Навигация
Методы производства резиновой обуви
39156
знаков
0
таблиц
1
изображение
3. Методы производства резиновой обуви
Для получения резиновой (полимерной) обуви применяются клеевой метод, штампование, формование, литье под давлением, жидкое формование и формование из пластизоля (термоформование).
Клеевым методом вырабатывают цельнорезиновую и резинотекстиную обувь, которую собирают (склеивают) на колодке из отдельных деталей. Соединение деталей производится резиновым клеем. Собранную обувь лакируют и вулканизируют. В клееной обуви подошва и облицовочная резина имеют различную толщину, четко видны места соединения деталей. Метод склеивания применяется при производстве всех видов резиновой обуви, но в последние годы вытесняется другими из-за значительной трудоемкости.
Методом штампования вырабатываются галоши цельнорезиновые. Наружные детали и подошва обуви формируются в прессформе из резиновой смеси. Готовую обувь лакируют и вулканизируют. Штампованные галоши имеют толстые стенки облицовочной резины и поэтому грубые и тяжелые, но отличаются высокой износостойкостью. Внешней отличительной особенностью штампованной обуви является наличие следов от прессформы.
Формованием вырабатывают цельнорезиновые сапоги и галоши. При производстве формовой обуви используются жесткие или эластичные сердечники, на которые надевается подкладка. Сердечники с подкладкой обкладывают невулканизированной резиной и помещают в прессформу, где обувь приобретает готовый вид и вулканизируется. Формованная обувь выпускается нелакированной и используется для носки в тяжелых условиях. Методом формования прикрепляется также подошва в резинотекстильной обуви.
Литьевой метод применяется при производстве обуви из пластиката поливинилхлоридного (сапоги, галоши).
![]() Метод жидкого формования из микроячеистых полиуретанов (МПУ) используется при производстве обуви с верхом из тканей, трикотажа, кожи, искусственных обувных материалов с подошвой и союзкой из полиуретана. Образование подошвы и облицовочных деталей (союзки) происходит в форме, в которую поочередно заливают смесь, состоящую из диизоцианатов (компонент А) и гликолей (компонент Б). При взаимодействии этих компонентов образуется твердая пористая масса, которая затем скрепляется с текстильными деталями обуви. Метод жидкого формования применяется при изготовлении сапог, сапожек, а также двухслойной обуви.
Метод жидкого формования из микроячеистых полиуретанов (МПУ) используется при производстве обуви с верхом из тканей, трикотажа, кожи, искусственных обувных материалов с подошвой и союзкой из полиуретана. Образование подошвы и облицовочных деталей (союзки) происходит в форме, в которую поочередно заливают смесь, состоящую из диизоцианатов (компонент А) и гликолей (компонент Б). При взаимодействии этих компонентов образуется твердая пористая масса, которая затем скрепляется с текстильными деталями обуви. Метод жидкого формования применяется при изготовлении сапог, сапожек, а также двухслойной обуви.
Методом литья из пластизоля поливинилхлоридного (термоформование) вырабатывают полимерную обувь, по внешнему виду напоминающую кожаную. Для получения обуви этим методом используются поливинилхлоридные пласты — пластизоли. При повышенной температуре (180-200°С) частицы пластизоля слипаются и образуют пленку. Бесшовную оболочку обуви из пластизоля получают в герметичных полых формах, в которые заливают композицию пластизоля. Формы затем помещают в печи, в которых при нагреве на внутренней поверхности откладывается слой полимера требуемой толщины. К полученной оболочке обуви каблук приливают отдельно. Оболочки с каблуком охлаждают и соединяют с подкладкой наиритовым клеем.
Термоформование относится к наиболее перспективным методам производства полимерной обуви, а обувь из полиуретана и поливинилхлорида вытесняет резиновую.
4. Ассортимент резиновой обуви
Резиновую обувь подразделяют по следующим признакам:
¨ целевому назначению — на обувь бытового потребления, техническую обувь, применяемую в качестве спецодежды, и спортивную;
¨ характеру использования — на обувь, надеваемую поверх другой обуви, и на обувь, надеваемую непосредственно на ногу (на чулок, носок);
¨ полу и возрасту потребителей — на мужскую, женскую, мальчиковую, девичью и детскую;
¨ видам — на галоши, ботики, сапожки и полусапожки, сапоги, ботинки, туфли и полуботинки, сандалии;
¨ материалу верха — на обувь с цельнорезиновым верхом (галоши, чуни, сапожки, полусапожки, сапоги, сандалии), с текстильным верхом (ботинки, полуботинки) с цельнорезиновым или текстильным верхом (ботики, туфли);
¨ цвету материалов верха — на черную и цветную;
¨ высоте каблуков — на обувь с низкими, средними и высокими каблуками;
¨ методу производства — на клееную, штампованную, формованную и латексную.
Резиновую обувь подразделяют также по фасонам в зависимости от конструктивных особенностей верха обуви, формы носка (круглый, полукруглый, тупой, широкий, узкий), формы каблука и других признаков.
Рассмотрим основные виды резиновой обуви.
Галоши — один из наиболее распространенных видов резиновой обуви. В зависимости от высоты и конструкции верха галоши подразделяются на мелкие (низкие) — без язычков и с язычками, полувысокие, прикрывающие подъем стопы, и высокие, закрывающие полностью тыльную сторону стопы выше лодыжки. В настоящее время выпускаются в основном высокие галоши.
Высокие галоши вырабатывают мужские и мальчиковые, на подкладке из трикотажного хлопчатобумажного полотна с начесом или из шерстяной байки, с резиновым или текстильным задником, с узким носком; они предназначаются дня ношения без обуви или на кожаной обуви в зимнее время. Наряду с различными видами галош, изготовляемых с подкладкой, выпускаются также клееные и латексные галоши без подкладки, для надевания на валяную обувь.
Особую группу составляют технические галоши, подразделяемые на диэлектрические, противокислотные и противощелочные, диэлектрические (высоковольтные) боты с отворотами и чуни. Последние представляют собой формованные изделия типа полуглубоких галош без подкладки, с утолщенными бортами и подошвами. Технические галоши изготовляют с нелакированным цельнорезиновым верхом.
Сапожки и полусапожки предназначаются для надевания непосредственно на ногу. Их изготовляют цельнорезиновыми клееными, на подкладке из трикотажного хлопчатобумажного или полушерстяного полотна (подкладка под голенища также из саржи или бумазеи), без застежек, с накладными формованными каблуками, с складными утепленными стельками или без них, женские, девичьи и детские. Сапожки выпускают различных цветов, преимущественно лакированные, с отделкой (в особенности в обуви для детей) в виде декоративных утолщений, накладных (наклеенных) резиновых украшений, фигурных голенищ, бордюров, опушек из меха.
Сапоги, так же как сапожки и полусапожки, предназначаются для надевания на необутую стопу. Различаются сапоги по высоте голенищ, материалу подкладки и другим признакам. Наряду с сапогами без удерживающих приспособлений выпускаются высокие (рыбацкие) сапоги со штаниной, доходящие до пояса, и с ушками для продевания поясного ремня
Вырабатываются сапоги с верхом из нелакированной резины, с подкладкой из обрезиненной ткани, специальной ткани для сапог (ТДС), чулочной трубки, трикотажного полотна, саржи и бумазеи (для подкладки под голенища), с формованными накладными каблуками, мужские (короткие и высокие) и женские. В небольших количествах изготовляют другие виды сапог: без подкладки; утепленные с прокладкой из губчатой резины, а также с внутренней двухслойной прокладкой из полушерстяной и шерстяной ткани; морозостойкие и т. д.
В группе резиновых сапог существенное значение имеет различная производственная специальная обувь: рыбацкие сапоги, горнорудные сапоги, противокислотные и противощелочные сапоги для работы в химической промышленности, бензостойкие сапоги для работы в нефтедобывающей и нефтеперерабатывающей промышленности и т. п.
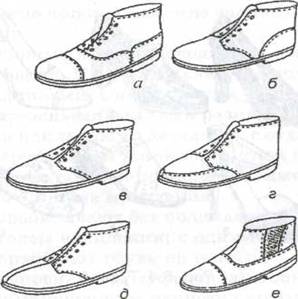
Ботинки предназначаются для надевания на необутую стопу. В настоящее время наряду со спортивными ботинками находят распространение бытовые утепленные ботинки. Их изготовляют преимущественно методом формования, с верхом из различных шерстяных тканей и сукон, на подкладке из шерстяной байки (иногда с верхом из утепленных хлопчатобумажных тканей, дублированных хлопчатобумажной байкой), различных видов кроя, на шнурках с блочками или с застежкой "молния", хлястиком на пряжке, клапаном на кнопках, с резиновой обсоюзкой, с накладным каблуком (в клееных изделиях), с вкладной утепленной стелькой или без нее, мужские, женские и девичьи.
Полуботинки и туфли. В последние годы ассортимент полуботинок и туфель, вырабатываемых резиновой промышленностью, значительно расширился за счет выпуска наряду со спортивными туфлями туфель для ношения на улице и дома.
Текстильно-резиновые туфли изготавливаются с верхом из различных тканей с различной фактурой и цветовым оформлением.
Похожие работы

... средой, а низ обуви — снятие электростатических зарядов. Эксплуатационные требования характеризуют способность обуви выполнять заданные функции в течение определенного времени. Разработаем номенклатуру показателей потребительских свойств мужской повседневной обуви (таблица 3.1). Таблица 3.1- номенклатура показателей качества повседневной мужской обуви Группа потребительских свойств ...




... питания; – исследование сегментации рынка и типологии потребителей; – изучения потребительских характеристик и конкурентоспособности товаров различных производителей; – изучения стандартов качества; – изучения товарных запасов; – исследования дефектной продукции, отбракованной в процессе реализации; – изучения реакции рынка на новый товар; – анализа информации о качестве и ассортименте ...
... товарных запасов заключается в поддержании их на определенном уровне, в маневрировании ими. Оно предполагает принятие торговыми работниками различных коммерческих решений с целью нормализации товарных запасов. В управлении товарными запасами на предприятиях оптовой торговли удобнее всего использовать электронную вычислительную технику, на базе которой создают автоматизированные системы ...

... исключить из продаж. По остальным товарным группам следует провести проанализировать возможность снижения торговой наценки. 3. Предложения по совершенствованию управления товарным ассортиментом гастронома «Пушкинский» 3.1 Оптимизация ассортимента Одним из способов повышения эффективности работы компании является оптимизация ассортимента выпускаемой продукции. Какие этапы включает этот ...
0 комментариев