Навигация
Описание установки для поверки
14291
знак
2
таблицы
2
изображения
1.1.3 Описание установки для поверки
Установка для проверки манометров в данном случае состоит из образцового поршневого манометра 3-го разряда класса 0,2 (тип МП-25) или образцового поршневого манометра второго класса 0,05 (тип МП-6).
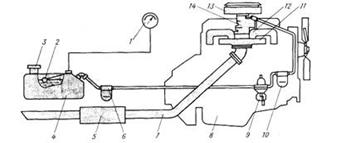
На рисунке 1.1 представлен общий вид поршневого манометра МП-25. Здесь давление создается весом грузов, который действует на поршень. Поверхность вертикального цилиндра 1 является более всего важной частью прибора. Она отшлифована с высокой частотой. В цилиндре размещается старательно пригнанный стальной поршень 2. На верхний конец поршня навинчена тарелка 3, на которой помещают грузы 4, имеющие форму дисков.
В верхней части цилиндра находится воронка 11, которая предназначена для заполнения прибора рабочей жидкостью. Прибор имеет винтовой поршневой пресс 5 с манжетным уплотнителем. Для установки проверяемых поршневых манометров предназначены 2 штуцера 6.
Хотя грузовая часть поршневого манометра рассчитана на нагрузку 50 кгс, комплект грузов, которые прилагаются к прибору, обычно состоит из 24-х грузов по 1 кгс и одного груза весом 0,5 кгс.
На всех грузах и на тарелке поршня выбивается номер прибора и размер давления, на которое он рассчитан.
Запрещается заимствовать грузы из других манометров.
Для проверки манометров с предельным давлением выше 25 кгс/см сообщение внутренней пустоты цилиндра с пустотой винтового пресса 5 перекрывается с помощью вентиля 7, а в одном из штуцеров 6 устанавливают соответствующий пружинный образцовый манометр. Давление в коленах 6 в этом случае создается с помощью винтового пресс 5 обращением маховика 10.
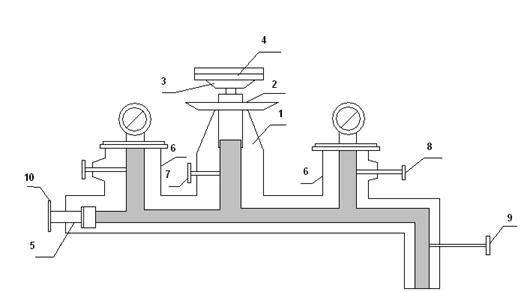
1 – вертикальный цилиндр; 2 – стальной поршень; 3 – тарелка; 4 – груз; 5 – винтовой поршневой пресс; 6 – штуцер; 7,8,9 – вентиль; 10 – маховик
Рисунок 1.1 – Общий вид грузопоршневого манометра
Во время работы поршень должен быть погружен в цилиндр по оценке на нем. На таком расстоянии поршень поддерживается на протяжении всего времени проверки. Более высокое расположение поршня может привести к его перекосу и порче внутренней поверхности цилиндра.
Установка поршневого манометра должна вестись строго за уровнем. В условиях учебной лаборатории установку проверяющихся пружинных манометров и образцового делают в присутствии лаборанта
1.2 Обработка результатов поверки
1. Результаты поверки манометра занести в таблицу результатов поверки 1.
2. Определить действительное значение поправки. Для определения значения поправки необходимы показания образцового манометра, которые берут из свидетельства, где дается вес грузов в кг и эффективная (рабочая) площадь поршня (см2).
Созданное грузами давление определяется по формуле:
![]() , (1.1)
, (1.1)
где Р – давление, кгс/см2;
G1 – вес поршня с тарелкой, кгс;
G2 - вага грузов, кгс;
F – рабочая площадь поршня, см2.
Рабочей силой поршня F принимают площадь пересечения поршня плюс половина площади кольцевого зазора между поршнем и цилиндром. Она дается в свидетельстве как эффективная площадь.
Эффективная площадь поршня поршневого манометра МП-25 обычно составляет от 0,996 до 1,004 см2.
3. Определить размер границы основной погрешности, которая допускается.
Она определяется по формуле:
![]() ,
,
где Рк – верхняя граница измерений прибора, кгс/см2;
к – класс точности проверяемого манометра.
Приведенные выше значения погрешности относятся к нормальному положению прибора и температуре окружающей среды 120оС ± 5оС.
4. Определить размер основной погрешности. Она представляет собой разницу между показаниями проверяемого прибора и соответственным ему действительным давлением.
Δ1 = Р1 – Рд, Δ 2 = Р2 – Рд.
где Рд – действительное значение давления, которое соответствует единице, которая проверяется;
Р1, Р2 – показания проверяемого манометра при прямом и обратном ходе стрелки, которая соответствует тому самому значению.
5. С размером границы основной допустимой погрешности сравнивают полученные при проверке значения погрешности при прямом Δ1 и обратном Δ2 ходе.
В результате проверки обычно получают ряд отдельных значений погрешности показаний прибора и отметках его проверяемой шкалы.
Размер наибольшей из отмеченных погрешностей и считается основной погрешностью.
6. Определение вариации приборов. Разница показаний проверяемого прибора при прямом и обратном ходе, которые соответствуют одной и той же проверяемой отметке.
Вариация считается по формуле:
V = Р1 – Р2.
Полученные при проверке значения вариаций сравнивают с допустимым размером, численно равным границе основной допустимой погрешности проверяемого прибора.
Манометры признаются годными по результатам проверки, если они удовлетворяют таким требованиям:
– если их основные погрешности и вариации не превышают допустимых;
– если движение стрелки в пределах всей шкалы осуществляется плавно без скачков на расстояние 1,5-3 мм от циферблата (в зависимости от диаметра корпуса);
– если стрелка после проверки возвращается к нулевой отметке с отклонением, которое не превышает допустимую погрешность, а при наличии штифта прижимается к нему.
Похожие работы
... по составу отработавших газов, можно судить так же об их токсичности и, следова-тельно, о возможности допуска автомобиля к дальнейшей эксплуатации. Поэлементная диагностика системы питания карбюраторного двигателя заключается в определении неисправностей механизмов и узлов системы питания на основании диагностических признаков (сигналов), характеризую-щих изменение параметров их технического ...
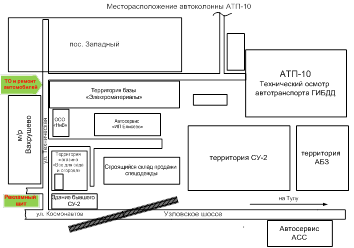
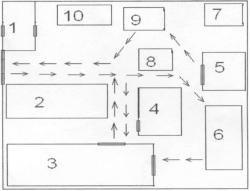
... проведен анализ сервисных характеристик АТП 10 г. Новомосковска. Предложено для повышения конкурентоспособности этого предприятия создать на его территории пост технического обслуживания и ремонта карбюраторов двигателей легковых автомобилей. Пост следует организовать и укомплектовать современным оборудованием так, что бы на нем смогли не только проверить работоспособность карбюратора двигателя ...
... обтекании самой модели, поэтому для компенсации этих потерь сверхзвуковые А. т. имеют многоступенчатые компрессоры и более мощные силовые установки, чем дозвуковые А. т. 3.3. Аэродинамические трубы для болидов Формулы 1. Для нужд автомобильной промышленности в основном используются дозвуковые АТ замкнутого (геттингенского) типа с обратным воздушным потоком. Такие трубы благодаря замкнутому ...

... средств автоматизации. 61 11. Экономический расчет. 65 12. Безопасность и экологичность работы.. 87 Заключение. 95 Conclusion. 96 Литература. 97 Реферат Дипломный проект на тему «Автоматизация котельной установки производства мономеров» состоит из 81 страницы. В ней содержится 2 рисунка, 8 таблиц и приложение. Для составления этой работы было использовано 20 источников литературы, ...
0 комментариев