Навигация
Изготовление передней панели пульта управления краном УК28СП
25923
знака
0
таблиц
4
изображения
Московский государственный технический университет
имени Н.Э.Баумана
Калужский филиал
Кафедра ЭИУ1-КФ
Расчетно-пояснительная записка
по курсовому проекту «Технология производства РЭС»
на тему:
«Изготовление передней панели пульта управления краном УК28СП»
ОАО «Калугапутьмаш»
Калуга
Введение
Производство данной панели является единичным. Панель получаем методом холодной штамповки. Холодная штамповка является самой распространенной операцией для получения корпусов и несущих конструкций. Основное достоинство холодной штамповки заключается в высокой производительности и небольшой стоимости, что очень важно при единичном производстве. Основной технологической оснасткой при холодной штамповке является штамп, состоящий из 2-х основных частей: матрица – неподвижная часть штампа, обычно прикрепляемая к столу пресса и пуансон – подвижная часть пресса. Пуансон закрепляется к ползуну пресса и совершает вместе с ним возвратно – поступательные движения в вертикальном направлении.
В единичном производстве используется поэлементная штамповка, технологической оснасткой в которой являются стандартные матрицы и пуансоны, а пробивку отверстий необходимой величины осуществляют подбором матрицы и пуансона необходимых размеров. Пробивку отверстий в детали обычно осуществляется с использованием различных штампов.
Использование поэлементной штамповки позволяет значительно снизить затраты, как временные, так и материальные, на подготовку производства, позволяет повысить производительность труда, по сравнению с механической обработкой.
Расчет нормы расхода материала при вырубке детали
Норма расхода материала во многом определяет себестоимость получаемой детали, поэтому для уменьшения стоимости детали и увеличения технологичности стремятся выбрать минимально возможную норму расхода.
Первоначально рассчитывают ширину полосы металла необходимую для получения детали. Пусть необходимо с помощью вырубки получить прямоугольную деталь с размерами h и c. Для получения качественной детали необходимо, чтобы между краем детали и краем полосы был гарантированный зазор. Другим необходимым условием для получения качественной детали является получение заданного зазора между соседними деталями.

В общем случае d = a = 1,6 мм.
B – ширина полосы;
t – шаг вырубки t = c + d = 169,92 + 1,6 = 171,52 мм.
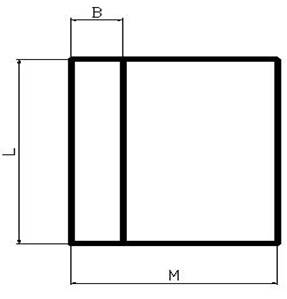
Из листа S×L×M вырезаем металлическую полосу шириной “B”.
Стандартный лист 2×1250×2500 мм.
Bmin = h + 2a – минимальная ширина металлической полосы.
Однако, на практике при расчете ширины металлической полосы необходимо также учитывать погрешность на изготовление полосы при вырезке. Помимо этого, необходимо учитывать возможное смещение металлической полосы относительно штампа, следовательно, ширина полосы с учетом всего вышеизложенного:
B = h + 2a + 2∆ + Z = 1038 + 3,2 + 2 + 2 = 1045,2 мм.
∆ = 1,0 мм – поле допуска на изготовление полосы.
Z = 1,0 мм – погрешность на поле допуска.
Затем с учетом шага вырубки рассчитываем количество деталей, которые можно получить из одной полосы:
n1 = L/t = 1250/171,52 = 8
после этого рассчитываем количество полос, которое можно вырезать из одного металлического листа:
n2 = M/B = 2500/1054,20 = 2
следовательно, количество деталей, получаемых из одного листа:
N = n1×n2= 16
g = G/N = 48,75/16 = 3,05 кг.
G – удельный вес металлического листа;
G = V×γ = S×L×M×γ = 0,2×125×250×7,8 = 48,75 кг.
g – норма расхода материала.
γ = 7,8 г/см3 – удельный вес.
Расчет матрицы и пуансона для вырубного штампа
Поскольку, линейные размеры деталей при вырубки определяются линейными размерами отверстия в матрице, то расчет вырубного штампа начинают с расчета матрицы. По мере работы вырубного штампа происходит постепенный износ, как матрицы, так и пуансона. В результате линейные размеры окна в матрице постепенно увеличиваются. Следовательно, для получения наибольшей долговечности штампа линейные размеры окна у матрицы проектируют по минимально возможному полю допуска детали.
1. ![]() ,
,
где ![]() - допуск при изготовлении отверстия в матрице.
- допуск при изготовлении отверстия в матрице.
![]() << ∆L
<< ∆L
2.Рассчитываем линейные размеры пуансона.
Для надежной работы штампа линейные размеры пуансона всегда должны быть меньше линейных размеров окна в матрице на некоторую гарантированную величину Z.
LП = (L - ∆L – Z)-δп δп << ∆L
По справочнику определяем δп= 0,02 мм и ![]() = 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
= 0,04 мм, Z = 0,14 мм для нашей толщины детали S = 2 мм.
Lп= (1038 – 2,60 – 0,14)-0.02 = 1035,26-0,02 мм,
Lм= (1038 – 2,60)+0,04 = 1035,40+0,04 мм.
Расчет усилия вырубки детали
Потребное усилие пресса:
![]() , где
, где
L = 1038 + 958 + 2×169,92 = 2335,84 мм, S = 2 мм.
По таблице для стали Ст 3 кп: ![]() кг/мм2.
кг/мм2.
По таблице выбираем коэффициент ![]() .
.
Следовательно, ![]() = 2335,84×3×46× (1 + 0,07) = 229,94 т.
= 2335,84×3×46× (1 + 0,07) = 229,94 т.
Поэтому выбираем пресс с усилием в 300 тонн. Для данной операции подходит пробивной пресс с револьверной головкой модели КО 120.
Расчет линейных размеров матрицы и пуансона для пробивного штампа
При пробивки отверстия в детали, линейный размер отверстия определяется линейными размерами пуансона. Следовательно, для повышения наибольшей долговечности штампа, линейные размеры пуансона устанавливают по максимально возможному полю допуска на отверстия.
0 комментариев