Компоненты должны обладать указанными в схеме характеристиками;
Светодиод L-934SRC-E (HL1)
Резистор С1–4 (R2, R3, R4, R5, R6, R7)
Компоновка печатного узла
Проверка правильности трассировки печатной платы (командой Utils/DRC.)
Технология изготовления, сборки и монтажа
Проектирование конструкции технологической оснастки
Разработка технологического процесса изготовления, сборки и монтажа
Инженерные расчеты
Расчет теплового режима
Расчёт механической прочности
Навигация
Разработка технологического процесса изготовления, сборки и монтажа
Конструирование и технология изготовления звукового сигнализатора отключения сетевого напряжения
86008
знаков
10
таблиц
29
изображений
3.3 Разработка технологического процесса изготовления, сборки и монтажа
Технологический процесс (ТП) изготовления радиоаппаратуры представляет собой сложный комплекс действий оборудования и исполнителей по преобразованию исходных материалов в готовое изделие. Построение технологического процесса предприятия и его оснащенность определяются количеством выпускаемых изделий. В зависимости от количества выпускаемых изделий различают единичное, серийное и массовое производство.
При серийном производстве изготовление изделий ведут чередующимися партиями. В зависимости от величины партии различают мелкосерийное и крупносерийное производство. При мелкосерийном производстве используют специальную оснастку и инструмент, подробно разрабатывают технологический процесс, операции закрепляют за определенными рабочими местами. При крупносерийном производстве рабочие места оснащают специальными приспособлениями и инструментами, используют рабочих более низкой квалификации, так как технологические операции упрощаются.
Процесс монтажа состоит из следующих частей:
а) установка и пайка элементов, монтируемых в отверстия;
б) контроль.
Рассмотрим каждую из составляющих технологического процесса подробнее.
Пайка двойной волной припоя.
Пайка двойной волной припоя применяется в настоящее время для одного типа коммутационных плат: с традиционными компонентами на лицевой стороне и монтируемыми на поверхность простыми компонентами (чипами и транзисторами) на обратной. Некоторые компоненты для ТПМК (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость. Если пайка двойной волной применяется для монтажа плат с установленными на их поверхности компонентами сложной структуры, необходимы некоторые предосторожности:
– применять поверхностно монтируемые ИС, не чувствительные к тепловому воздействию;
– снизить скорость транспортера;
– проектировать коммутационную плату таким образом, чтобы исключить эффект затенения.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа.
В волне типа «Омега» объединены преимущества двухволновой системы в одной волне (см. рис. 28)

Рис. 28. Волна «Омега»
В системе используют вертикальную заслонку, совершающую горизонтальные колебания с малой амплитудой, в результате чего на поверхности припоя возникает турбулентный участок с высоким уровнем давления на плату.
В данном курсовом проекте для пайки двойной волной припоя будем использовать установку ATF 33/33 (40)
ATF 33/33 (40) – наилучшее решение для производственных участков с небольшими объемами выпускаемой продукции. Позволяет использовать как свинцовые, так и бессвинцовые технологии.
Общие особенности: все модели пайки волной являются конвейерными системами и при желании могут быстро встраиваться в конвейерные линии, обеспечивая высокую гибкость производственного процесса. Это очень важный момент, если учесть невысокую стоимость данного оборудования по сравнению с конкурентами. Все установки пайки волной снабжены двумя типами волн, а именно чип-волной и λ-волной с минимальным расстоянием для уменьшения шлакообразования и остывания плат в процессе пайки. Также в данной модели имеется две зоны предварительного подогрева. Подогрев осуществляется с помощью ИК-нагревателей с возможностью добавления модуля конвекции. Зона флюсователя представляет из себя пенный флюсователь (базовая комплектация) с возможностью замены на спрей-флюсователь с одной либо с двумя головками распыления.
Основные достоинства
– Высокое качество пайки
– Высокая надежность
– Простота использования
– Невысокая стоимость
Краткие технические характеристики ATF 33/33 (40)
Длина x ширина…………………………..2500 x 1100 мм
Высота…………………………………….1430 мм
Вес…………………………………………450 кг
Рабочая ширина…………………………..330 мм (400 мм)
Кол-во зон предварительного нагрева…..2
Длина зоны предварительного нагрева…1200 мм
Угол наклона конвейера………………….5° – 9°
Скорость движения конвейера…………..0.2 – 2.5 м/мин
Максимальная температура припоя…….300° C
Вес припоя …………………………………………320 кг
Объем емкости с флюсом (пенный флюсователь)..4.5 л
Объем емкости с флюсом (спрей флюсователь)….15 л
Производительность блока вытяжки………………2 трубы x 600 м³/ч
Потребление воздуха………………………………..60 л/мин 6 Бар
Потребляемая мощность макс………………………27 кВт
Электропитание………………………………………3-х фазн. 230/400В 50/60 Гц

Рис. 29. Установка для пайки ATF 33/33 (40)
Далее проводим контроль пайки.
Визуальная проверка ведется на стерео увеличителе Mantis (микроскопе МБС-10, при необходимости).
Mantis Compact – это микроскоп визуального контроля с невысоким увеличением, обеспечивающий получение превосходного трехмерного изображения и непревзойденную свободу движений головы. Произведенный с использованием запатентованной безокулярной технологии компании Vision Engineering, Mantis Compact является стереомикроскопом невысокого увеличения, который выбирают для выполнения задач по контролю, обработке или ремонту изделий при необходимости увеличения изображения. Возможность быстрой смены объективов с кратностью увеличения x2, x4, x6, x8
Светодиодная подсветка холодным светом с реалистичной цветопередачей гарантирует работу свыше 10 000 часов и полное отсутствие теней
Превосходная эргономичность для увеличения производительности работы
Превосходная зрительная координация движений рук при выполнении задач контроля и обработки
Большое рабочее расстояние для простоты выполнения операций по обработке и ремонту
Выбор штатива. Подвижный штатив с малой установочной площадью; Универсальный шарнирный штатив для применений, требующих увеличенной рабочей зоны; Жесткий настольный штатив для создания дополнительной устойчивости либо использования дополнительных осветительных опций.
Запатентованная оптическая технология позволяет большую свободу движений головы оператора для обеспечения превосходной эргономичности и зрительной координации движений рук, а также дает возможность при необходимости носить очки. Можно добиться повышения производительности и качества работы оператора по доступной цене.
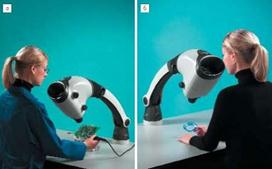
Рис. 30. Стерео увеличитель Mantis
Основными документами при разработке технологических процессов являются технологические карты. В картах указывается структура технологического процесса и его содержание, последовательность выполнения операций, применяемое оборудование, режимы обработки и тому подобное. Применяются технологические карты трех видов: маршрутные, технологического процесса и операционные.
Маршрутные карты представляют собой технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастки, материальных и трудовых нормативах, в соответствии с установленными нормами. Эти карты определяют последовательность прохождения обрабатываемого изделия по цехам. Они применяются в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и обрабатываемое изделие твердо не закреплено за операциями на длительное время.
Маршрутные карты содержат сведения о материале и маршрутах заготовки, цехах и мастерских, в которых производится обработка, а так же перечень операций, оборудования, технологической оснастки, профессий и разряды рабочих, а так же нормированные сведения.
Маршрутные карты технологического процесса сборки печатной платы приведены в приложении. Технологический процесс разработан в соответствии с ОСТ 4ГО.019.432
Контроль
Рабочее место на основе системы визуального контроля MANTIS отвечает всем требованиям эргономики, уменьшает усталость работника в процессе работы, повышает его производительность за счет снижения напряжения зрения и уменьшения утомляемости глаз.
Стереоизображение с высокой разрешающей способностью, большая глубина резкости, оптимальная цветопередача и хорошее регулируемое освещение обеспечивают более эффективное проведение работ. Эффективность системы MANTIS сохраняется при работе в очках или с контактными линзами.
Пользователю доступны пять объективов с различной степенью увеличения, два из которых постоянно находятся на турели и могут быть выбраны простым переключением рычага. Для работы в условиях сильного загрязнения, например, при пайке, объективы могут быть оснащены прозрачными защитными фильтрами. Применение сменного патрона с влагопоглотителем препятствует запотеванию оптической системы прибора.
Достоинства:
– максимальное увеличение до 10 крат;
– стереоизображение с высокой разрешающей способностью;
– антибликовый экран;
– регулируемое освещение;
– низкая утомляемость оператора.
Все вышеперечисленное позволяет добиться высокого качества изготовления проектируемого изделия.
Основными документами при разработке технологических процессов являются технологические карты. В картах указывается структура технологического процесса и его содержание, последовательность выполнения операций, применяемое оборудование, режимы обработки и тому подобное. Применяются технологические карты трех видов: маршрутные, технологического процесса и операционные.
Маршрутные карты представляют собой технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастки, материальных и трудовых нормативах, в соответствии с установленными нормами. Эти карты определяют последовательность прохождения обрабатываемого изделия по цехам. Они применяются в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и обрабатываемое изделие твердо не закреплено за операциями на длительное время.
Маршрутные карты содержат сведения о материале и маршрутах заготовки, цехах и мастерских, в которых производится обработка, а так же перечень операций, оборудования, технологической оснастки, профессий и разряды рабочих, а так же нормированные сведения.
Маршрутные карты технологического процесса сборки печатной платы приведены в приложении. Технологический процесс разработан в соответствии с ОСТ 4ГО.019.432
Похожие работы
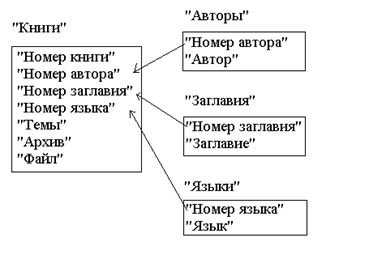
... , и на практике 5NF не используется. Заметим, что зависимость соединения является обобщением как многозначной зависимости, так и функциональной зависимости. 4. РАЗРАБОТКА БАЗЫ ДАННЫХ 4.1 Предметная область базы данных База данных предназначена для хранения информации об электронных источниках литературы в виде файлов, упакованных в архивы. Файлы архивов физически располагаются на сервере ...
... характера, однако по сравнению с прошлым годом они увеличились, что является положительной тенденцией. 3. Пути повышения рентабельности производства 3.1 Комплекс организационно-технических мероприятий по повышению эффективности производства Исходя из сущности повышения уровня рентабельности ее критерием на уровне предприятия является максимизация прибыли на единицу используемых ...
... за счёт чего был получен экономический эффект на сумму 71 млн. р. и 152 млн. р. соответственно. Для дальнейшей экономии энергоресурсов в УП «Карлиновгаз» я предлагаю введение следующих мероприятий: - Разработка проекта по реконструкции котлоагрегата, в результате чего предприятие сможет достичь снижения расхода тепло- и электроэнергии на производственные нужды. - Внедрение системы GPS- ...
0 комментариев