Навигация
Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку
20559
знаков
0
таблиц
1
изображение
1.2 Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку
Иногда инженеру, занимающемуся контролем качества, приходится выбирать между применением контрольной карты для непрерывных переменных и контрольной карты по альтернативному признаку.
Преимущества контрольных карт по альтернативному признаку. Преимущество контрольных карт по альтернативному признаку состоит в возможности быстро получить общее представление о различных аспектах качества анализируемого изделия; то есть, на основании различных критериев качества инженер может сразу принять или забраковать продукцию. Далее, контрольные карты по альтернативному признаку иногда позволяют обойтись без применения дорогих точных приборов и требующих значительных затрат времени измерительных процедур. Кроме того, этот тип контрольных карт более понятен менеджерам, которые не разбираются в тонкостях методов контроля качества. Таким образом, с помощью таких карт можно более убедительно продемонстрировать руководству наличие проблем с качеством изделий.
Преимущества контрольных карт для непрерывных переменных. Контрольные карты для непрерывных переменных обладают большей чувствительностью, чем контрольные карты по альтернативному признаку. Благодаря этому, контрольные карты для непрерывных переменных могут указать на существование проблемы ухудшения качества, прежде чем в потоке продукции появятся настоящие бракованные изделия, выделяемые с помощью контрольной карты по альтернативному признаку. В работе Montgomery (1985) автор называет контрольные карты для непрерывных переменных основными индикаторами ухудшения качества, которые предупреждают об этих проблемах задолго до того, как в процессе производства резко возрастет доля бракованных изделий.
1.3 Индексы пригодности процесса
В случае контрольных карт для непрерывных переменных часто возникает необходимость включить в итоговый вывод результатов анализа так называемые индексы пригодности процесса. Коротко говоря, индексы пригодности процесса выражают (в виде отношения), какая часть деталей или изделий, производимых в рамках текущего производственного процесса, по своим характеристикам попадает в определенные технологами пределы (в частности, в инженерные допуски).
К примеру, так называемый индекс Cp находится следующим образом:
Cp = (ВГС-НГС)/(6* )
где представляет собой оценку стандартного отклонения процесса, ВГС и НГС - соответственно верхнюю и нижнюю границы плановой спецификации (инженерные допуски). Если распределение контролируемой характеристики качества или переменной (например, размер поршневых колец) подчиняется нормальному закону, и процесс абсолютно точно центрирован (т.е. среднее значение процесса соответствует положению центральной линии на контрольной карте), то данный индекс может интерпретироваться как та часть стандартной кривой нормального распределения (ширина процесса), которая находится внутри границ инженерных допусков. В случае нецентрированного процесса, вместо рассмотренного выше индекса используется уточненный индекс Cpk . Для "пригодного" процесса индекс Cp должен быть больше 1. Это означает, что для того, чтобы можно было ожидать попадание более 99% всех выпущенных деталей или изделий в рамки приемлемых инженерных спецификаций, величина интервала между контрольными пределами плановых спецификаций должна превышать 6 .
1.4 Другие специализированные типы контрольных карт
X-карты для данных с негауссовским распределением
Контрольные пределы для стандартных X-карт вычисляются, исходя из предположения о приблизительно нормальном распределении выборочных средних. Следовательно, для отдельных наблюдений в выборках нормальность распределения не обязательна, так как. по мере увеличения объема выборок распределение выборочных средних будет приближаться к нормальному (см. обсуждение центральной предельной теоремы в разделе Элементарные понятия статистики. Однако необходимо отметить, что при построении R-карты, S-карты и S**2-карты предполагается, что отдельные наблюдения обладают нормальным распределением
Контрольная карта T**2 Хотеллинга
Когда исследуется несколько взаимосвязанных характеристик качества (заданных в виде нескольких переменных), для всех средних значений можно построить общий график, воспользовавшись для этого многомерной статистикой Хотеллинга T**2.
Контрольная карта накопленных сумм (CUSUM-карта)
Контрольная карта типа CUSUM была впервые предложена в 1954 году. Если строить график накопленной суммы отклонений от плановых спецификаций для следующих друг за другом выборочных средних, то даже малые постоянные сдвиги среднего значения процесса постепенно приведут к накоплению ощутимой суммы отклонений. Поэтому данный тип контрольных карт особенно хорошо подходит для обнаружения малых постоянных сдвигов процесса, которые могут оказаться незамеченными при применении Х-карты. Например, когда из-за износа оборудования процесс медленно "выскальзывает" из-под контроля, в результате чего размеры изделий превышают плановые спецификации (или становятся ниже их), при применении контрольной карты данного типа будет получен монотонно растущий (или снижающийся) график накопленной суммы отклонений от плановых спецификаций.
Контрольная карта скользящего среднего (MA-карта)
Одним из способов отслеживания трендов и обнаружения незначительных постоянных сдвигов среднего значения процесса является построение описанной выше CUSUM-карты. Другой способ состоит в использовании одной из схем установления весов данных, согласно которой осуществляется суммирование нескольких средних.
Контрольная карта экспоненциально взвешенного скользящего среднего (EWMA-карта)
Идея построения скользящих средних для последовательных (соседних) выборочных значений может быть обобщена. В принципе, чтобы обнаружить тренд, необходимо присвоить веса следующим друг за другом выборочным значениям, получив таким образом скользящее среднее. Однако, вместо простого арифметического скользящего среднего, можно найти геометрическое скользящее среднее.
Данный метод усреднения предполагает, что вес исторически "старых" выборочных средних уменьшается по геометрическому закону при присоединении новых выборочных средних. Интерпретация контрольной карты данного типа имеет много общего с интерпретацией карты скользящего среднего. EWMA-карта позволяет обнаружить малые сдвиги исследуемых средних значений и, следовательно, ухудшение качества производственного процесса.
2. Проектирование контрольной карты
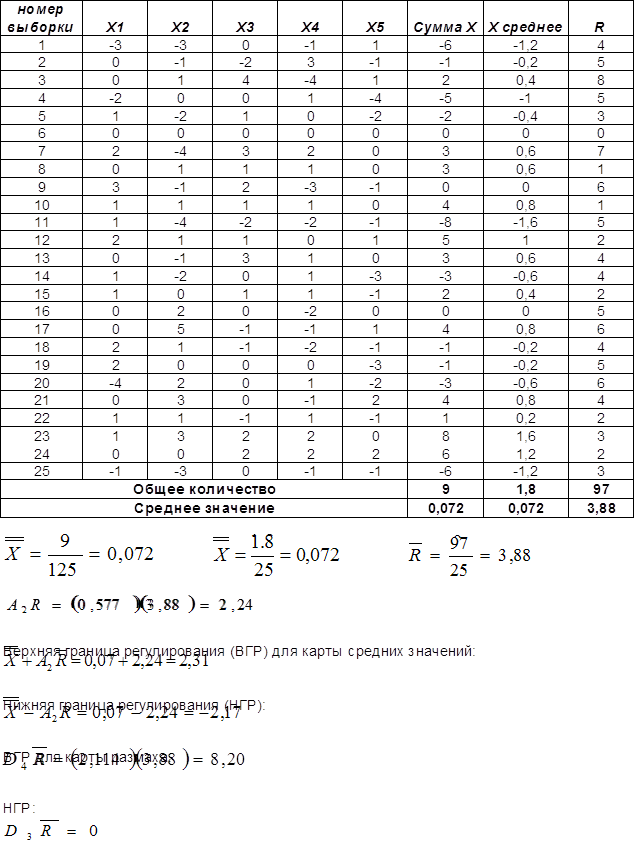
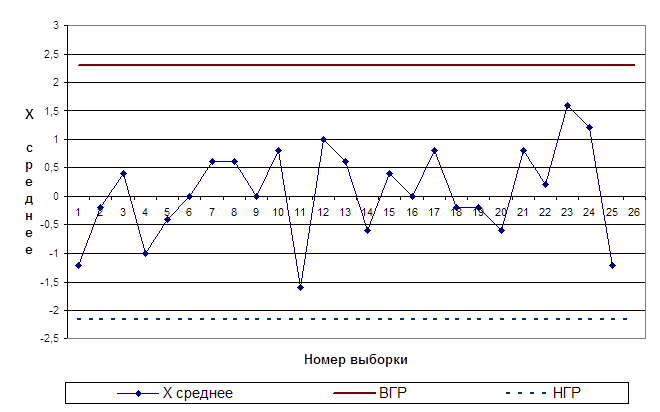
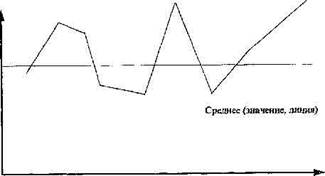
Рассмотрим изложенное на примере производства минераловатных теплоизоляционных плит на заводе. Для этого построим КК по показателю предела прочности при сжатии плит марки СС 105 (рис. 3). Как видно из рисунка, процесс находится в стабильном состоянии и корректировка не требуется. Если бы он был не стабилен, то с помощью такой КК можно было бы определить номер выборки, а с помощью других инструментов - причину выхода процесса из стабильного состояния. В каждом конкретном случае определяют факторы, влияющие на сбой, будь то технологические аспекты, квалификация персонала, либо случайные факторы.
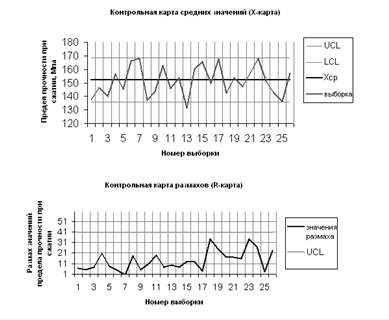
Рисунок 3 - Контролькная карта ![]() -R по показателю предел прочности при сжатии
-R по показателю предел прочности при сжатии
Таким образом, контрольные карты – это практический и доступный инструмент системного анализа, с помощью которого руководители всех уровней и в любых организациях могут на деле избежать большинства проблем, вызванных отсутствием системного подхода к анализу и решению проблем, управлять процессом производства, принимать своевременные и мотивированные решения для обеспечения стабильности и повышения качества выпускаемой продукции.
Заключение
При выполнении данной курсовой работы познакомилась с основнами статистическими методами. Применила к реальному процессу один из методов – контрольные карты и убедилась в удобстве их использования.
Специалистам остается только правильно интерпретировать полученные данные и своевременно вмешиваться в производственный процесс.
Литература
1. Жулинский С.Ф., Новиков Е.С., Поспелов В.Я. «Статистические методы в современном менеджменте качества». М.: Фонд «Новое тысячелетие», 2001.
2. Аристов О.В. «Управление качеством» М.: ИНФРА-М, 2004.
3. Гличев А.В., Круглов М.И. “Управление качеством продукции” М: “Экономика” 1979.
4. Гличев А. В. “Современные методы управления качеством” “Стандарты и качество” // №4,9,1996г.
5. Каплен Г. “Практическое введение в управление качеством” М: “Издательство стандартов”, 1976г.
Похожие работы
... с принятием настоящего Федерального закона Со дня вступления в силу настоящего Федерального закона признать утратившими силу: Закон Российской Федерации от 18 июня 1993 года №5215–1 «О применении контрольно-кассовых машин при осуществлении денежных расчетов с населением» (Ведомости Съезда народных депутатов Российской Федерации и Верховного Совета Российской Федерации, 1993, №27, ст. 1018); ...


... , в области коммунальных услуг. Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. Статистические методы контроля качества продукции дают значительные результаты по следующим показателям: · повышение качества закупаемого сырья; · экономия сырья и рабочей силы; · ...
... привело к созданию японской научной школы в области качества, среди представителей которых следует, прежде всего, отметить К.Исикаву и Г. Тагути, внесших большой вклад в развитие статистических методов в управлении качеством. Так Каору Исикава впервые в мировой практике предложил оригинальный графический метод анализа причинно-следственных связей, получивший название "диаграммы Исикава". Сегодня ...
... Система управления качеством должна строится на определенных принципах, то есть системе правил, норм, основных положений, которыми следует руководствоваться при управлении качеством продукции. Пренебрежение этими принципами приводит к потере эффективности процесса совершенствования деятельности предприятия. Рассмотрим основные принципы управления качеством. Принцип системности: система ...
0 комментариев