответствии с закономерностями искомых термопревращений данного охлаждаемого материала. На практике такой ускоренный режим охлаждения достигается в жидких средах, в качестве которых используется вода, растворы солей, щелочей, жидкие углеводороды, эмульсии, расплавы солей и металлов. Состав закалочных жидкостей подбирается экспериментально и адресно для каждого материала и вида его термообработки. Управление режимом охлаждения проволок сводится к поддержанию определенной температуры охлаждающей жидкости и к ее перемешиванию. [4]
Систему, включающую термоаппарат, заполняющую его рабочее пространство рабочую среду и поток обрабатываемых проволок можно отнести к известному классу неравновесных термодинамических систем с непрерывным обменом энергии и массы. Подобной системе даже при строго постоянных однородных граничных условиях, принуждающих ее к осуществлению переносов энергии и массы при определенном прессинге этих граничных условий в подвижных средах могут самопроизвольно возбуждаться волновые явления, возникать динамические структурные образования типа ячеек Бернара, происходить иные аномальные события, скажем, типа торнадо, существенно изменяющие поля температур и скоростей подвижной среды.
1. Физические и математические модели изучаемых термопроцессов и методика их исследования
Основным, базовым термоаппаратом принимаем традиционную многоканальную муфельную печь с газовой средой нагрева и с равномерным внешним обогревом муфеля. Пусть 2L – его длина, Н – среднее межосевое расстояние проволок, r – их радиус, О – центральная точка некоторого канала, Ох – его ось, х![]() [-l; l] – зона обогрева муфеля внешним источником тепла, х
[-l; l] – зона обогрева муфеля внешним источником тепла, х![]() [-L; L] – рабочая зона термоаппарата, l< L,
[-L; L] – рабочая зона термоаппарата, l< L, ![]() – модуль скорости проволок,
– модуль скорости проволок, ![]() =2L/v – длительность их прохождения через термоаппарат,
=2L/v – длительность их прохождения через термоаппарат, ![]() – средний уровень кинематических возмущений длительности
– средний уровень кинематических возмущений длительности ![]() .
.
Сдвигом шкалы температур начальную температуру проволок примем за нуль и пусть [о, T*] – интервал температур рассматриваемой термообработки, ![]() – средний уровень возмущений начальной температуры проволок.
– средний уровень возмущений начальной температуры проволок.
Простым отжигом проволок назовём физически упрощённую модель обсуждаемых термопроцессов, основанную на следующих гипотезах:
1. Искомый эффект этой термообработки достигается нагревом проволок до данной максимальной температуры ![]() , а качество термообработки определяется уровнем возмущений
, а качество термообработки определяется уровнем возмущений ![]() температуры
температуры ![]() , ограниченных определённой предельной величиной [
, ограниченных определённой предельной величиной [![]() ].
].
2. В интервале температур термообработки материал проволок сохраняет неизменными свои плотность ![]() и удельную теплоёмкость
и удельную теплоёмкость ![]() .
.
3. Теплоизоляция термоаппарата, столь совершенна, что всё тепло, поступающее из внешних источников, поглощается обрабатываемыми проволоками.
4. Тепловая инерция муфеля намного превосходит тепловую инерцию содержащихся в нём проволок.
5. Тепловые потоки между проволоками и муфелем нормальны к его оси Ох и подчиняется закону теплопроводности Фурье, т.е. пропорциональны соответствующим разностям температур.
6. Плотность теплового потока от внешнего источника тепла ![]() постоянна по длине и ширине муфеля.
постоянна по длине и ширине муфеля.
Математической моделью данного вида термообработки служат уравнения теплового баланса на участке рабочей зоны [x, x+∆x] за интервал времени ∆t при стационарном термопроцессе.
Пусть ТА =ТА(х), TB=TB(x), TC=TC(x) – стационарные распределения температур проволок и муфеля в рабочей зоне х![]() [-L; L]
[-L; L]
![]() (1.1)
(1.1)
— их приращения на участке рабочей зоны [х; х+∆x],
![]() (1.2)
(1.2)
— количества массы этих проволок, проходящих за время ∆t через данный участок канала,
 (1.3)
(1.3)
 (1.4)
(1.4)
– количества тепловой энергии, поглощаемой здесь за это время проволоками А и В,
![]() (1.5)
(1.5)
– среднее количество тепла, поглощаемой одной проволокой на участке рабочей зоны [х; х+∆х] за время ∆t.
При равномерном обогреве муфеля за время ∆t на данном участке канала в расчёте на одну проволоку поступит количества тепла
![]() (1.6)
(1.6)
Из (1.5) и (1.6) находим, что при муфельном нагреве
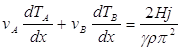 (1.7)
(1.7)
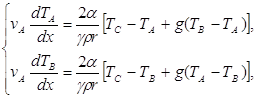
В то же время, скорости изменения температур проволок равны
![]() (1.8)
(1.8)
а скорость изменения их средней температуры ровна
![]() (1.9)
(1.9)
следовательно,
![]() (1.10)
(1.10)
![]() (1.11)
(1.11)
при чём i=const, если i=const.
Согласно гипотезе 4°, при стационарном муфельном нагреве проволок количество тепла поглощаемого проволоками А и В за время ∆t на участке рабочей зоны [х; х+∆х], пропорциональны этому времени, боковой поверхности проволок и соответствующим разностям температур:
![]() (1.12)
(1.12)
![]() (1.13)
(1.13)
где ![]() >0 и
>0 и ![]() 0 – условные коэффициенты теплообмена каждой из проволок, соответственно, с муфелем и с соседней проволокой.
0 – условные коэффициенты теплообмена каждой из проволок, соответственно, с муфелем и с соседней проволокой.
При раздельном движении проволок А и В в соседних каналах теплообмен между ними возможен только косвенный, через тело муфеля, чему соответствуют значения![]() >0 и
>0 и ![]() = 0. Если же эти проволоки движутся в общем канале, то их косвенный теплообмен будет дополнятся прямым теплообменом, интенсивность которого характеризуется коэффициентом
= 0. Если же эти проволоки движутся в общем канале, то их косвенный теплообмен будет дополнятся прямым теплообменом, интенсивность которого характеризуется коэффициентом ![]() > 0 и пусть
> 0 и пусть
![]() (1.14)
(1.14)
– параметр, определяющий соотношение интенсивностей прямого и косвенного теплообмена проволок для условий данного термопроцесса.
Интенсивность прямого теплообмена проволок можно регулировать различными известными способами, в частности, изменением расстояния между ними. Возможный диапазон такого регулирования, согласно нашим расчётам можно оценить значением g![]() [0; l]. В данном исследовании для соответствующих ориентировочных расчётов будет приниматься значение g=0,5.
[0; l]. В данном исследовании для соответствующих ориентировочных расчётов будет приниматься значение g=0,5.
Исходный процесс термообработки проволок на параллельных курсах с нагревом в газовой среде считаем определённым с полнотой, достаточной для вычисления соответствующего значения коэффициента ![]() . Пусть
. Пусть ![]() – аналогичный коэффициент для иного варианта процесса той же термообработки тех же проволок с той скоростью,
– аналогичный коэффициент для иного варианта процесса той же термообработки тех же проволок с той скоростью,
![]() (1.15)
(1.15)
– его относительная величина. Значением ![]() будут моделироваться такие же условия теплообмена проволок и муфеля, которые имеют место при исходном термопроцессе. При заполнении каналов муфеля жидкой рабочей средой интенсивность теплообмена проволок увеличивается, по крайней мере, на порядок. В ориентировочных расчётах такой вариант термопроцесса будем моделировать значением f=10.
будут моделироваться такие же условия теплообмена проволок и муфеля, которые имеют место при исходном термопроцессе. При заполнении каналов муфеля жидкой рабочей средой интенсивность теплообмена проволок увеличивается, по крайней мере, на порядок. В ориентировочных расчётах такой вариант термопроцесса будем моделировать значением f=10.
И так, в данном исследовании качественные оценки основных показателей различных вариантов обсуждаемых термопроцессов будем моделировать при следующих значениях параметров:
_
![]() (1.16)
(1.16)
![]() (1.17)
(1.17)
Уравнения баланса тепла для рассматриваемых элементов проволок А и В можно получить попарно приравнивая величины (1.3), (1.12) и (1.4), (1.13).
 (1.18)
(1.18)
Условия данной термообработки проволок на параллельных курсах выражаются соотношениями:
![]() , (1.19)
, (1.19)
![]() (1.20)
(1.20)
а на встречных курсах – соотношениями
![]() (1.21)
(1.21)
![]() (1.22)
(1.22)
Кроме того, общим является условие, что
![]() (1.23)
(1.23)
Таким образом, для нахождения трёх неизвестных функций ТА =ТА(х), TB=TB(x), TC=TC(x) получена система трех уравнений (1.10), (1.18), решения которых, удовлетворяющие соответствующей комбинации условий (1.19) – (1.23), позволяют единообразно описать и оценить показатели кинетики различных вариантов простого отжига, используя в качестве базовых данных известные параметры некоторого исходного процесса данной термообработки. Сравнение показателей кинетики двух вариантов данной термообработки, отличающихся только направленностью движения соседних проволок А и В, позволяет выявить неизвестные особенности режимов термообработки проволок на встречных курсах.
2. Простой отжиг проволок на встречных курсах в муфельном термоаппаратеЭтот процесс описывается зависимостями (1.10), (1.11), (1.18), (1.21) – (1.23). Условия его осуществления сохраняем идентичными условиям процесса термообработки проволок на параллельных курсах.
В этом случае в рабочей зоне x![]() [-L; L] распределения температур ТА =ТА(х), TB=TB(x), TC=TC(x) проволок А, В и муфеля С удовлетворяют соответствующим условиям симметрии:
[-L; L] распределения температур ТА =ТА(х), TB=TB(x), TC=TC(x) проволок А, В и муфеля С удовлетворяют соответствующим условиям симметрии:
![]() (2.1)
(2.1)
Эти условия являются необходимыми условиями обеспечения одинаковых режимов термообработки для всех проволок, независимо от направления их движения и названные зависимости удовлетворяют этим условиям. Проволоки А и В с начальной температурой, условно принятой равной нулю, вступают в рабочую зону с противоположных сторон:
![]() (2.2)
(2.2)
Исходя из физического смысла задачи, можно предположить, что свою заданную температуру ![]() они достигают в обогреваемой зоне муфеля
они достигают в обогреваемой зоне муфеля ![]() в некоторых точках x = ±h:
в некоторых точках x = ±h:
![]() (2.3)
(2.3)
Пусть
 (2.4)
(2.4)
Итак, каждая из проволок, вступая в термоаппарат с нулевой температурой, его покидает с температурой Т4. Следовательно, удельное количество тепла, поглощаемого проволокой в термоаппарате – удельная энергоёмкость данного процесса равна
![]() , (2.5)
, (2.5)
а показатель относительной энергоёмкости
![]() (2.6)
(2.6)
равен
 (2.7)
(2.7)
Необходимая для этого энергия поступает из внешнего источника, действующего в зоне ![]() , и следовательно,
, и следовательно,
![]() (2.8)
(2.8)
В этой зоне средняя скорость нагрева проволок
![]() (2.9)
(2.9)
а плотность внешнего теплового потока здесь постоянна и, согласно (1.11) ровна
![]() (2.10)
(2.10)
В периферийных необогреваемых зонах муфеля ![]() j=0 и i=0.
j=0 и i=0.
При названных условиях и соглашениях систему (1.10), (1.18) преобразуем к виду:
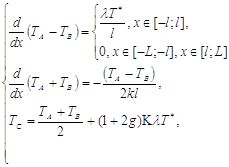 (2.11)
(2.11)
где
![]() (2.12)
(2.12)
Если
К<0,5 , (2.13)
то решение системы (2.12), удовлетворяющее всей совокупности названных условий и ограничений, можно выразить следующими зависимостями:
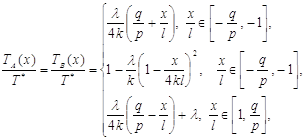 (2.14)
(2.14)
 (2.15)
(2.15)
При этом
![]() (2.16)
(2.16)
В зоне обогрева ![]() графиками температур ТА =ТА(х), TB=TB(x), TC=TC(x) и средней температуры проволок
графиками температур ТА =ТА(х), TB=TB(x), TC=TC(x) и средней температуры проволок
 (2.17)
(2.17)
являются одинаковые, обращённые выпуклостью вверх параболы с вершинами, соответственно ![]() где
где
![]() (2.18)
(2.18)
![]() (2.19)
(2.19)
![]() . (2.20)
. (2.20)
Рассмотрим отжиг проволок на встречных курсах и рассмотрим уравнения баланса тепла:
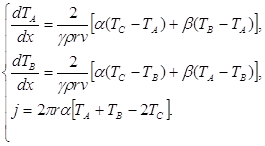 (3.1)
(3.1)
Условимся что
![]() (3.2)
(3.2)
Согласно § 2 температура проволок А и В, при постоянной плотности потока ![]() , нарастает по параболическому закону на отрезке [-h, h]. На этом отрезке проволока А достигает своей максимальной температуры (см. рис.)
, нарастает по параболическому закону на отрезке [-h, h]. На этом отрезке проволока А достигает своей максимальной температуры (см. рис.)
![]()
![]()
![]()
![]()
![]()
![]() Y
Y
![]()
![]()
![]()
![]()

 Т* A const
Т* A const
![]() T*
T*
![]()
 F(t)
F(t)
 B\
B\
X
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис. 1
Постановка задачи. Пологая, что допустим любой форсированный режим нагрева с условием изотермичности в окрестности максимальной температуры и что задан строго определённый режим охлаждения в ограниченном интервале температур, разработать алгоритм расчета параметров нагрева проволок при их движении встречными потоками.
Пусть TA(x), TB(x), TС(x) – распределение температур проволок A и B, движущихся навстречу друг другу, и муфеля С. Весь путь термообработки проволок A и B разбит на интервалы: [-h, h], [h,![]() ], [
], [![]() . Известно, что на интервале [-h, h] при постоянной плотности потока j0 проволоки нагреваются по параболическому закону, на интервале [h,
. Известно, что на интервале [-h, h] при постоянной плотности потока j0 проволоки нагреваются по параболическому закону, на интервале [h,![]() ] проволока A достигает максимальной температуры T* и сохраняет ее на всем интервале. На интервале [
] проволока A достигает максимальной температуры T* и сохраняет ее на всем интервале. На интервале [![]() закон распределения температуры проволоки A: TA(x)=F(t)=F(
закон распределения температуры проволоки A: TA(x)=F(t)=F(![]() ). Требуется определить законы распределения температур проволоки B, муфеля С и плотности потока j на интервалах [h,
). Требуется определить законы распределения температур проволоки B, муфеля С и плотности потока j на интервалах [h,![]() ], [
], [![]() . При этом процесс считаем симметричным.
. При этом процесс считаем симметричным.
Так как на [h,![]() ] проволока A достигает максимальной температуры Т* то из (3.1) находим закон распределения температуры проволоки В
] проволока A достигает максимальной температуры Т* то из (3.1) находим закон распределения температуры проволоки В
![]()
![]()
![]()
 (3.3)
(3.3)
 (3.4)
(3.4)
Учитывая, что TA=T*, получаем дифференциальное уравнение, решая которое закон находим изменения температуры проволоки В.
![]() (3.5)
(3.5)![]()
Здесь нам надо определить С=соnst. Для этого отрезок [A, B] обозначим через ![]() . Тогда получаем точку
. Тогда получаем точку ![]() и откуда находим начальное условие для проволоки В:
и откуда находим начальное условие для проволоки В:
![]() (3.6)
(3.6)
тогда
![]() (3.7)
(3.7)
следовательно
![]() (3.8)
(3.8)
Из этой же системы находим закон распределения температуры муфеля:
![]() (3.9)
(3.9)
откуда получим
![]() (3.10)
(3.10)
Находим плотность потока j(x) из системы (3.1) учитывая ТА=Т*, (3.8), (3.10).
![]()
![]() (3.11)
(3.11)
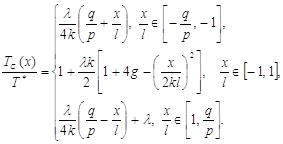
Пусть теперь на ![]() известен закон распределения температуры проволоки А (см. рис1):
известен закон распределения температуры проволоки А (см. рис1):
![]() (3.12)
(3.12)
И пусть для проволоки В известно начальное условие:
![]() (3.13)
(3.13)
Тогда согласно этому закону и начальному условию находим законы распределения температур проволоки В, муфеля и плотности j.
Учитывая уравнение (3.4) находим ТB(х)
 (3.14)
(3.14)
(3.14) является линейным неоднородным уравнением вида [4]
![]() (3.15)
(3.15)
Его решением является
 (3.16)
(3.16)
Откуда находим
 . (3.17)
. (3.17)
Учитывая начальное условие (3.13) находим С=const
 (3.18)
(3.18)
Подставляя С в (3.17) находим закон распределения температуры проволоки B:
Из (3.9) определим закон распределения температуры муфеля
 (3.20)
(3.20)
Плотность теплового потока j находим из третьего уравнения системы (3.1), учитывая формулы (3.12), (3.19), (3.20).
Согласно второму параграфу на I=[-h; h] плотность потока j0 постоянная величина. Найдём её.
 (3.21)
(3.21)
тогда
![]() (3.22)
(3.22)
Учитывая (3.7) получаем
 .
.
Определим неизвестный параметр ![]() .Определить его можно исходя из условия (3
.Определить его можно исходя из условия (3![]() )
)
 (3.23)
(3.23)
Перепишем это уравнение это уравнение в виде:
![]() (3.24)
(3.24)
Решается это уравнение методом итераций. [1] Опишем схему решения: если каким-либо способом получено приближённое значение ![]() (в качестве
(в качестве ![]() можно взять произвольное значение из интервала, содержащего корень; такой интервал можно сделать достаточно малым) корня (3.24), то уточнение корня можно осуществить методом последовательных приближений. Для этого уравнение представляют в виде
можно взять произвольное значение из интервала, содержащего корень; такой интервал можно сделать достаточно малым) корня (3.24), то уточнение корня можно осуществить методом последовательных приближений. Для этого уравнение представляют в виде
![]() , (3.25)
, (3.25)
Что всегда можно сделать, и притом многими способами, например
![]() , (3.26)
, (3.26)
где c – произвольная постоянная.
Пусть число ![]() есть результат подстановки
есть результат подстановки ![]() в правую часть уравнения (3.25):
в правую часть уравнения (3.25):
![]() (3.27)
(3.27)
Итерационный процесс сходится (![]() ), если на отрезке [a; b], содержащем корень
), если на отрезке [a; b], содержащем корень ![]() и его последовательные приближения, выполнено условие
и его последовательные приближения, выполнено условие
![]() . (3.28)
. (3.28)
Рассмотрим процесс термообработки проволок на встречных курсах аналогичный рассмотренному в предыдущем параграфе только в качестве закона распределения температуры проволоки А возьмём закон:
![]() (4.1)
(4.1)
Тогда из системы (3.1) находим, ТВ(х), ТС(х) и плотность потока j, учитывая начальное условие (3.13).
Из (3.14) получаем
 (4.2)
(4.2)
Решая его получаем:
 (4.3)
(4.3)
Тогда
 (4.4)
(4.4)
![]()
 (4.5)
(4.5)
Заключение
В курсовой работе было рассмотрено: физические и математические модели термопроцессов на встречных курсах, простой и сложный отжиг проволок на встречных курсах в муфельном термоаппарате.
Приведены: методика исследования физических и математических моделей.
Рассмотрен пример термообработки проволок.
Список источников
1 Бахвалов Н.С., Жидков Н.П., Кобельков Г.М. Численные методы.– М. Издательство «Наука», 1987. – 600 с.
2 Гольдштейн М.И. Специальные стали – М. Издательство «Наука», 1968. – 500 с.
3 Островский О.И. Свойство металлических расплавов – М. Издательство «Наука», 1978. – 660 с. 4. Зиновьев В.Е. Теплофизические свойства металлов при высоких температурах стали – М. Издательство «Наука», 1986. – 350 с. 5 Матвеев Н.М. Методы интегрирования обыкновенных дифференциальных уравнений. – М: Издательство «Вышэйшая школа», 1974. – 250 с.6 Михалин С.Г. Курс математической физики – М. Издательство «Наука», 1968. – 575 с.
0 комментариев