Навигация
2.3.3 Порядок работы
1.Куттер должен обслуживаться одним рабочим – фаршесоставителем, прошедшим специальный инструктаж правил техники безопасности, действующих на данном предприятии и ознакомленным с инструкцией по эксплуатации куттера.
2.Текущий ремонт куттера и его техническое обслуживание производится соответствующими специалистами.
3.Питание на машину подается через автомат, установленный на щиту цеха.
4.Перед включением ножевого вала необходимо проверить отсутствие в чаше посторонних предметов и надежность установки сливной пробки.
5.Куттер может работать в 2-х режимах выгрузки: автоматическом и ручном.
6.Загрузку измельчаемого продукта в чашу следует проводить равномерно при включенной машине.
7.Во избежание поломки серповидных ножей измельчаемый продукт не должен содержать кусочков костей и посторонних предметов.
8.Продолжительность измельчения продукта, необходимая доза воды зависят от сорта мяса, количества единовременной загрузки и степени предварительного измельчения продукта и устанавливаются технологическим процессом, действующим на мясоперерабатывающих предприятиях.
9.Потребляемая мощность находится в прямой зависимости от массы загрузки, качества измельчаемого продукта, а также от того добавляется вода или нет. Измельчение мяса без добавления воды вызывает увеличение потребляемой мощности на 30 - 40 %.
В связи с этим подбор рационального коэффициента загрузки чаши, а также необходимых режимов решается технологией изготовления фарша.
Не допускается переключение скоростей ножей при загруженной чаше.
10.После окончания рабочей смены все части машины, находящиеся в непосредственном контакте с фаршем, тщательно очищаются и промываются горячей водой. При этом необходимо следить, чтобы вода не попадала в электроаппаратуру.
11.Вода и мясной сок с чаши выпускаются через отверстие, закрытое специальной пробкой, установленной в нижней части сегмента чаши.
На предприятиях малой и средней мощности куттер Р3-ФСЕ получил широкое распространение. Куттер предназначен для тонкого измельчения фарша при выработке сарделек, сосисок и вареной колбасы по ГОСТ 23670-79.
При паспортной скорости резания V = 65 м/с фактическое число оборотов двигателя (мин-1) куттерного вала составляет:
![]()
где V = 65 м/с = 65×60 = 3900 м/мин; p = 3,14159; DГ = 500мм - номинальный наружный диаметр куттерной головки.
Отсюда:
![]() .
.
2.4 Расчет окружного усилия резания
Плотность фарша, загружаемого в куттер, составляет r = 1000 кг/м3. При работе 8-ножевой головкой сила тока в цепи куттерного вала не превышает 45А.
Мощность резания (Вт) 8-ножевой головкой равняется:
![]() ,
,
где I = 45 А - сила тока; U = 380 В – напряжение тока; cosj = 0,85 - по паспорту электродвигателя вращения куттерного вала; NРЕЗ = 45×380×1,73×0,85 = 25145 Вт = 25,145 кВт - по паспорту куттера мощность электродвигателя ножевого вала равна 27 кВт, что позволяет применять 8-ножевую головку.
Куттер работает при атмосферном давлении. Зазор между ножами и чашей устанавливается по щупу 1мм. Острота лезвия ножей равняется f = 0.
Ножи изготовлены из стали 60С2А по ГОСТ 14959-79 и имеют антикоррозионное покрытие Хмол6 по ГОСТ 9.306-85. Толщина ножей S = 5±0,03 мм; угол заострения режущего клина ножей d = 15°40'. Разность массы ножей не превышает 5 г.
Производительность куттерования (кг/ч) при применении 8-ножевой головки составляет:
![]()
где V - геометрическая емкость чаши, м3; a - коэффициент загрузки по основному сырью; r - плотность куттеруемого фарша, кг/м3(измеряется на электронных весах путем взвешивания куска фарша размерами 50-100-250 мм); t – длительность куттерования, мин.
![]()
Крутящий момент резания (кг/см) 8-ножевой головки составляет:
![]() ,
,
где N – мощность резания, кВт; NКУТ – число оборотов куттерного вала, мин-1; NКУТ = 43,4 с-1 × 60 об/мин.
![]()
Окружное усилие резания (кг/с) 8-ножевой головкой определяли по формуле:
![]()
где МКР – крутящий момент резания, кг/см; DГ - номинальный диаметр куттерной головки, см;
![]()
Такое небольшое усилие резания позволяет увеличить время работы ножей до переточки в 3 раза по сравнению с 4-ножевой головкой. При работе 8-ножевой головкой стойкость куттерных ножей до переточки составляет ≈ 72ч.
Необходимо отметить, что для качества измельчения фарша большое значение имеет схема расположения куттерных ножей в пространстве. Наиболее оптимальной следует признать «лепестковую» схему. Эта схема позволяет получить наибольшее поле резания за один оборот вала и чаши куттера.
Похожие работы
... упаковке в объеме продаж по сегментам, в стоимостном выражении представлена в табл. 4[10]. Таблица 4 Доля продукции в различной упаковке в объеме продаж по сегментам, в стоимостном выражении Продукция Без упаковки Искусственная Натуральная Итого Вареная колбаса - 45,9 54,1 100 Варено-копченая и полукопченая колбасы - 10,2 89,8 100 Сырокопченая колбаса - 16,7 83,3 100 ...
... рН. Кроме улучшения окраски, ГДЛ способствует уменьшению микробной обсемененности продукта. ГДЛ можно применять совместно с бактериальными препаратами. Использование стартовых культур при производстве варено-копченых колбас способствует подавлению роста гнилостных и патогенных бактерий в мясном сырье до термообработки; образованию равномерной стабильной окраски готового продукта за счет фермента ...
... хранить в закрытых складах при относительной влажности воздуха не выше 75% [6]. Установлено, что добавление в фарш поваренной соли в количестве 1,5% способствовало улучшению структурно-механических характеристик рыбного фарша, увеличению его влагоудерживающей способности [15]. Сахар. Является одним из компонентов рецептуры колбасных изделий и посолочной смеси. Сахар применяют также и в процессе ...
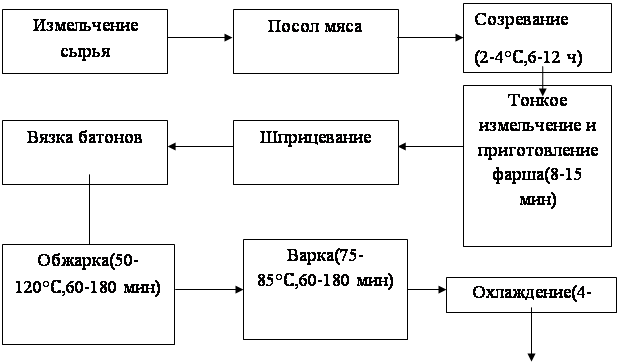
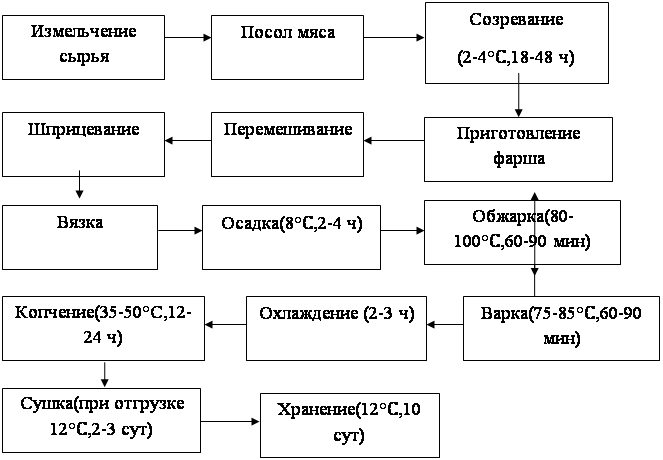
... современных, комфортных для покупателей, а также максимально полной удовлетворения разнообразных сопутствующих услуг. 1. Организация производства колбасных изделий на перерабатывающих предприятиях 1.1 Основы технологии и планирования производства колбасных изделий Производство колбас слагается из следующих основных операций: первичной обработки сырья, подготовки фарша, формовки и ...
0 комментариев