Навигация
Расчёт стоимости комплектующих изделий и материалов на единицу изготавливаемой продукции
25317
знаков
10
таблиц
4
изображения
6. Расчёт стоимости комплектующих изделий и материалов на единицу изготавливаемой продукции
Расчёт производим в табличной форме.
1. Стоимость комплектующих изделий
Таблица 2
| № п/п | Наименование элементов | Количество (шт.) | Стоимость одной штуки (тыс. руб.) | Полная стоимость (тыс. руб.) |
| 1 2 3 4 5 6 | Конденсаторы: С1 К50-6-25мкф С2,С3 К10-17-0,1мкф С4 К10-17-0,01мкф Резисторы: R1,R4, МЛТ-0,125-5,1кОмR2 ,R3 МЛТ-0,125-4,3кОм R5 МЛТ-0,125-160Ом | 1 2 1 2 2 1 | 0,4 0,3 0,3 0,15 0,15 0,1 | 0,4 0,6 0,3 0,3 0,3 0,1 |
|
| Итого: |
|
|
2,0 |
2. Расчёт стоимости материалов
Таблица 3
| № п/п | Наименование материалов | Ед. измер. | Стоимость материалов тыс. руб. | Норма расхода материалов на одну пайку | Норма расхода на одно изделие | Полная стоимость, тыс. руб. |
| 1. 2. 3. 4. 5. | Припой Стеклотекстолит Канифоль Лак Спиртонефрасов. смесь | кг кг кг кг кг | 4 2 5 7 6 | 0,006 ------------- 0,002 ------------ ------------ | 0,0412 0,06 0,0213 0,06 0,02 | 0,165 0,12 0,106 0,42 0,12 |
| Итого: | 1,0 | |||||
7. Расчёт параметров поточной линии производства
Виды производств и их характеристики.
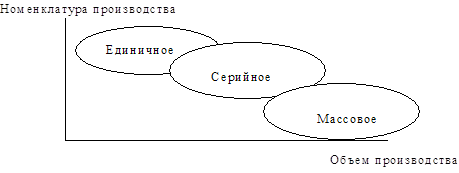
Рис. 1
Единичное – характеризуется неповторяющимся или повторяющимся нерегулярно выпуском единичных экземпляров широкий номенклатуры.
Номенклатура – количество наименований изделий, закрепленных за производственной системой.
Серийное – характеризуется выпуском ограниченной номенклатуры изделий сравнительно большим объёмом продукции и повторяющимися через определённое время партиями.
Массовое – характеризуется выпуском узкой номенклатуры изделий в течение длительного периода и большим объёмом продукции.
Различают три основных (базовых) вида движения партий деталей по операциям:
1. Последовательный.
2. Параллельный.
3. Параллельно-последовательный или поточный.
Последовательный
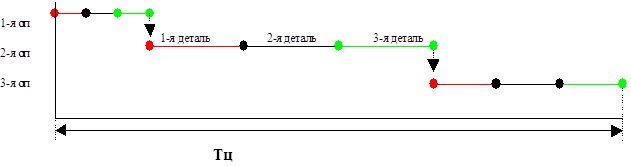
Рис. 2
Qизд = 3 шт.
t1= 1 мин.
t2= 3 мин.
t3= 2 мин.
![]()
m- кол-во операций.
n- кол-во изделий.
Параллельный
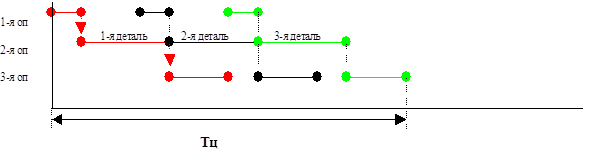
Рис. 3
Длительность цикла Тц определяется по формуле:

Параллельно-последовательный или поточный
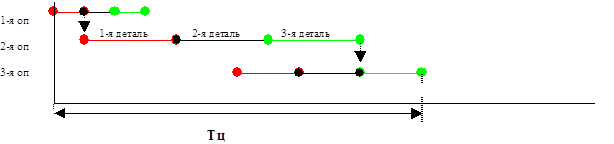
Рис. 4
Длительность цикла Тц определяется по формуле:
![]()
Если одна и та же деталь используется в одном или нескольких изделиях, то производство этой детали целесообразней организовать поточным методом. Поточное производство - это такая форма организации производства, при которой все операции согласованы во времени, все рабочие места специализированы и расположены согласно технологического процесса. В поточном производстве время выполнения каждой операции равно или кратно друг другу. Обработка деталей идёт непосредственно, при синхронности передачи предметов труда по рабочим местам. Поточный метод и поточные линии имеют следующие характерные параметры:
1.1 Программа выпуска и программа запуска. (Nвып. дана в задании)
Nзап =1.02*Nвып =1,02*700= 714 шт.
1.2 Стоимость комплектующих изделий на месячную программу запуска
Ском = Nзап*Ском = 714*2 = 1428 тыс. руб.
1.3 Определяем стоимость материалов на месячную программу запуска
Смат = Nзап * Смат = 714* 1 = 714 тыс. руб.
Параллельно-последовательный метод является наиболее прогрессивным и характеризуется следующими параметрами:
1. Nвып = 700 шт.
2. Nзап = 714 шт.
Похожие работы





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

... увеличился (на 638,53 тыс. руб.). В заключительном разделе будут рассмотрены направления совершенствования деятельности по управлению ассортиментом и качеством продукции предприятия. 3. Направления совершенствования деятельности по управлению ассортиментом и качеством продукции предприятия 3.1 Повышение доходности продаж в результате управления ассортиментом выпуска продукции ООО «Росинка» ...



... ; - ультрасовременный дизайн; - появление в гамме изделий охладителей — однокамерных холодильников без низкотемпературного отделения; - новейшие технические и технологические решения. 3 Мероприятия по улучшению качества продукции на предприятии 3.1 Организационно-технические мероприятия по совершенствованию системы менеджмента качества Обеспечение качества продукции, на которое ...
0 комментариев