Навигация
Краткая характеристика предприятия
76378
знаков
48
таблиц
6
изображений
2.1 Краткая характеристика предприятия
Предприятие ОАО «Бетон» было образованно в 1976 году на базе полигона камнеобрабатывающего завода, приказом №58 Министерства Промстройматериалы РСФСР. Было сформировано отдельное предприятие которое называлось ЖБИ «Главстрой», на данный момент ОАО «Бетон».
Первоначально выпускалась только однотипная продукция, такая как винстолбы для винограда, но в процессе реконструкции завода была построена котельная, главный корпус, 2-е поточные линии для формирования железобетонных многопустотных плит перекрытия и два блока пропарочных камер. Годовой объем производительности завода составил 27000 м![]() .
.
Позднее сформировалось 2-а полигона для формовки с естественным вызреванием железобетонных ленточных фундаментов, появились камеры добора, подвозка бетона к которым осуществлялась с помощью автосамосвалов, с помощью этих камер изготавливали: перемычки, плиты перекрытия каналов, лотковые элементы, всего 150 наименований. Параллельно выпускался бетон и раствор для СМУ с годовым объемом 9000м![]() .
.
В 1986 году на базе завода Челябинский проектный институт разработал и сделал установку для жаростойких футоровочных блоков (вагонеток), применяющихся при обжиге кирпича.
После перестройки участок закрылся. В настоящее время ОАО «Бетон» выпускает продукцию по мере необходимости и оказывает строительно-монтажные работы. Юридический адрес ОАО «Бетон»: Ставропольский край, город Минеральные Воды, 4 км. 2-я Промзона, ул. Промышленная, 25.
Банковские реквизиты: р/с 40702810704000000125 ОСБ № 1258, БИК 040587956, к/с 965231487500000000257, ИНН 2356410250.
Основным рынком сбыта продукции ОАО «Бетон» являются предприятия: ООО «Севкавстройинвест»; ООО УМС «Минераловодское»; ЗАО «ОАТ – Ирмаст Центр»; СМУ – 21 ЗАО г. Мин-Воды; ЗАО ТП «Минераловодское»; ОАО «Кавминавтодор».
Продукция выпускается согласно ГОСТов и ТУ и подтверждается паспортом на данный вид изделия.
Номенклатура выпускаемой продукции:
Плиты перекрытия железобетонные многопустотные, серии 1.141-1, ТУ 5842-001-00000754-99;
Перемычки железобетонные для зданий с кирпичными стенами, серии 1.038-1, ГОСТ 948-84;
Балконные плиты, ПП-03-02, Альб. 18-64;
Лестничные марши, серии 1.151-1; 1.251-2С;
Лотки, плиты перекрытия лотковых элементов, серии 3.0031-2.871-7, ИС-01-04;
Прогоны, ИИ-02-03, Альб. 108;
Плиты ленточных фундаментов, ГОСТ 13580-85;
Блоки бетонные для стен подвалов, ГОСТ 13579-78;
Товарный бетон, ГОСТ 7473-94.
Основными видами деятельности являются:
осуществление строительных работ, посредническая деятельность;
реализация собственной продукции и услуг в Российской Федерации;
разведка, разработка и эксплуатация месторождений полезных ископаемых.
Организационно - правовая форма предприятия:
Открытое Акционерное Общество. Правовое положение акционерного общества, права и обязанности акционеров определяются в соответствии с Гражданским Кодексом РФ и законом об акционерных обществах (Федеральный закон от 8 июля 1999 г. № 138-ФЗ).
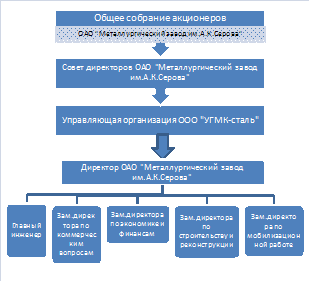
Организационная структура предприятия: во главе стоит генеральный директор, которому непосредственно подчиняются:
- Главный инженер;
- Бухгалтерия;
- Планово-производственный отдел;
- Отдел метериально-технологического снабжения;
- Отдел технического контроля.
В свою очередь главному инженеру подчиняется:
- Отдел охраны труда и техники безопасности;
- Технологический отдел;
- Инженер энергетик;
- Подразделение основного производства.
В подчинении у главного механика:
- Механический цех;
- Гараж;
Инженер энергетик отвечает за:
- Ремонтную службу;
- Котельную;
- Компрессоры.
В подчинении у подразделения основного производства следующие:
- Бетоносмесительный отдел;
- Главный корпус;
- Полигон;
-Арматурный цех.
Непосредственно в подчинении у генерального директора находятся: отдел кадров, который занимается наймом и увольнением специалистов и рабочих; бухгалтерия, ОТК – главной задачей является обеспечение качества выпускаемой продукции; планово-производственный отдел занимается разработкой и внедрением мероприятий по повышению качества продукции и выявлению причин брака и его устранению; главный инженер; отдел материально-технического снабжения.
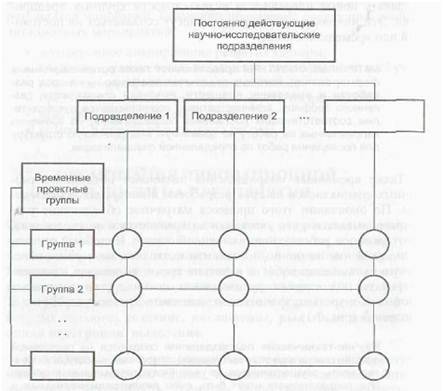
Схема управления ОАО «Бетон» представлена на рис. 1.
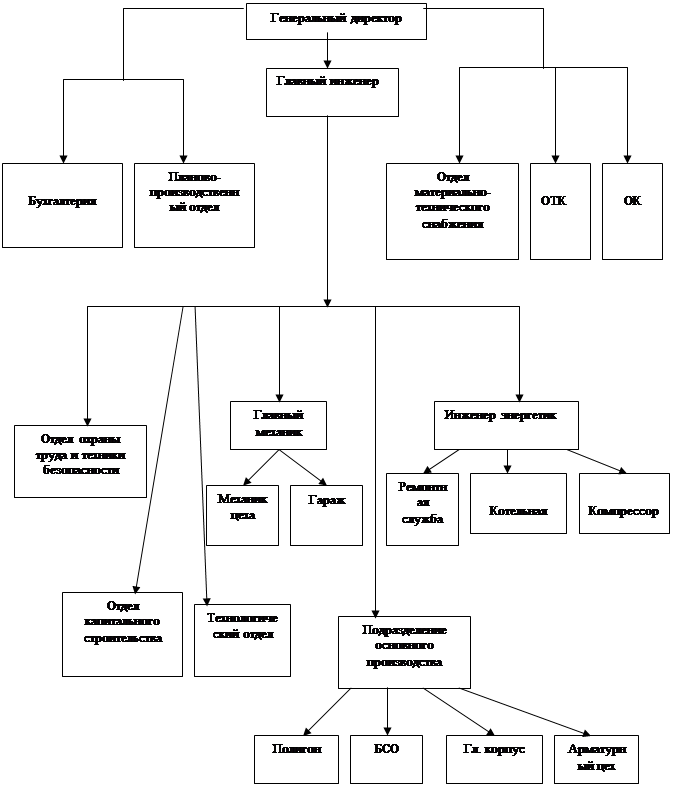
Рисунок 1. Схема управления ОАО «Бетон».
Таблица 1
Основные технико-экономические показатели работы предприятия
| Наименование показателя | 2007 год | 2008 год | Изменение | |
| Абсол. | Относ. % | |||
| 1.Выручка от продаж, тыс. руб. | 95076 | 123624,5 | 28548,5 | 30,03 |
| 2.Среднесписочная численность рабочих, чел | 202 | 202 | 0 | 0,00 |
| 3.Производительность труда рабочего, тыс. руб/чел | 380,3 | 461,3 | 81 | 21,30 |
| 4.Среднегодовая стоимость ОПФ, тыс. руб | 6602,5 | 6759,13 | 156,63 | 2,4 |
| 5.Фондоотдача, руб./руб. | 7,2 | 9,2 | 2 | 27,8 |
| 6.Себестоимость, тыс.руб | 70674,5 | 83796,5 | 13122 | 18,6 |
| 7.Общая прибыль, тыс.руб | 5832,5 | 7395 | 1562,5 | 26,8 |
| 8.Затраты на руб. товарной продукции, коп. | 0,95 | 0,73 | - 0,22 | - 23,16 |
| 9.Чистая прибыль, тыс. руб | 23769 | 30906 | 7137 | 30,03 |
| 10. Рентабельность продаж, % | 25,7 | 29,8 | 4,1 | 15,95 |
Таким образом, можно сделать вывод, что экономическое положение на предприятии ОАО «Бетон» устойчивое.
2.2 Разработка мероприятия
В данном разделе необходимо сформировать портфель инновационных проектов организации, соответствующий ее стратегии и современному положению. Рассмотрим предлагаемые к реализации нововведения по следующим направлениям:
технический аспект (основные характеристики новой продукции, услуги или технологии);
организационный аспект (описание основных этапов инновационного процесса);
экономический аспект (прогнозируемое изменение экономических показателей, связанное с реализацией проекта).
Проект А. Организация производства вяжущих низкой водопотребности
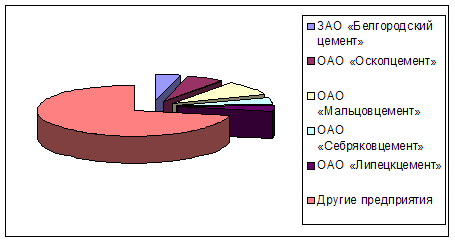
На исследуемом предприятии цемент производится устаревшим и энергоемким «мокрым способом». Он требует огромных затрат топлива и энергии, цены на которые постоянно растут. А так как увеличение тарифов естественных монополий ведет к повышению себестоимости, следовательно, растет и отпускная цена на цемент. Это, в свою очередь, ведет к резкому сокращению сбыта продукции, и, соответственно, к снижению прибыльности. Поэтому на данном предприятии необходимо внедрение высокоэффективных энергосберегающих технологий и доведение доли сухого способа производства цемента хотя бы до 20-30%.
Технический аспект
ОАО «Бетон» предлагается купить линию по производству вяжущих низкой водопотребности (далее - ВНВ). Создание новых видов вяжущих обеспечивает снижение расхода клинкерной части цемента на 40-50%, приближает производство вяжущего к объектам строительства и, как следствие, снижает транспортные расходы до 70%. На основе этих вяжущих создаются строительные материалы низкой энергоемкости.
Таким образом, актуальность разработки заключается в том, что по технологии получения ВНВ из имеющегося клинкера можно получать в 1,5-2 раза больше вяжущего материала нормального качества и значительно экономить энергозатраты на его производство (80 кг. условного топлива против 210 кг.).
Вяжущие низкой водопотребности ВНВ получают путем совместной обработки цементного клинкера (или портландцемента) и специального модификатора, а также при необходимости активной минеральной добавки (золы-уноса, пуццоланы, шлака и т. п.) и/или наполнителя, а также гипсового камня (гипса) в помольных агрегатах.
Проведем оценку основных характеристик разработки, обеспечивающих конкурентоспособность:
1. Научно-технический уровень:
1.1. По отношению к лучшим отечественным образцам:
ВНВ по сравнению с портландцементом обеспечивает повышение гидравлической активности, в среднем, на 50 МПа в 28-суточном возрасте. Марки ВНВ по прочности достигают 800-1100. Достоинства: экономия клинкера – до 60%; тепловых и энергетических ресурсов на 35-45%
1.2. По отношению к лучшим мировым образцам:
Анализ мировой практики и литературных источников показывает, что аналог ВНВ отсутствует.
2. Экологичность:
Предлагаемая технология способствует решению экологических проблем, т.к. предполагает использование отходов металлургической, энергетической и горнорудной отраслей промышленности (зол, шлаков и т.д.).
3. Наличие конкретных потребителей:
Строительная отрасль России, предприятия топливно-энергетического комплекса.
Использование на практике принципов механохимической активации позволило получить вяжущие, качество которых при содержании в них 50-70 процентов минеральных добавок не уступает качеству цементов марок 500-600 (класса 45 по EN). При замене гипса в ВНВ на химические регуляторы схватывания и твердения, а также с применением специальных добавок, понижающих точку замерзания воды в бетоне, получена широкая гамма вяжущих для ведения бетонных работ при отрицательных температурах. Одно то, что бетоны на основе ВНВ имеют в 1,5 раза большую, чем обычные бетоны, морозостойкость (200-300 циклов) делает их куда более эффективными для изготовления наружных стеновых и цокольных панелей. Вяжущие низкой водопотребности (ВНВ) применяются в строительстве при возведении монолитных зданий и сооружений, при производстве сборных бетонных и железобетонных изделий и там, где требуются безвибрационные технологии и беспропарочные режимы твердения изделий.
Вяжущие низкой водопотребности декоративные (ВНВД) - гидравлическое вяжущее вещество, получаемое совместной механохимической обработкой белого, цветного или серого (обычного) портландцемента, красителей, сухого модификатора и, при необходимости, минеральных добавок. Вяжущие низкой водопотребности декоративные (ВНВД) применяются в строительстве при производстве белых и цветных бетонных плит, камней, блоков и других архитектурных строительных изделий, а также при изготовление белых и цветных декоративных сухих смесей, растворов, бетонов, покрытий и фактурных слоев. Применение ВНВД позволяет получать декоративные материалы и изделия, обладающие высокой прочностью, морозостойкостью, водонепроницаемостью, низкой истираемостью при высокой точности копирования формообразующей поверхности.
При этом использование цветных цементов и сухих минеральных красителей широкой цветовой гаммы, в сочетании с повышенной способностью бетонных смесей на ВНВ копировать рельефные рисунки любой сложности, позволит значительно упростить и удешевить изготовление декоративных облицовочных, повысить их художественно-архитектурную выразительность. Вследствие того, что бетонные смеси на ВНВ не требуют еще и тепловой обработки, широкое применение в производстве декоративных элементов для фасадов, интерьеров и малых архитектурных форм, могут найти матрицы и вкладыши из каучукосодержащих материалов - тиокола или виксинта, что кроме всего прочего, еще существенно снизит затраты труда на их изготовление и стоимость самих изделий.
Применение ВНВ позволяет потенциально увеличить реальную активность цемента в 2-2,8 раза, и соответственно, прочность бетона в 1,5-2 раза. Дальнейшее повышение прочности ограничивается свойствами и характеристиками заполнителей. Ясно, что такой прирост прочности может быть реализован в виде существенных технологических преимуществ.
Потенциальные возможности увеличения прочности бетона могут быть преобразованы в различные превышенные другие его характеристики и особенно технологические его свойства. Внедрение ВНВ с этой точки зрения обеспечивает возможности расширения этих свойств, которые позволяют говорить о принципиально новых технологических возможностях бетонных смесей.
Необходимо отметить, что использование ВНВ вместо цемента с различными добавками, вводимыми в бетономешалку, значительно (в 2-3 раза) увеличивает время начала и окончания схватывания бетонной смеси, что позволяет перевозить ее на значительно большие расстояния. Это в свою очередь приведет к тому, что в целом по каждому району строительства можно будет обходиться меньшим количеством бетонных заводов.
Применение ВНВ позволяет сократить в зимних условиях ухода за бетонной смесью, а также уменьшить продолжительность технологических перерывов, назначаемых обычно для набора прочности бетона. Может быть сокращено так же время ухода за свежеуложенным бетоном в жаркое время года и, естественно, снижены затраты труда, расход воды и т. д.
В целом же применение ВНВ в условиях стройплощадки, расширяя технологические и физико-механические свойства бетона и условия его применения не требует каких-либо существенных изменений в технологии бетонных работ.
Организационный аспект
Изготовление ВНВ может производиться полунепрерывным (поточным) или периодическим способами производства. Организация производственного процесса основывается на следующих принципах:
Прямоточность – горизонтальная, прямолинейная – сырьё, полупродукты перемещаются к рабочим постам периодически конвейерными механизмами.
Ритмичность – повторяемость каждой операции и всего технологического процесса в целом через строго установленные промежутки времени.
Непрерывность – каждая последующая операция процесса выполняется после окончания предыдущей операции, оборудование и обслуживающий персонал не простаивают.
Для изготовления вяжущего необходим комплект оборудования, состоящий из бункеров для исходных материалов (минеральных наполнителей, клинкера или цемента, модификаторов), помольного устройства, емкости для хранения ВНВ. Оборудование размещается на площадке 18х54 м. Обеспечение энергоносителем в 400 кВт.
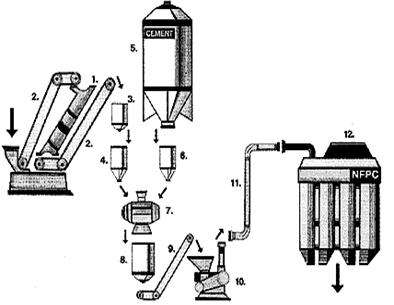
На рис. 2 приведена технологическая схема производства ВНВ с помощью автоматизированного комплекса для производства тонкомолотых вяжущих и специальных цементов Поток-12.
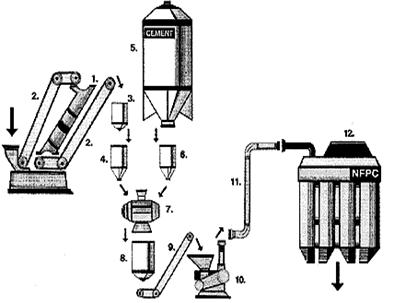
Рисунок 2. Технологическая схема производства вяжущих низкой водопотребности
Условные обозначения:
1. Печь
2. Нория (шнековый транспортер)
3. Приемный бункер
4. Дозатор песка (сыпучих добавок и т.п.)
5. Цементная емкость
6. Дозатор цемента
7. Смеситель
8. Приемный бункер
9. Шнековый транспортер
10. Помольная установка (совместный помол цемента и песка)
11. Пневмопровод
12. Цементные силоса
Экономический аспект
Для изготовления вяжущих низкой водопотребности необходим комплект оборудования, состоящий из бункеров для исходных материалов (минеральных наполнителей, клинкера или цемента, модификаторов), помольного устройства, емкости для хранения вяжущих низкой водопотребности.
Производительность установки – 20 тыс. т. в год. Оборудование размещается на площадке 18х54 м2. Обеспечение энергоносителем в 400 кВт.
На изготовление и строительство промышленной линии производительностью 20 тыс. т. в год необходимо взять кредит в банке, равный 23640 тыс. руб. Потенциальный объем продаж вяжущих должен составить около 168 млн. руб.
Для производства вяжущих у предприятия возникает потребность в дополнительном персонале. При работе в 3 смены необходимо привлечь 5 человек рабочих и 1 мастера (в смену). Таким образом, общая потребность в персонале составит 18 человек. Для работы на новом оборудовании персоналу обязательно необходимо пройти обучение и сдать квалификационный экзамен.
Мероприятия по охране труда в ОАО "Бетон" по производству вяжущих низкой водопотребности должны проводиться в соответствии с «Гигиеническими требованиями к предприятиям производства строительных материалов и конструкций» от 11.06.2003. (гл. XX. Производство вяжущих материалов: цемента, гипса, алебастра, извести, гаджи и др.)
Основные технологические процессы следует комплексно автоматизировать, иметь дистанционное управление с пультов, располагающихся в изолированных помещениях с допустимыми условиями труда.
Все бетоны на основе вяжущих низкой водопотребности отличаются значительно меньшей энергоемкостью, а с экологической точки зрения новая технология позволяет почти вдвое сократить выбросы промышленных газов в цементной промышленности и вовлечь в производство огромное количество разнообразных техногенных отходов. Воздух, удаляемый из печей при производстве вяжущих, предварительно очищается в осадочной шахте, в циклонах и окончательно в рукавных фильтрах и электрофильтрах. Проект B как раз и подразумевает внедрение электрофильтра.
Проект B. Организация внедрения электрофильтра
Необходимость замены фильтра в ОАО "Бетон" вызвана тем, что он был установлен в 1991 году. Несмотря на неоднократно проводившиеся капитальные ремонты, эффективность пылеулавливающего оборудования резко снизилась. Реализация данного проекта позволит существенно улучшить экологическую обстановку на предприятии.
Технический аспект
После установки нового электрофильтра на исследуемом предприятии пылевыбросы на вращающейся печи №1 должны сократиться на 94%.
Вертикальный электрофильтр-труба будет рассчитан в соответствии с исходными данными, предоставленными в технических требованиях на разработку проектно-конструкторской документации (табл. 2).
Таблица 2.
Исходные данные для расчета
| Наименование параметра | Значение |
| Общий объем пылегазовоздушной смеси, поступающей на электрофильтр, м3/ч (с учетом ковшового транспортера) | 50 000 (80 000) |
| Температура пылегазовоздушной смеси перед электрофильтром, С◦ | 120…170 |
| Запыленность пылегазовоздушной смеси перед циклонами, г/м3 | 50 |
| Требуемая запыленность пылегазовоздушной смеси после электрофильтра, г/м3 | 0,05 |
Технические показатели электрофильтра сведены в таблицу 3.
Таблица 3.
Технические характеристики электрофильтра
| Параметр | ЭВУ 28-15-9-7WS640-400 |
| Производительность по очищенному газу, м3/ч | 70000 |
| Запыленность газа на выходе, г/м3 | 0,05 |
| Температура очищаемого газа, С° | 120...170 |
| Количество газовых проходов, шт. | 15 |
| Площадь активного сечения, м2 | 28 |
| Скорость газов в активном сечении, м/с | 0,7 |
| Межэлектродное расстояние, мм | 400 |
| Количество осадительных электродов, шт. | 16 |
| Количество элементов в осадительном электроде, шт. | 7 |
| Ширина элемента осадительного электрода, мм | 640 |
| Высота осадительного электрода, мм | 9100 |
| Количество коронирующих электродов, шт. | 15 |
| Расчетная площадь осаждения осадительных электродов, м2 | 1400 |
| Активная длинна полей, м | 9,1 |
| Время пребывания частиц в активной зоне, с | 13 |
| Удельная площадь осаждения, м2/м3/с | 75 |
| Габариты, мм длина ширина высота | 5800 6600 19000 |
Организационный аспект
Электрофильтр состоит из следующих элементов:
• Корпуса
• Системы газораспределения
• Осадительных и коронирующих электродов
• Системы встряхивания
• Питания высокого напряжения
Корпус
Корпус состоит из опорного пояса с щелевым бункером, стоек, стеновых панелей и крыши.
Конструкция корпуса выполнена с расчетом нести нагрузку от собственной массы, внутреннего оборудования, теплоизоляции, усилия, вызванные внутренним разрежением, климатические нагрузки и дополнительные нагрузки, связанные с условиями эксплуатации.
К стенкам корпуса привариваются уголки, предназначенные для опоры осадительных электродов. На крыше устанавливаются изоляторы, на которые через систему балок, опираются коронирующие электроды. Нагрузка через стойки передается на опорный пояс и постамент. Изоляторы защищены специальными металлическими кожухами со съемной крышкой.
Стеновые панели и потолок в виде укрупненных секций с теплоизоляцией поставляются на монтажную площадку, где собираются в цельную конструкцию и крепятся к несущим конструкциям корпуса. Данная технология позволяет сэкономить время и средства по теплоизолированию корпуса электрофильтра на 80%.
Корпус электрофильтра содержит в соответствующих местах герметичные смотровые люки круглого или элептического сечения, снабженные защитным устройством блокировки. На конструкцию люков разработаны технические условия ТУ У 29.2 - 32372595 - 009 - 2006.
Внутреннее механическое оборудование
Система газораспределения
Система газораспределения не имеет ярко выраженной конструкции, т.е. разработана целая система, позволяющая улучшить газораспределение и снизить вторичный унос. Запыленный поток по газоходу попадает в вертикальный электрофильтр выше опорного пояса. На входе устанавливается решетка из уголков. Второй частью входящей в систему газораспределения являются специальные карманы, прикрепленные к осадительным электродам. Данные карманы обеспечивают свободное падение уловленной пыли без ее контакта с запыленным потоком на входе в электрофильтр.
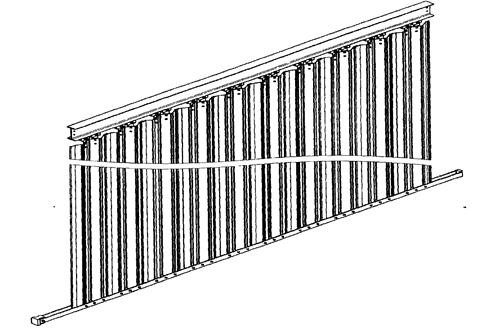
Осадительные электроды
Осадительный электрод WS - формы изготавливается из листовой стали 08Ю толщиной 1,2...1,5 мм методом холодного профилирования. Профиль WS640 работает при температуре 350°С, большим преимуществом которого является повышенная жесткость, абразивная стойкость, препятствие вторичному уносу пыли, а также очень низкое аэродинамическое сопротивление.
Рис.3. Электрод осадительный
В верхней части элементы крепятся к балке подвеса, которая устанавливается на специальные опоры. В нижней части к элементам крепится балка встряхивания воспринимающая на себя удар молотка при встряхивании и передающая вибрацию на осадительный электрод.
На конструкцию осадительных электродов утверждены технические условия ТУ У 29.2-32372595-001-2005.
Коронирующие электроды
В качестве элемента коронирующего электрода применяется V-образный элемент с длиной иглы до 25 мм. Конструкция коронирующего электрода является жесткой и позволяет применять элементы длиной до 4 м. Элементы устанавливаются в плоскую рамную конструкцию, образуя коронирующий электрод.
Коронирующие электроды через систему балок опираются на керамические изоляторы, устанавливаемые на крыше электрофильтра.

Рис. 4. Коронирующий электрод
Конструкция коронирующих элементов исключает так называемые пережоги дуговым разрядом.
На конструкцию коронирующих электродов утверждены технические условия ТУ У 29.2-32372595-001-2005.
Механизм встряхивания осадительных электродов
Система состоит из вала встряхивания, на котором расположены со смещением под углом (веером) молотки.
Весь комплекс приводится в действие с помощью редукторного двигателя, вращающегося с низкой скоростью. Механизм встряхивания с мотор-редуктором располагается на площадке обслуживания снаружи электрофильтра, что позволяет беспрепятственно обслуживать весь механизм.
Используемое устройство имеет преимущество в том, что обеспечивает продольное встряхивание ряда осадительных электродов, ограничивая, таким образом, повторное поднятие пыли. Для встряхивания осадительных электродов применяется двустороннее встряхивание. Это выполнено с целью снижения силы удара, а соответственно и снижения вторичного уноса. Форма молотка обеспечивает его надежность.
На конструкцию утверждены технические условия ТУ У 29.2 - 32372595 -012-2004.
Механизм встряхивания коронирующих электродов
Узел встряхивания коронирующих электродов, разработанный нашей фирмой не имеет аналогов в мире и позволяет значительно упростить конструкцию электрофильтра и повысить эффективность его работы. А именно не требуется вал изолятор, защищающий электрофильтр от электропробоев. Встряхивание производится пневмоимпульсным путем. Особенностью системы является высокая степень работоспособности за счет отсутствия вращающихся частей: валов и вал-изоляторов.
Отказ от системы механического встряхивания коронирующих электродов путем подъема и сброса молотков, расположенных над электродной системой, уменьшает на 15% объем корпуса электрофильтра, что повышает коэффициент использования объема электрофильтра под создание поля коронного разряда. Такого результата пока не имеют ведущие мировые производители электрофильтров.
Питание высокого напряжения
Питание полей электрофильтра осуществляется от высоковольтного повышающе-выпрямительного агрегата.
Преобразовательный агрегат серии АТФИ
Агрегат серии АТФИ с системой управления серии АРН-МП предназначен для питания током высокого напряжения полей промышленных электрофильтров.
Повышающе-выпрямительное устройство смонтировано в баке, заполненном трансформаторным маслом, и при помощи высоковольтного соединителя и шины присоединяется к полю электрофильтра. Управление агрегатом осуществляется при помощи системы управления серии АРН-МП, которая вместе с автоматическим выключателем и тиристорным блоком расположена в шкафу управления.
Агрегат оснащен защитой от перегрева масла. Он состоит из следующих основных частей:
1 - повысительно-выпрямительного устройства;
2 - высоковольтного соединителя;
3 - шкафа управления;
4 - системы управления.
Шкаф управления может быть навешен на агрегат или расположен отдельно от последнего на расстоянии до 300 м.
Преобразовательный агрегат серии АТФИ с микропроцессорной системой управления серии АРН-МП позволит повысить степень очистки в электрофильтре на 0,8 - 1,0 % и снизить энергозатраты на 10 - 15 %, а в черезпериодном режиме - до 50 %.
Прибор автоматического регулирования напряжения электроагрегата электрофильтра
Прибор автоматического регулирования напряжения (далее АРН-МП) осуществляет операции управления, контроля и сигнализации. Он включает в себя элементы регулирования мощности, электронику управления, контрольно-измерительные приборы, регуляторы, сигнализацию. Прибор может монтироваться вместе и на расстоянии от агрегата питания и быть взаимосвязанным с персональным компьютером (далее ПК). Его схема позволяет выполнять ручное и автоматическое регулирование режимов работы, защиту от коротких замыканий, местную и дистанционную сигнализацию аварийных режимов, дистанционное и местное измерение исходных параметров. Прибор АРН-МП повышает надежность работы электрофильтра и степень очистки газов.
Электрические шкафы
Шкаф управления исполнительными механизмами (СУФ), устанавливается в отдельном помещении. Шкаф СУФ содержит - программируемый логический контроллер, автоматические выключатели, пускатели, промежуточные реле и клемники.
Шкаф местного управления исполнительными механизмами (СК), устанавливается в непосредственной близости от исполнительных механизмов. Шкаф СК содержит - переключатели, кнопочные посты, клемники.
Кабельная продукция
Кабельная продукция для питания всех механизмов электрофильтра поставляется полнокомплектно.
Экономический аспект
Объем полнокомплектной поставки электрофильтра-трубы приведен в таблице 4.
Таблица 4.
Объем поставки
| № | Наименование этапов, вид продукции | Ед. изм. | Кол-во |
| 1. | Комплект рабочей и эксплуатационной документации, в т.ч.: • Общие виды; • Паспорт; • Инструкция по эксплуатации; • Инструкция по монтажу и пуско-наладке электрофильтра; • Программа и методика испытаний. | Компл. | 4 |
| 2. | Корпус электрофильтра, в т.ч.: • опорный пояс; • бункер; • стойки; • стеновые панели с теплоизоляцией и обшивкой; • крыша с теплоизоляцией и обшивкой. | Компл. | 1 |
| 3. | • Металлические конструкции (лестницы, площадки обслуживания). | Компл. | 1 |
| 4. | Внутреннее механическое оборудование, в т.ч.: • Осадительные электроды; • Коронирующие электроды; • Блоки встряхивания осадительных электродов; • Система встряхивания коронирующих электродов; • Узел подвеса коронирующих электродов; • Элемент сборки опорных изоляторов; • Люки и др. | Компл. | 1 |
| 5. | Покупное электрооборудование, в т.ч.: • Агрегаты питания, импульсный (высоковольтный выпрямитель) с системой управления; • Мотор-редуктор для блоков встряхивания осадительных электродов; • Электрические шкафы; • Кабельно-проводниковая продукция; • Оборудование КИПиА; • ЗИП. | Компл. | 1 |
| 6. | Услуги по шефмонтажу и пуско-наладке | ||
| 7. | Обучение обслуживающего персонала | ||
| 8. | Участие в проведении гарантийных испытаний |
Срок изготовления и поставки электрофильтра составляет менее 5-ти месяцев. По истечении 3-х месяцев, возможно, начало монтажных работ.
Электрофильтр-труба и его комплектующие поставляются автотранспортом и ж/д. транспортом в упаковке, обеспечивающей его сохранность и последующую работоспособность. Очередность и блочность поставки согласовываются в рамках ППР с монтажной организацией и утверждаются заказчиком.
Технические гарантии: поставщик гарантирует показатели запыленности на выходе вертикального электрофильтра не выше 50 мг/нм3; время работы до ремонта электрофильтра не менее 40 000 ч, при условии эксплуатации в соответствии с инструкцией.
Гарантийный срок эксплуатации электрофильтра составляет 24 месяца после ввода в эксплуатацию при соблюдении инструкции по эксплуатации.
Для использования электрофильтра дополнительного персонала не требуется. Но пройти обучение и курсы повышения квалификации работники предприятия все же должны.
Стоимость изготовления, поставки, шефмонтажных и пуско-наладочных работ по одному вертикальному электрофильтру-трубе (полнокомплектное) в ОАО «Бетон» - 8 980 000 руб. с НДС.
В результате реализации данного проекта в 2012 г. объем производства ОАО «Бетон» должен составить более 2,5 млн. т. цемента.
В таблице 5 представлена оценка инновационного потенциала предприятия.
Таблица 5.
Оценка инновационного потенциала предприятия.
| Компоненты блоков | Уровень состояния компонентов | |||||
| Слабые стороны | Сильные стороны | |||||
| 1. ПРОДУКТОВЫЙ БЛОК | ||||||
| 1.1 Состояние проекта А 1.2 Состояние проекта В | 3 | 5 | ||||
| Итоговая оценка состояния продуктового блока | 3 | 5 | ||||
| 2. ФУНКЦИОНАЛЬНЫЙ БЛОК | ||||||
| 2.1 НИОКР, опытно-эксперементальные и испытательные работы | 4 | |||||
| 2.2 Производство: основное и вспомогательное | 5 | |||||
| 2.3 Маркетинг и сбыт | 5 | |||||
| Итоговая оценка состояния функционального блока | 14 | |||||
| 3. РЕСУРСНЫЙ БЛОК | ||||||
| 3.1 МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ 1) Сырье, материалы, топливо и энергия, комплектующие 2) Площади и рабочие места, связь и транспорт 3) Оборудование и инструменты | 4 4 | 5 | ||||
| Итоговая оценка состояния материально-технических ресурсов | 13 | |||||
| 3.2 ТРУДОВЫЕ РЕСУРСЫ 1) Состав и компетентность руководителей 2) Состав и квалификация специалистов 3) Состав и квалификация рабочих | 5 5 5 | |||||
| Итоговая оценка состояния трудовых ресурсов | 15 | |||||
| 3.3 ИНФОРМАЦИОННЫЕ РЕСУРСЫ 1) Научно-технический задел; патенты и ноу-хау 2) Экономическая информация 3) Коммерческая информация | 3 | 4 4 | ||||
| Итоговая оценка состояния информационных ресурсов | 11 | |||||
| 3.4 ФИНАНСОВЫЕ РЕСУРСЫ 1) Возможность финансирования из собственных средств 2) Обеспеченность оборотными средствами 3) Обеспеченность средствами на зарплату | 3 3 3 | |||||
| Итоговая оценка состояния финансовых ресурсов | 9 | |||||
| ИТОГО ПО ВИДАМ РЕСУРСОВ | ||||||
| 3.1 Состояние материально-технических ресурсов | 4 | |||||
| 3.2 Состояние трудовых ресурсов | 5 | |||||
| 3.3 Состояние информационных ресурсов | 4 | |||||
| 3.4 Состояние финансовых ресурсов | 3 | |||||
| Итоговая оценка состояния ресурсов | 16 | |||||
| 4. ОРГАНИЗАЦИОННЫЙ БЛОК | ||||||
| 4.1 ОРГАНИЗАЦИОННАЯ СТРУКТУРА | ||||||
| 1) Конфигурация: звенья, диапазон и уровни управления | 3 | |||||
| 2) Функции: состав и качество разделения труда | 4 | |||||
| 3) Качество внутренних и внешних вертикальных и горизонтальных, прямых и обратных связей | 4 | |||||
| 4) Отношения: разделение прав и ответственности по звеньям | 3 | |||||
| Итоговая оценка | 14 | |||||
| 4.2 ТЕХНОЛОГИЯ ПРОЦЕССОВ ПО ВСЕМ ФУНКЦИЯМ И ПРОЕКТАМ | ||||||
| 1) Прогрессивность используемых технологий и методов | 4 | |||||
| 2) Уровень автоматизации | 4 | |||||
| Итоговая оценка | 8 | |||||
| 4.3 ОРГАНИЗАЦИОННАЯ КУЛЬТУРА | ||||||
| 1) Коммуникационная система и язык общения | 5 | |||||
| 2) Традиции, опыт и вера в возможности организации | 5 | |||||
| 3) Трудовая этика и мотивирование | 5 | |||||
| Итоговая оценка | 15 | |||||
| ИТОГ ПО КОМПОНЕНТАМ ОРГАНИЗАЦИОННОГО БЛОКА | ||||||
| 4.1 Организационная структура | 4 | |||||
| 4.2 Технология процессов | 4 | |||||
| 4.3 Организационная культура | 5 | |||||
| Итоговая оценка | 13 | |||||
| 5. УПРАВЛЕНЧЕСКИЙ БЛОК | ||||||
| 5.1 Общее, функциональное и проектное руководство | 3 | |||||
| 5.2 Система управления: планирование, организация, контроль, стимулирование, координация | 4 | |||||
| 5.3 Стиль управления (сочетание автономности) | 3 | |||||
| Итоговая оценка | 10 | |||||
| ИТОГО ПО БЛОКАМ ИННОВАЦИОННОГО ПОТЕНЦИАЛА | ||||||
| 1. Состояние продуктового блока | 5 | |||||
| 2. Состояние функционального блока | 5 | |||||
| 3. Состояние ресурсного блока | 4 | |||||
| 4. Состояние организационного блока | 4 | |||||
| 5. Состояние управленческого блока | 3 | |||||
| Итоговая оценка | 21 | |||||
Затем необходимо критериям присвоить веса в зависимости от их значимости, на основе чего можно будет определить интегральную балльную оценку и приоритет проектов (табл. 6).
Таблица 6.
Критерии оценки инновационного проекта
| Критерии | Весовой коэффициент | Оценка проекта | Итоговый бал |
| 1. Аспекты, характеризующие фирму в целом | |||
| 1) квалификация административно - управленческого персонала | 3 | 2 | 6 |
| квалификация специалистов по маркетингу | 3 | 2 | 6 |
| организационно – управленческая структура фирмы | 3 | 2 | 6 |
| система сбыта товара (услуг) | 3 | 2 | 6 |
| Финансовое и экономическое положение фирмы | 3 | 2 | 6 |
| 2) репутация фирмы и ее товаров | 2 | 1 | 2 |
| Квалификация научного и инженерного персонала | 2 | -1 | -2 |
| Квалификация производственная персонала | 2 | 1 | 2 |
| Технологический уровень производства | 2 | 1 | 2 |
| Доступность источников сырья, материалов, комплектующих | 2 | 1 | 2 |
| Доступность источников энергии и топлива | 2 | 2 | 4 |
| Уровень развития транспортной сети | 2 | 2 | 4 |
| Доступность рынка | 2 | 2 | 4 |
| Культура производства | 2 | 1 | 2 |
| Безопасность производства | 2 | 2 | 4 |
| Экология производства | 2 | 1 | 2 |
| 2. Аспекты, характеризующие отрасль и отраслевой рынок | |||
| 1) перспективы развития отрасли и отраслевого рынка | 3 | 1 | 3 |
| Уровень конкуренции | 3 | 1 | 3 |
| Стабильность спроса | 3 | 2 | 6 |
| Тенденции изменения спроса | 3 | 1 | 3 |
| Затраты на продвижение товаров на рынок | 3 | -1 | -3 |
| 2) емкость рынка | 2 | 1 | 2 |
| Способность рынка к принятию товаров или услуг | 2 | 1 | 2 |
| 3) влияние проекта на развитие смежных отраслей | 1 | -1 | -1 |
| 3. Аспекты, характеризующие товары или услуги | |||
| 1) функциональные и потребительские свойства товаров | 3 | 2 | 6 |
| Надежность и долговечность | 3 | 2 | 6 |
| Экологичность | 3 | 2 | 6 |
| Безопасность для потребителя | 3 | 2 | 6 |
| Цена | 3 | 2 | 6 |
| Себестоимость товаров | 3 | 1 | 3 |
| 2) дизайн | 2 | 1 | 2 |
| Возможность развития товаров | 2 | 0 | 0 |
| Соответствие стандартам | 2 | 2 | 4 |
| Технологичность | 2 | 2 | 4 |
| 3) подготовка клиента к использованию товаров | 1 | 2 | 2 |
| 4. Аспекты, характеризующие маркетинг | |||
| 1) исследование рынка | 3 | 1 | 3 |
| Реклама | 3 | 1 | 3 |
| Каналы сбыта товара | 3 | 2 | 6 |
| Методы стимулирования сбыта | 3 | 1 | 3 |
| 2) предпродажное и послепродажное обслуживание | 2 | -1 | -2 |
| 5. Производственные аспекты | |||
| 1) система обеспечения и контроля качества товаров | 3 | 2 | 6 |
| Накладные расходы | 3 | 1 | 3 |
| 2)использование технологического потенциала | 2 | 1 | 2 |
| Затраты на сырье, материалы и комплектующие | 2 | 1 | 2 |
| Затраты на топливо и энергоносители | 2 | 2 | 4 |
| Производственная кооперация | 2 | 1 | 2 |
| 6. Финансовые аспекты | |||
| 1) возможность привлечения средств из госбюджета | 4 | 0 | 0 |
| Возможность привлечения средств населения | 4 | 0 | 0 |
| Обеспечение финансовых гарантий | 4 | 2 | 8 |
| 2) участие фирмы, представляющей проект, в его финансировании | 3 | 2 | 6 |
| Возможность привлечения российских интересов | 3 | 1 | 3 |
| Возможность привлечения зарубежных инвесторов | 3 | 0 | 0 |
| Возможность получения кредитов в российских банках | 3 | 2 | 6 |
| Возможность получения кредитов в зарубежных банках | 3 | 0 | 0 |
| 3) общий объем финансирования проектов | 2 | 1 | 2 |
| 7. Социально – экономические аспекты | |||
| 1) обеспечение занятости населения | 3 | 2 | 6 |
| Экспортный потенциал | 3 | 1 | 3 |
| Экология региона | 3 | 1 | 3 |
| Рост деловой активности | 3 | 1 | 3 |
| 2) использование научно-технического потенциала | 2 | 1 | 2 |
| Рост личных доходов населения региона | 2 | 1 | 2 |
| Развитие отрасли | 2 | 1 | 2 |
| Развитие производств, косвенно связанных с проектом | 2 | 0 | 0 |
| Развитие объектов социальной сферы в регионе | 2 | 1 | 2 |
| Решение демографических проблем | 2 | 1 | 2 |
| Разработка новых рынков | 2 | 1 | 2 |
| Рациональное использование природных ресурсов | 2 | 1 | 2 |
| Безопасность населения | 2 | 1 | 2 |
| «развитие региональных инфраструктур» | 2 | 1 | 2 |
| 8. Коммерческая эффективность проекта | |||
| 1) прибыльность проекта | 4 | 2 | 8 |
| 2) время окупаемости инвестиций | 3 | 1 | 3 |
| Ликвидность и платежеспособность | 3 | 1 | 3 |
| 9. Риск проекта | |||
| 1) экономический риск | 3 | 2 | 6 |
| Риск сбыта | 3 | 2 | 6 |
| Социально – политический риск | 3 | 0 | 0 |
| 2) риск качества | 2 | 1 | 2 |
| Риск обеспечения производства | 2 | 1 | 2 |
| Бюджетный риск | 2 | 1 | 2 |
| Природный риск | 2 | 1 | 2 |
| Экологический риск | 2 | 0 | 0 |
| Криминальный риск | 2 | 0 | 0 |
| Результат | 210 | ||
После анализа сведений о перспективности новых технологических решений, оформленных в виде проектов, экономической целесообразности, рискованности инвестиций на основе интегральной оценки самих инновационных решений и внешних условий, выявили, что из двух проектов, предлагаемых к реализации в ОАО «Бетон», в настоящей работе, приоритетным является проект В.
Проектом предусматривается установка нового электрофильтра, после чего пылевыбросы на вращающейся печи должны сократиться.
Составим производственную программу ОАО «Бетон» по выпуску цемента (табл.7). Производственная программа – это развернутый или комплексный план производства и продажи продукции, характеризующий годовой объем выпуска, номенклатуру, качество и сроки, требуемые рынком товаров и услуг.
Таблица 7.
Производственная программа выпуска цемента, тонн
| Объем выпуска, тыс. т. | Годы реализации проекта | ||||
| 2008 | 2009 | 2010 | 2011 | 2012 | |
| Цемент | 1980 | 2250 | 2480 | 2600 | 2750 |
Рассчитаем объем продаж в 2008-2012 годах с учетом изменения объема производства (таблица 8)
Таблица8
Планируемый объем продаж цемента по годам
| Показатель | Годы реализации проекта | ||||
| 2008 | 2009 | 2010 | 2011 | 2012 | |
| Объем выпуска, тыс. тонн | 1980 | 2250 | 2480 | 2600 | 2750 |
| Цена за ед., руб. | 2580 | 2700 | 2950 | 3200 | 3470 |
| Объем продаж, тыс. руб. | 5108400 | 6075000 | 7316000 | 8320000 | 9542500 |
В табл. 9 проанализируем потребность в новом оборудовании.
Таблица 9
Потребность в оборудовании
| Оборудование | Кол-во | Цена, руб. | Сумма, руб. |
| Вертикальный электрофильтр | 1 | 8980000 | 8980000 |
| Итого: | 8980000 |
Также необходимо рассчитать потребность в ресурсах на производственную программу (таблица 10).
Таблица 10
Потребность в ресурсах на производственную программу
| Ресурсы (на весь объем) | 2008 год на весь объём, руб. | 2009 год на весь объём, руб. | 2010 год на весь объём, руб. | 2011 год на весь объём, руб. | 2012 год на весь объём, руб. |
| 1. Сырье и основные материалы | 337332,6 | 364162,5 | 401388 | 420810 | 445087,5 |
| 2. Мелющие тела | 10177,2 | 10980 | 12102,4 | 12688 | 13420 |
| 3. Топливо | 416829,6 | 449977,5 | 495975,2 | 519974 | 549972,5 |
| 4. Воздух | 33996,6 | 36697,5 | 40448,8 | 42406 | 44852,5 |
| 5. Электроэнергия | 144005,4 | 155452,5 | 171343,2 | 179634 | 189997,5 |
| Итого | 942341,4 | 1017270 | 1121258 | 1175512 | 1243330 |
Рассчитаем потребность предприятия в инвестициях в оборотный капитал:
Инвестиции в ОбК = Потребность в ресурсах / Коэф-т оборачиваемости
Коэффициент оборачиваемости запасов = 10,42
Инвестиции в ОбК на 2008 г. = (1017270 - 942341,4)/ 10,42 = 7190,84 руб.
Таблица 11
Потребность в инвестициях
| Показатели | 2008 год | 2009 год | 2010 год | 2011 год | 2012 год |
| Затраты на прединвестиционные исследования,тыс. руб. | 2 | - | - | - | - |
| Приобретение оборудования, тыс. руб. | 8980 | - | - | - | - |
| Инвестиции в оборотный капитал, тыс. руб. | 7,19 | 9,98 | 5,21 | 6,51 | - |
| Итого: | 8989,19 | 9,98 | 5,21 | 6,51 | - |
Далее необходимо рассчитать сводку затрат и калькуляцию плановой себестоимости цемента за планируемые годы выпуска.
Средние годовые издержки на 1 т. продукции представим в таблице 12:
Таблица 12
Средние годовые издержки на 1 т. продукции
| Статьи издержек | 2008 год | 2009 год | 2010 год | 2011 год | 2012 год | |||||
| Сырье и основные материалы | 170,37 |
|
|
|
| |||||
| Мелющие тела | 5,14 |
|
|
|
| |||||
| Топливо | 210,52 |
|
|
|
| |||||
| Воздух | 17,17 |
|
|
|
| |||||
| Электроэнергия | 72,73 |
|
|
|
| |||||
| Основная зарплата | 12,26 | 12,26 | 12,26 | 12,26 | 12,26 | |||||
| Отчисления на соцстрах | 3,19 | 3,19 | 3,19 | 3,19 | 3,19 | |||||
| РСЭО | 65,12 | 57,57 | 52,23 | 49,82 | 47,10 | |||||
| Цеховые расходы | 22,20 | 19,54 | 17,72 | 16,91 | 15,98 | |||||
| Общезаводские расходы | 63,18 | 55,59 | 50,44 | 48,11 | 45,49 | |||||
| Итого заводская себестоимость |
|
|
|
|
| |||||
| Внепроизводственные расходы | 22,67 | 22,67 | 22,67 | 22,67 | 22,67 | |||||
| Полная себестоимость | 664,55 | 622,94 | 610,63 | 605,08 | 598,81 |
Полные годовые издержки представим в таблице 13.
Таблица 13.
Полные годовые издержки
| Статьи издержек | 2008 год | 2009 год | 2010 год | 2011 год | 2012 год | |||||
| Сырье и основные материалы | 337332,6 | 364162,5 | 401388 | 420810 | 445087,5 | |||||
| Мелющие тела | 10177,2 | 10980 | 12102,4 | 12688 | 13420 | |||||
| Топливо | 416829,6 | 449977,5 | 495975,2 | 519974 | 549972,5 | |||||
| Воздух | 33996,6 | 36697,5 | 40448,8 | 42406 | 44852,5 | |||||
| Электроэнергия | 144005,4 | 155452,5 | 171343,2 | 179634 | 189997,5 | |||||
| Основная зарплата | 24274,8 | 27585 | 30404,8 | 31876 | 33715 | |||||
| Отчисления на соцстрах | 6316,2 | 7177,5 | 7911,2 | 8294 | 8772,5 | |||||
| РСЭО | 128937,6 | 129536,3 | 129536,3 | 129536,3 | 129536,3 | |||||
| Цеховые расходы | 43956 | 43956 | 43956 | 43956 | 43956 | |||||
| Общезаводские расходы | 125096,4 | 125096,4 | 125096,4 | 125096,4 | 125096,4 | |||||
| Итого заводская себестоимость |
|
|
|
|
| |||||
| Внепроизводственные расходы | 44886,6 | 51007,5 | 56221,6 | 58942 | 62342,5 | |||||
| Полная себестоимость | 1315809 | 1401628,7 | 1514383,9 | 1573212,7 | 1646748,7 |
Для реализации мероприятия необходимо взять кредит. Основная сумма кредита выплачивается равными долями в течение четырех лет. Сумма кредита составляет 10575,52 тыс. руб. под 20% годовых. Рассчитаем полное погашение кредита и сумму процентов за него (табл. 14).
Таблица 14.
Погашение кредита и процентов по нему
| Показатели, тыс. руб. | 2008 год | 2009 год | 2010 год | 2011 год | 2012 год |
| Кредит | 10575,52 | ||||
| Возврат кредита | - | 2643,88 | 2643,88 | 2643,88 | 2643,88 |
| Остаток на начало года | 10575,52 | 10575,52 | 7931,64 | 5287,76 | 2643,88 |
| Сумма процентов за кредит | 2115,10 | 2115,10 | 1586,33 | 1057,55 | 528,78 |
Рассчитаем денежные потоки по 3-м видам деятельности. Для этого составим таблицу 15.
Таблица 15.
Денежные потоки по трем видам деятельности
| Денежные потоки | 2008 | 2009 | 2010 | 2011 | 2012 |
| 1.Денежный поток от инвестиционной деят-ти | -10575,52 | ||||
| 1.1. Покупка оборудования | 8980 | ||||
| 1.2. Прирост оборотных средств | 7,19 | ||||
| 1.3. Проценты по первому году | 1586,33 | ||||
| 1.4. Прединвестиционная деятельность | 2 | ||||
| 2.Денежный поток от финансовой деят-ти | 10575,52 | -2643,88 | -2643,88 | -2643,88 | -2643,88 |
| 2.1.Сумма кредита | 10575,52 | ||||
| 2.2.Возврат кредита | 2643,88 | 2643,88 | 2643,88 | 2643,88 | |
| 3.Денежный поток от операционной деят-ти | - | 2944,81 | 4103,68 | 5123,42 | 6298,03 |
| 3.1.Доход от продаж | 6075 | 7316 | 8320 | 9542,5 | |
| 3.1.1.Объем продаж | 2250 | 2480 | 2600 | 2750 | |
| 3.1.2.Цена за единицу продукции | 2700 | 2950 | 3200 | 3470 | |
| 3.2.Полная себестоимость | 1401,63 | 1514,38 | 1573,21 | 1646,75 | |
| 3.2.1.Амортизация | 598,66 | 598,66 | 598,66 | 598,66 | |
| 3.3.Проценты за кредит | 1586,33 | 1189,75 | 793,16 | 396,58 | |
| 3.4.Прибыль до налогообложения | 3087,04 | 4611,87 | 5953,63 | 7499,17 | |
| 3.5.Налог на прибыль(24%) | 740,89 | 1106,85 | 1428,87 | 1799,80 | |
| 3.6.Чистая прибыль | 2346,15 | 3505,02 | 4524,76 | 5699,37 |
Рассчитаем денежные потоки для финансового планирования, разделив денежные операции на притоки и оттоки. Для этого составим таблицу 16.
Таблица 16.
Денежные потоки для финансового планирования
| Денежный поток | Год реализации проекта | ||||
| 2008 | 2009 | 2010 | 2011 | 2012 | |
| 1. Инвестиционная деятельность | -10575,52 | ||||
| 2. Финансовая деятельность | 10575,52 | -2643,88 | -2643,88 | -2643,88 | -2643,88 |
| 3. Операционная деятельность | 0 | 2944,81 | 4103,68 | 5123,42 | 6298,03 |
| 4.Сальдо денежных потоков (1+2+3) | 0 | 300,93 | 1459,8 | 2479,54 | 3654,15 |
| 5. ЧДП (1+3) | -10575,52 | 2944,81 | 4103,68 | 5123,42 | 6298,03 |
| 6. Коэффициент дисконтирования (20%) | 1 | 0,83 | 0,69 | 0,58 | 0,48 |
| 7.ЧТДС (5*6) | -10575,52 | 2444,19 | 2831,54 | 2971,58 | 3023,05 |
| 8.ЧТДС нарастающим итогом | -10575,52 | -8131,33 | -5299,79 | -2328,20 | 694,85 |
Глава III. Расчет эффективности выбранного мероприятия
Похожие работы

... коронирующих электродов; • Элемент сборки опорных изоляторов; • Люки и др. Компл. 1 5. Покупное электрооборудование, в т.ч.: • Агрегаты питания, импульсный (высоковольтный выпрямитель) с системой управления; • Мотор-редуктор для блоков встряхивания осадительных электродов; • Электрические шкафы; • Кабельно-проводниковая продукция; • Оборудование КИПиА; • ...
... Все планируемое к приобретению оборудование окупается в нормативные сроки. Во второй главе исследована организация инновационной деятельности ОАО «Металлургический завод им. А.К. Серова». Данный анализ служит предпосылкой разработок рекомендаций по совершенствованию инновационной деятельности предприятия, которые будут освещены в третьей главе дипломной работы. Наиболее существенными моментами ...
... предусмотрены Законом о республиканском бюджете в сумме 2689432779 тыс. р. и расходы в сумме 3222042888 тыс. р. 2.3 Практика налогообложения инновационной деятельности в Республике Беларусь На примере четырех предприятий Железнодорожного района г. Витебска разных форм собственности и осуществляющих различные виды деятельности, рассмотрим порядок налогообложения инновационной деятельности. ...
... горизонтальный и вертикальный анализ финансовой отчетности предприятия. 2.2 Вертикальный и горизонтальный анализ финансовой отчетности предприятия на примере ОАО «Нефтекамскшина» Горизонтальный анализ предполагает расчет показателей темпов роста и прироста показателей, которые используются для оценки динамики основных показателей, кроме того, с помощью этого анализа можно отследить ...
0 комментариев