Навигация
3. СТАДИЯ ПРОИЗВОДТСТВА
На стадии производства производится технологическая подготовка производства, изготовление, сборка, настройка, заводские испытания и складирование готовой продукции [1, с. 5].
Главная задача подготовки производства - создание и организация выпуска новых изделий [8, с. 24].
Организация процессов создания новых видов продукции машиностроения охватывает проектирование, осуществление на практике и совершенствование системы подготовки производства.
Система подготовки производства - это объективно существующий комплекс материальных объектов, коллективов людей и совокупность процессов научного, технического, производственного и экономического характера для разработки и организации выпуска новой или усовершенствованной продукции [8, с. 24].
Организация подготовки производства выражается следующих видах деятельности:
- определение цели организации и ее ориентация на достижение этой цели;
- установление перечня всех работ, которые должны быть выполнены для достижения поставленной цели по созданию конкретных видов новой продукции;
- создание или усовершенствование организационной структуры системы подготовки производства на предприятии;
- закрепление каждой работы за соответствующим подразделением (отделом, группой, цехом и т. п.) предприятия;
- организация работ по созданию новых видов продукции во времени;
- обеспечение рациональной организации труда работников и необходимых условий для осуществления) всего комплекса работ по подготовке производства к выпуску новой продукции;
- установление экономических отношений между участниками процесса создания новой техники.
Организация подготовки производства строится на реализации следующих принципов:
1. Принцип комплексности предполагает необходимость проведения работ по подготовке производства по единому плану, охватывающему все процессы - от научных исследований до освоения новой техники - учитывающему возникающие при этом проблемы.
2. Принцип специализации требует, чтобы за каждым подразделением предприятия закрепились такие виды деятельности по созданию и освоению новой техники, которые отвечают характеру специализации этих подразделений.
3. Принцип научно-технической и производственно интеграции - это совокупность условий, обеспечивающих достижение единой и общей цели в результате деятельности определенного множества специализированных подразделений и исполнителей.
4. Принцип комплектности документации и составных частей изделий требует одновременного выполнения комплекса работ к моменту, когда дальнейшее их продолжение возможно только при наличии полного комплекта документации или составных частей изделий.
5. Принцип непрерывности работ по созданию новой продукции требует ликвидации значительных перерывов во времени между фазами процесса подготовки, а внутри их между стадиями, работами, операциями.
6. Принцип пропорциональности рассматривается как требование задействовать производственные возможности всех подразделений объединения или предприятий, занятых подготовкой производства.
7. Принцип параллельности выражается в совмещении во времени различных фаз, стадий, работ.
Система подготовки производства предполагает обеспечение строгой последовательности работ и прямоточности.
Этот принцип требует, чтобы разработка и освоение новой продукции осуществлялись с присущей только этому виду последовательностью работ. Прямоточность - это кратчайший маршрут движения технической документации и наименьший путь, проходимый новым изделием по всем стадиям его разработки и освоения.
Переход предприятий на выпуск нового изделия может выполняться следующими методами: последовательным, параллельным, комплексно-совмещенным и агрегатным.
Последовательным называется такой переход, когда производственное освоение начинается только после снятия с производства ранее выпускавшегося изделия. Техническая и организационная подготовка выполняется заранее - во время выпуска старой продукции.
Параллельный метод перехода предполагает максимальное совмещение производства вновь осваиваемых изделий с завершающей стадией выпуска старой модели. Он обычно применяется при наличии у предприятия резервных мощностей, создании параллельно действующих участков, конвейеров. При последовательном и параллельном методах осваивается выпуск всей новой машины в целом при полной готовности к производству всех узлов.
Комплексно-совмещенный метод характеризуется совмещением выполнения отдельных работ по подготовке производства к освоению новых изделий при комплексном решении конструкторских, технологических и производственных задач. Производственники участвуют в проектировании изделия, разработчики - в освоении его выпуска. Этот метод позволяет значительно ускорить процесс создания новой продукции за счет сокращения процедуры оформления и утверждения технической документации, исключения лишних работ, выполнения блочного проектирования и изготовления различных узлов, частичного совмещения различных работ, выполнения перехода к серийному производству без изготовления опытных образцов и опытно-промышленных партий.
Агрегатный метод предполагает постепенную замену отдельных агрегатов в конструкции выпускаемой старой модели. В течение некоторого времени выпускается переходное модифицированное изделие, снабженное только отдельными новыми узлами. При завершении запланированной замены старых агрегатов новыми модель из переходной превращается в новое изделие. Освоение делится на несколько этапов, коллектив сосредотачивает усилия на сравнительно небольшом участке работы, и переход происходит менее болезненно для предприятия. При выборе метода перехода следует учитывать факторы, характеризующие организационно-технический уровень производства, конструкцию нового изделия и технологию производства.
Оценивая организационно-технические условия, необходимо учитывать:
- наличие резерва производственных мощностей;
- наличие свободных производственных площадей;
- внутризаводскую специализацию и разделение труда в цехах и на участках;
- уровень отраслевой и межотраслевой кооперации;
- наличие квалифицированных кадров.
Особое значение в рамках данной стадии играет также форма организации производства.
Форма организации производства представляет собой определенное сочетание во времени и пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей.
Различные структурные построения во времени и в пространстве образуют совокупность основных форм организации производства.
Временная структура форм организации производства определяется составом элементов производственного процесса и порядком их взаимодействия во времени.
По виду временной структуры различают формы организации с последовательной, параллельной и параллельно-последовательной передачей предметов труда в производстве.
Форма организации с последовательной передачей предметов труда представляет собой такое сочетание элементов производственного процесса, при котором обеспечивается движение обрабатываемых изделий по всем производственным участкам партиями произвольной величины. Предметы труда на каждую последующую операцию предаются лишь после окончания переработки всей партии на предыдущей операции. Данная форма является наиболее гибкой по отношению к изменениям, возникающим в производственной программе, позволяет достаточно полно использовать оборудование, что дает возможность снизить значительные затраты на его приобретение.
Недостаток формы с последовательной передачей предметов труда заключается в относительно большой длительности цикла, так как каждая деталь перед выполнением последующей операции пролеживает в ожидании обработки своей партии.
Форма организации с параллельной передачей предметов труда основана на таком сочетании элементов производственного процесса, которое позволяет запускать, обрабатывать и передавать предметы труда с операции на операцию поштучно и без ожидания. Такая организация производственного процесса приводит к уменьшению количества деталей, находящихся в обработке, сокращению потребности в площадях, необходимых для складирования и проходов. Недостаток формы заключается в возможных простоях оборудования (рабочих мест), возникающих вследствие разницы в длительности операций.
Форма организации с параллельно-последовательной передачей труда является промежуточной между последовательной и параллельной формами и частично устраняет присущие им недостатки. Изделия с операции на операцию передаются транспортными партиями. При этом обеспечивается непрерывность использования оборудования и рабочей силы, частичное параллельное прохождение партии деталей по операциям технологического процесса.
Пространственная структура форм организации производства определяется количеством технологического оборудования, сосредоточенного на рабочей площадке (число рабочих мест), и расположением их относительно направления движения предметов труда и окружающего пространства.
В зависимости от количества технологического оборудования (рабочих мест) различают одновременную производственную систему и соответствующую ей структуру обособленного рабочего места и многозвенную систему с цеховой, линейной или ячеистой структурой.
Цеховая пространственная структура характеризуется созданием участков, на которых оборудование (рабочее место) расположено параллельно потоку заготовок, что предполагает их специализацию по признаку технологической однородности. В этом случае партия деталей, поступающих на участок, направляется на одно из свободных рабочих мест, где происходит необходимый цикл обработки, после чего передается на другой участок (в цех).
На участке с линейной пространственной структурой рабочие места (оборудование) располагаются по ходу технологического процесса, и партия деталей, обрабатываемая на участке, передается с одного рабочего места на другое в прямой последовательности.
Ячеистая пространственная структура объединяет признаки линейной и цеховой. Комбинация пространственной и временной структуры производственного процесса при определенном уровне интеграции частичных процессов обуславливает различные формы организации производства: технологическую, предметную, прямоточную, интегрированную.
Технологическая форма организации производства характеризуется цеховой структурой и последовательной передачей предметов труда.
Предметная форма организации производства имеет ячеистую структуру с параллельно-последовательной (последовательной) передачей предметов труда в производстве. На предметном участке устанавливается, как правило, все оборудование, необходимое для обработки группы деталей с начала и до конца технологического процесса. Если технологический цикл замыкается в пределах участка, он называется предметно-замкнутым.
Прямоточная форма организации производства характеризуется линейной структурой с поштучной передачей предметов труда. Такая форма обеспечивает реализацию ряда принципов организации - прямоточности, непрерывности, параллельности цикла, более эффективное использование рабочей силы за счет большой специализации труда, уменьшение объема незавершенного производства.
При точечной форме организации производства работа полностью выполняется на основном рабочем месте. Изделия изготовляются там, где находятся его основные части. В качестве примера может служить сборка изделия с перемещением рабочего вокруг него.
Интегрированная форма организации производства предполагает объединение основных и вспомогательных операций в единый интегрированный процесс с ячеистой и линейной структурой при параллельной, параллельно-последовательной, последовательной передаче предметов труда и производства.
В зависимости от способности к переналадке на выпуск новых изделий перечисленные выше формы организации условно можно разделить на гибкие (переналаживаемые) и жесткие (непереналаживаемые). Жесткие формы организации производства предполагают обработку деталей одного наименования. Изменение в номенклатуре выпускаемой продукции и переход на выпуск конструктивно новой серии изделий вызывает необходимость перепланировки участка, замены оборудования и оснастки. К числу жестких относится поточная линия организации. Гибкие формы организации производства позволяют обеспечить переход на выпуск новых изделий без изменения состава компонентов производственного процесса при незначительных затратах труда и времени.
Наибольшее распространение на машиностроительных предприятиях в настоящее время получили такие формы организации производства, как гибкое точечное производство, гибкая предметная точечная форма.
Гибкое точечное производство предполагает пространственную структуру обособленного рабочего места без дальнейшей передачи предметов труда в процессе производства. Детали полностью обрабатываются на одной позиции. Приспособленность к выпуску новых изделий осуществляются за счет изменения рабочего места системы.
Гибкая предметная форма организации производства характеризуется возможностью автоматической обработки деталей в пределах определенной номенклатуры без прерывания на переналадку. Переход к выпуску новых изделий осуществляется путем переналаживания технических средств. Гибкая предметная форма охватывает область последовательной и параллельно-последовательной передачи предметов труда в сочетании с комбинированной пространственной структурой.
Гибкая прямолинейная форма организации производства характеризуется быстрой переналадкой на обработку новых изделий в пределах заданной номенклатуры путем замены инструментальной оснастки и приспособлений, перепрограммирование системы управления. Она основана на рядном расположении оборудования, строго соответствующем технологическому процессу с поштучной передачей предметов труда.
Под влиянием научно-технического прогресса в технике и в технологии машиностроения происходят существенные изменения, обусловленные механизацией и автоматизацией производственных процессов. Это создает объективные предпосылки развития новых форм в организации производства. Одной из таких форм, получившей применение при внедрении средств гибкой автоматизации в производственный процесс, является блочно-модульная форма организации производства.
Создание производства блочно-модульной формы осуществляется путем концентрации на участке всего комплекса оборудования, необходимого для непрерывного производства ограниченной номенклатуры изделий, и объединение группы рабочих на выпуске конечной продукции при передаче им части функций по планированию производства на участке.
Эти стадии включают мероприятия по организации производства нового изделия или освоенного другими предприятиями.
Выход на мощность произойдет после завершения работ по подготовке производства: пуск и проверка технологического оборудования; запуск в производство установочной серии; проведение квалификационных испытаний изделий установочной серии; доработка и корректировка технологической и другой документации.
Установочная серия или первая промышленная партия изделий изготавливается для проверки способности данного производства обеспечить промышленный выпуск продукции в соответствии с требованиями научно-технической документации (НТД) и потребителей. Образцы установочной партии, прошедшие приемо-сдаточные и квалификационные испытания, могут быть представлены на рынке новшеств (проведение рекламной кампании, демонстрация на выставках, торговых центрах и т.п.).
Похожие работы
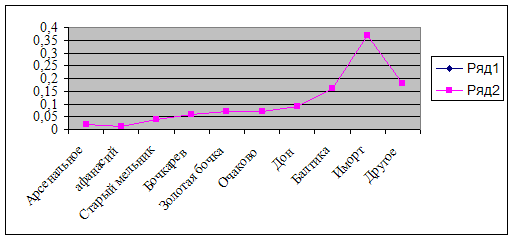
... поддержки продажи товара непременно снизятся, и возникнет срочная необходимость форсировать выдвижение на рынок товара-заменителя, причем без дополнительной технической проверки и рыночных тестов, вследствие чего может потерпеть неудачу. 2. Формирование ассортиментной политики предприятия 2.1 Общая характеристика ЗАО «Очаково» как субъекта маркетинговой деятельности ЗАО «ОЧАКОВО» – ...
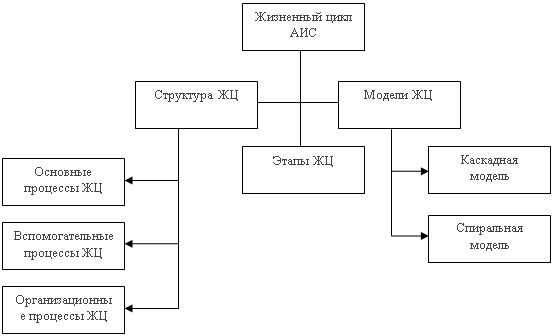


... и сопровождения автоматизированных систем в течение всего жизненного цикла. Такие технологии, базирующиеся на методологиях подготовки информационных систем и соответствующих комплексах интегрированных инструментальных средств, а также ориентированные на поддержку полного жизненного цикла автоматизированной системы или его основных этапов, получили название CASE-технологий и CASE-средств. Для ...

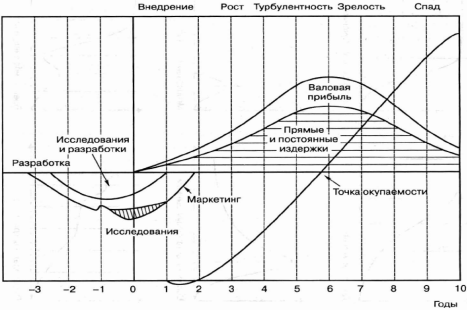
... Если реструктуризация потерпит неудачу, то уже ничто не может спасти фирму. Она прекращает свое существование, по крайней мере, в качестве самостоятельного участника рынка. 1.3 Анализ жизненного цикла организации Таким образом, из всех проанализированных явлений, объективно влияющих на стоимость оцениваемых объектов бизнеса, наиболее важным является оценка фаз и периодов жизненного цикла ...
... объема продаж, приводят к уменьшению прибыли. Предприятия, имеющие слабые позиции на рынке, выбывают из борьбы. Однако в отрасли сохраняются ведущие конкуренты. На данном этапе жизненного цикла товара может быть использована одна из следующих трех стратегий: модификация рынка, модификация товара и модификация маркетинговых средств. Модификация рынка. Руководство предприятия пытается привлечь ...
0 комментариев