Навигация
1. Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г.
Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда, кто, на каком оборудовании получал брак в прошлом. Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г.
Карты, которые используются при принятии решений называются кумулятивными.
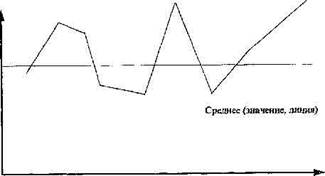
Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр. Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок. Сигналом о возможной разладке технологического процесса могут служить:
· выход точки за контрольные пределы; (процесс вышел из-под контроля) · расположение группы последовательных точек около одной контрольной границы, но не выход за нее, что свидетельствует о нарушении уровня настройки оборудования · сильное рассеяние точек на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процессаПри наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения. Таким образом, контрольные карты используются для выявления определенной причины, но не случайной. Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать. Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Контролироваться должны естественные колебания между пределами контроля. Нужно убедиться, что выбран правильный тип контрольной карты для определенного типа данных. Данные должны быть взяты точно той последовательности, как они собраны, иначе они теряют смысл. Не следует вносить изменений в процесс в период сбора данных. Данные должны отражать, как процесс идет естественным образом. Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции.
1.1 Типы контрольных карт
Контрольные карты (КК) – инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждать его отклонения от предъявляемых к процессу требований.
Результатом применения КК является получение объективной информации для принятия решений о стабильности процесса, разработки рекомендаций по улучшению качества выпускаемой продукции.
Существуют два основных типа контрольных карт: для качественных признаков (годен - негоден) и для количественных признаков. Для контроля по непрерывному признаку обычно строятся следующие контрольные карты:
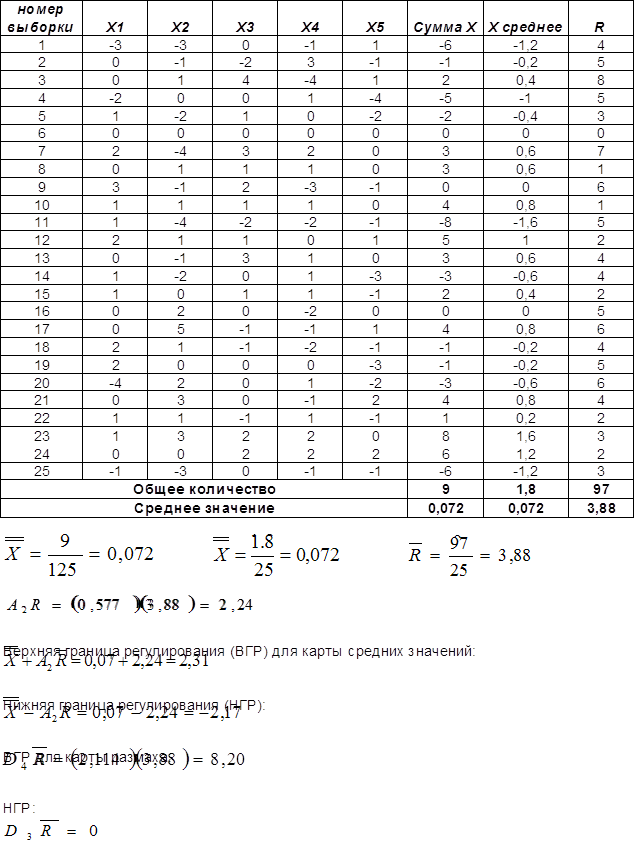
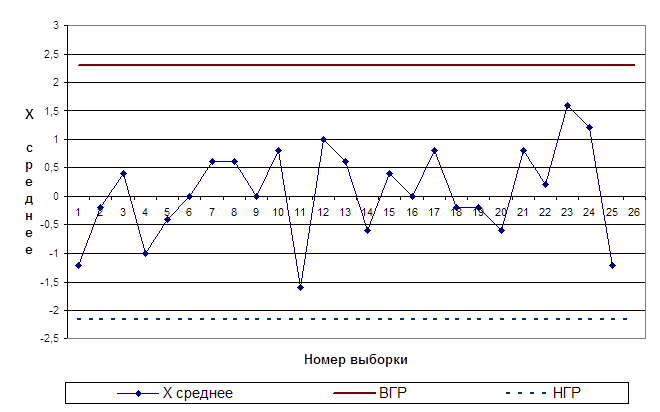
· X-карта. На эту контрольную карту наносятся значения выборочных средних для того, чтобы контролировать отклонение от среднего значения непрерывной переменной (например, диаметров поршневых колец, прочности материала и т.д.).
· R-карта. Для контроля за степенью изменчивости непрерывной величины в контрольной карте этого типа строятся значения размахов выборок.
· S-карта. Для контроля за степенью изменчивости непрерывной переменной в контрольной карте данного типа рассматриваются значения выборочных стандартных отклонений.
· S**2-карта. В контрольной карте данного типа для контроля изменчивости строится график выборочных дисперсий.
Для контроля качества продукции по альтернативному признаку обычно применяются следующие типы контрольных карт:
· C-карта. В таких контрольных картах строится график числа дефектов (в партии, в день, на один станок, в расчете на 100 футов трубы и т.п.). При использовании карты этого типа делается предположение, что дефекты контролируемой характеристики продукции встречаются сравнительно редко, при этом контрольные пределы для данного типа карт рассчитываются на основе свойств распределения Пуассона (распределения редких событий).
· U-карта. В карте данного типа строится график относительной частоты дефектов, то есть отношения числа обнаруженных дефектов к n - числу проверенных единиц продукции (здесь n обозначает, например, число футов длины трубы, объем партии изделий). В отличие от C-карты, для построения карты данного типа не требуется постоянство числа единиц проверяемых изделий, поэтому ее можно использовать при анализе партий различного объема.
· Np-карта. В контрольных картах этого типа строится график для числа дефектов (в партии, в день, на станок), как и в случае С-карты. Однако, контрольные пределы этой карты рассчитываются на основе биномиального распределения, а не распределения редких событий Пуассона. Поэтому данный тип карт должен использоваться в том случае, когда обнаружение дефекта не является редким событием (например, когда обнаружение дефекта происходит более чем у 5% проверенных единиц продукции). Этой картой можно воспользоваться, например, при контроле числа единиц продукции, имеющих небольшой брак.
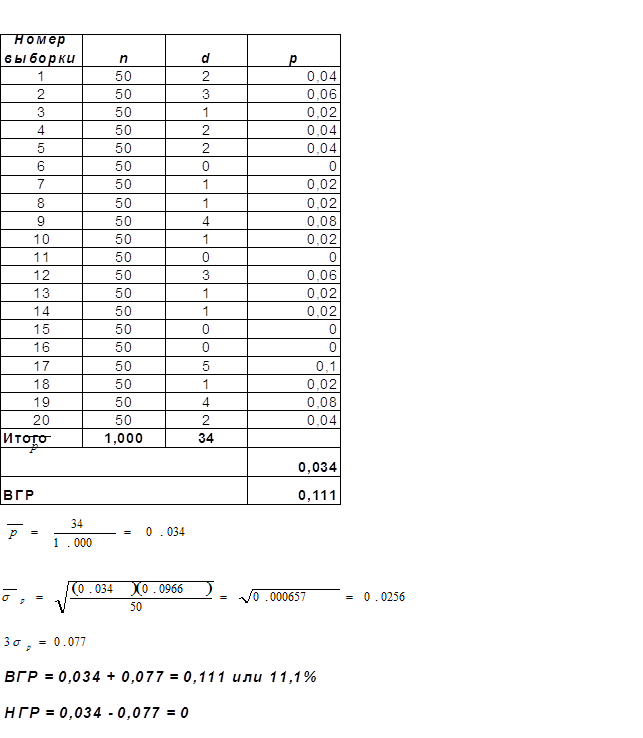
· P-карта. В картах данного типа строится график процента обнаруженных дефектных изделий (в расчете на партию, в день, на станок и т.д.). График строится так же, как и в случае U-карты. Однако контрольные пределы для данной карты находятся на основе биномиального распределения (для долей), а не распределения редких событий. Поэтому P-карта наиболее часто используется, когда появление дефекта нельзя считать редким событием (если, например, ожидается, что дефекты будут присутствовать в более чем 5% общего числа произведенных единиц продукции).
Все перечисленные выше типы карт допускают возможность построения кратких карт для производственных серий (краткие контрольные карты) и контрольных карт для нескольких процессов (многопоточные групповые карты).
Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса - это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям.
С помощью построения контрольных карт при наличии временной зависимости Вы можете проверить, лежат ли средние значения переменных в пределах области рассеяния, объясняемой действием случайных факторов, или же они выходят за пределы этой области. В общем случае подразделение данных может происходить не только по временным интервалам, а и посредством других подгрупп.
Похожие работы
... с принятием настоящего Федерального закона Со дня вступления в силу настоящего Федерального закона признать утратившими силу: Закон Российской Федерации от 18 июня 1993 года №5215–1 «О применении контрольно-кассовых машин при осуществлении денежных расчетов с населением» (Ведомости Съезда народных депутатов Российской Федерации и Верховного Совета Российской Федерации, 1993, №27, ст. 1018); ...


... , в области коммунальных услуг. Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. Статистические методы контроля качества продукции дают значительные результаты по следующим показателям: · повышение качества закупаемого сырья; · экономия сырья и рабочей силы; · ...
... привело к созданию японской научной школы в области качества, среди представителей которых следует, прежде всего, отметить К.Исикаву и Г. Тагути, внесших большой вклад в развитие статистических методов в управлении качеством. Так Каору Исикава впервые в мировой практике предложил оригинальный графический метод анализа причинно-следственных связей, получивший название "диаграммы Исикава". Сегодня ...
... Система управления качеством должна строится на определенных принципах, то есть системе правил, норм, основных положений, которыми следует руководствоваться при управлении качеством продукции. Пренебрежение этими принципами приводит к потере эффективности процесса совершенствования деятельности предприятия. Рассмотрим основные принципы управления качеством. Принцип системности: система ...
0 комментариев