Навигация
Покрытия, полученные методом электрофореза
39159
знаков
1
таблица
3
изображения
3. Покрытия, полученные методом электрофореза
Пленки, полученные методом электрофореза, обладают высокой адгезией к поверхности металлических изделий, плотностью, прочностью и высокими электроизоляционными свойствами.
Сущность электрофорезного способа состоит в том, что при наличии разности потенциалов в суспензионном растворе, в котором частицы порошка находятся во взвешенном состоянии (коллоидные частицы), происходит движение последних к электроду и осаждение их на поверхности. Таким образом, происходит осаждение неметаллического материала на поверхности металлического изделия, которое является анодом. После электрофореза изделие подвергают сушке и термообработке. При термообработке происходит спекание частиц и образуется твердое и гибкое покрытие с высокими электроизоляционными свойствами. Толщина слоя покрытия регулируется плотностью тока, напряжением и временем выдержки изделия в растворе.
В качестве коллоидных растворов при электрофорезе применяют следующие составы:
суспензионный раствор кремниевой кислоты в ацетоне;
суспензионный раствор окиси магния в четыреххлористом углероде;
раствор каолина в воде.
Метод электрофореза широко применяется для нанесения межслойной изоляции магнитопроводов, изготавливаемых из лент методом навивки. Наиболее широкое применение в этом случае получил суспензионный раствор кремниевой кислоты в ацетоне.
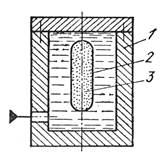
На рис. 2 изображена схема технологической установки для нанесения изоляции лент из электротехнической стали или железоникелевых сплавов методом электрофореза.
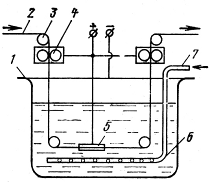
Рис. 2
В ванну 1 с коллоидным раствором кремниевой кислоты в ацетоне подается обезжиренная лента 2 с помощью роликов 3 и 4. На ванну подается отрицательный потенциал, а на ленту положительный потенциал. Для лучшего осаждения коллоидных частиц раствор постоянно перемешивается сжатым воздухом через отверстия в трубе 6. В результате электрофореза на поверхности ленты осаждаются частицы, состоящие из окиси кремния SiO2. Толщина изоляционного слоя обычно составляет 5–10 мкм. Электрофоретическая ванна встраивается в автоматическую линию при изготовлении ленточных магнитопроводов методом навивки.
Процессы электрофореза применяют для нанесения пластмасс на металлы; в этом случае слой из пластмассы является защитным от действия внешней среды.
4. Лакокрасочные покрытия
Лакокрасочные покрытия представляют собой неметаллические пленки, применяемые для защиты поверхности деталей от воздействия внешней среды и придания им красивого внешнего вида. Их нельзя применять для деталей, имеющих точные размеры и трущиеся поверхности, подвергающиеся механическим воздействиям и нагреву. Основными требованиями к лакокрасочным покрытиям являются: непроницаемость пленок для газов и жидкостей; хорошая адгезия к поверхности металлических и неметаллических изделий; высокая термостойкость в заданном интервале температур и высокие электроизоляционные свойства. Для аппаратуры, работающей в тропических условиях, добавляются требования по стойкости против грибковой плесени, грызунов и термитов.
Основными компонентами лакокрасочных покрытий являются пленкообразующие вещества, наполнители, пигменты, пластификаторы и растворители.
Основой лакокрасочных покрытий являются пленкообразующие вещества, к которым относятся растительные масла (льняное, тунговое), битумы, природные и синтетические смолы (шеллак, канифоль, феноло-и креозолоформальдегидные, эпоксидные, кремнеорганические, алкидные, полиэфирные). При высыхании они образуют прочную пленку.
Пигменты – высокодисперсные неорганические вещества (железный сурик, диоксид титана, охра и др.), создающие цветовой оттенок и повышающие твердость и механическую прочность лакокрасочных покрытий.
Наполнители – неорганические и органические порошкообразные материалы (пылевидный кварц, тальк, графит, слюдяная пыль и др.), повышающие влагостойкость, уменьшающие температурный коэффициент линейного расширения и улучшающие антикоррозионные свойства покрытий.
Пластификаторы применяют для повышения эластичности и ударной прочности защитной пленки. В качестве пластификаторов используют нелетучие вещества – дибутилфталат, трибутилфосфат, нефтяные масла, касторовое и льняное масло.
Растворители – летучие органические жидкости, применяемые для растворения красок и лаков и улетучивающиеся в процессе образования пленки и способствующие получению равномерной толщины защитного покрытия. Растворителями служат ароматические углеводороды, спирты, сложные и простые эфиры, скипидар и др.
В состав лаков и красок могут входить следующие дополнительные вещества: отвердители и сиккативы.
Отвердители – это вещества (кислоты, соли, изоцианы и др.), которые способствуют образованию пленок на основе реакционноспособных олигомеров, например на основе эпоксидных смол. Сиккативы вводятся для ускорения процесса высыхания лакокрасочных материалов, содержащих растительные масла. В качестве сиккативов используют растворимые в маслах соли некоторых металлов (кобальта, марганца, кадмия, цинка и др.).
Защитные свойства лакокрасочных покрытий определяются свойствами пленкообразователя, пигмента и технологией нанесения покрытия.
Технология нанесения лакокрасочных покрытий состоит из следующих основных этапов: подготовки поверхности, окраски и сушки.
Подготовка поверхности включает в себя очистку поверхности, грунтовку и шпатлевание.
Очистку поверхности осуществляют механическим (галтовка, крацевание, гидропескоструйная обработка или шлифование) или химическим (обезжиривание, травление) способами.
Грунтовка состоит в нанесении на поверхность детали слоя грунта. Цель грунтовки – улучшение адгезии лакокрасочного покрытия с поверхностью детали и придание дополнительной защиты от действия внешней среды. Для грунтовки применяют лакомасляные, битумномасляные, нитро- и водоразбавляемые грунты. Во многих случаях для повышения коррозионной стойкости изделий, работающих в жестких или особо жестких условиях, поверхности предварительно фосфатируют или оксидируют. Грунт наносят распылением, окунанием или кистью. После нанесения слоя грунта производят сушку.
Шпатлевание – выравнивание загрунтованной поверхности. Шпатлевание применяют в тех случаях, когда к поверхности предъявляют повышенные требования по внешнему виду, а поверхность имеет дефекты. Шпатлевка представляет собой пастообразную массу, состоящую из пигментов, наполнителей и лаков с добавлением или без добавления пластификаторов. Применяют лаковые, масляные, клеевые, нитроцеллюлозные, перхлорвиниловые и эпоксидные шпатлевки. Шпатлевки наносят на поверхность при помощи шпателя или краскораспылителя – в этом случае их разбавляют растворителем. Зашпатлеванные детали сушат и шлифуют механизированным инструментом.
Окраску деталей производят с помощью кисти, окунанием и распылением. Окрашивание кистью является малопроизводительным методом, который применяют для медленно сохнущих лаков, покраски поверхности и нанесения обозначений по трафарету. Нанесение лакокрасочных покрытий окунанием применяют для деталей, не требующих тщательной отделки и имеющих форму, удобную для стекания краски. В этом случае получается неравномерное по толщине покрытие и большой расход материала. Окрашивание распылением является более высокопроизводительным процессом, при этом получается высокое качество поверхности, но этот способ связан с повышенным расходом материала и окрашивание необходимо вести в специальной камере.
Наиболее совершенным способом является окраска в электростатическом поле (рис. 3). При этом способе изделия подвешиваются на заземленный конвейер 4, проходящий между электродами 1, на которые подается отрицательный потенциал от источника напряжения 2. Краску подают воздушными распылителями 3 на движущиеся изделия, находящиеся в электрическом поле. Частицы краски, заряжаясь отрицательно, притягиваются к положительно заряженным деталям.
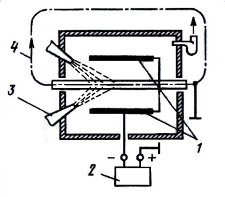
Рис. 3
При этом способе повышается производительность труда (в 3–4 раза), улучшаются санитарные условия труда, повышается качество покрытия (разброс по толщине составляет 5–8 мкм), сокращается расход лакокрасочных материалов (потери составляют всего 5–10%) и создаются условия комплексной автоматизации процесса окраски.
Сушка является заключительным этапом. При выборе способа и режима учитывают многие факторы: вид лакокрасочного материала, характер покрываемой поверхности деталей, их размеры и конфигурация, поточность производства и др. Сушка может быть при обычной температуре окружающего воздуха (естественная сушка) и принудительная при повышенных температурах (в сушильных шкафах, рефлекторных сушилках и т.д.). Наиболее совершенна сушка инфракрасными лучами.
Похожие работы
... кроме максимальной можно получить данные о локальной неплоскостности на площади 1 или 2 см2. Рис.4. Локальные неплоскостности при лазерном сканировании Поверхностные покрытия и антикоррозионная защита. Назначение и классификация покрытий Покрытием называется дополнительный слой из другого металла или нескольких слоев разных материалов, нанесенных на поверхность детали для придания ее ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...
... быть ремонтопригодна. В качестве материала уплотняющих прокладок можно использовать полимеры (резина, пластмасса), металлы (медь, алюминий, свинец, индий). 2. МЕТОДЫ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ВЛАГОЗАЩИТЫ РЭС 2.1. Экспериментальные методы определения герметичности Получить в производстве абсолютно герметичный блок не представляется возможным. Поэтому необходимо оценивать степень герметичности, ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
0 комментариев