Линейный персонал, осуществляющий общее руководство предприятием и его структурными подразделениями
Создание (проектирование) производств и операционных систем
Строится матрица факторов
Планирование на основе ленточных графиков
Организационные и структурные решения при управлении производством и операциями в рамках региональной политики
Навигация
Линейный персонал, осуществляющий общее руководство предприятием и его структурными подразделениями
Основы производственного менеджмента
80608
знаков
16
таблиц
3
изображения
1. Линейный персонал, осуществляющий общее руководство предприятием и его структурными подразделениями.
2. Функциональный аппарат, помогающий линейному персоналу осуществлять квалифицированное руководство.
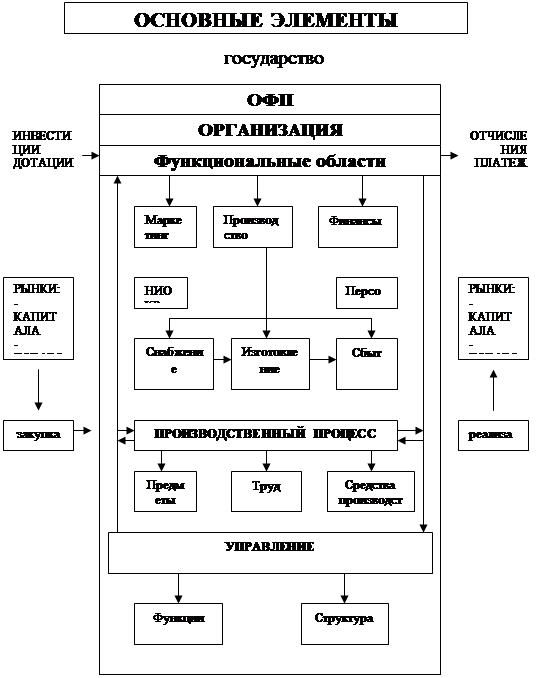
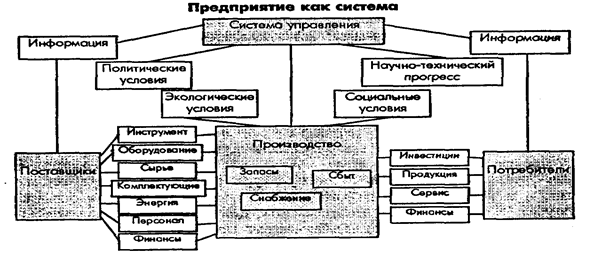
Аппарат управления подразделяется на относительно обособленные части – органы управления. Каждый из органов управления выполняет одну или несколько функций управления. По горизонтали аппарат делится на звенья управления. Под звеном управления понимается самостоятельный функциональный орган, который непосредственно подчиняется линейному руководителю на некотором уровне управления. Уровень управления – это единство звеньев определенной ступени иерархии управления. Уровни управления отражают последовательное подчинение органам управления по вертикали. Простая функциональная структура наиболее распространена в силу своей простоты. Пример функциональной структуры приведен на рис. 1.2.
Преимущества и недостатки функциональной структуры приведены в табл. 1.2.
Когда фирма производит разные виды продукции, и / или работает одновременно в разных регионах страны (мира), и / или предлагает различные схемы обслуживания отдельных групп клиентов, то функциональная структура претерпевает соответствующие изменения в сторону деления организации на отдельные блоки, которые могут называться отделами, отделениями, секторами и т. п. Такой процесс получил название департаментализации. Департаментализация по продуктовому принципу получила название продуктовой или товарно-функциональной, региональному принципу – региональной или рыночно-функциональной, при ориентации на клиента – ориентированной на потребителя.
 | |||||||
| |||||||
| |||||||
Рис. 1.2. Функциональная организационная структура промышленного предприятия (с элементами производственной структуры)
Таблица 1.2. Преимущества и недостатки функциональной организационной структуры
| Преимущества | Стимулирует развитие деловых и профессиональных навыков работников |
| Уменьшает дублирование функций в организации | |
| Недостатки | Увеличивает последовательность, время и вероятность искажения передачи как команд высшего руководства подчиненным низового звена, так и ответную реакцию низового звена – высшему руководству организации |
| Затрудняет координацию работы отдельных подразделений организации, повышает вероятность конфликтных ситуаций между подразделениями, выполняющими различные функции |
При департаментализации особую значимость приобретает вопрос о месте принятия ключевых решений функционирования организации. Фирмы, в которых высшее руководство оставляет за собой большую часть полномочий, получили название централизованных организаций. В случает равномерного распределения полномочий по всем уровням управления говорят о децентрализованных организациях. Преимущества централизации и децентрализации приведены в табл. 1.3.
Таблица 1.3. Преимущества централизации и децентрализации управления
| Централизация | Повышает координацию функциональных подразделений |
| Позволяет более полно использовать опыт и знания высших руководителей организации | |
| Повышает эффективность использования общих ресурсов организации | |
| Децентрализация | Повышает эффективность управления и использования ресурсов низовых звеньев |
| Стимулирует инициативу всех работников к более оперативному приятию решений |
Проектная организация – временная структура, создаваемая для решения конкретной задачи (проекта). Смысл ее состоит в том, чтобы собрать в одну команду самых квалифицированных сотрудников организации для осуществления сложного проекта (например, переход на выпуск продукции в соответствии с мировым уровнем качества). После решения поставленной задачи команда распускается и фирма переходит к более постоянной организационной структуре.
Матричная структура предполагает создание из числа сотрудников функциональных подразделений временных коллективов (команд) для решения определенных задач (проектов). По достижении поставленных перед командами целей входящие во временный коллектив работники включаются в новые в новые команды для решения новых задач.
На практике чаще всего используется комбинация указанных организационных структур управления, когда часть подразделений имеет как правило функциональную структуру управления, а другая одну из прочих из числа приведенных выше.
1.5 Типы производства и методы его организации
По объемному признаку различают три организационных типа производства: единичное, серийное и массовое.
Под организационным типом производства понимается совокупность признаков, которые отражают широту номенклатуры выпускаемой продукции, а также уровень специализации и технической оснащенности рабочих мест. В табл. 1.4. приведены основные характеристики различных типов производства.
Таблица 1.4. Характеристики различных типов производства
| Основные характеристики | Тип производства | ||
| Единичный | Серийный | Массовый | |
| Номенклатура продукции | Неограниченная | Ограниченная сериями | Одно, редко несколько изделий |
| Повторяемость выпуска изделий | Не повторяются | Периодически повторяются | Повторяются постоянно |
| Тип оборудования и инструмента | Универсальное оборудование | Универсальное и специализированное оборудование | Специальное оборудование |
| Технология | Укрупненная | Подетальная | Пооперационная |
| Расположение оборудования | Групповое | Групповое и цепное | Цепное |
| Движение деталей | Последовательное | Любое | Параллельное |
| Уровень квалификации рабочих | Высокий | Средний | Низкий |
| Себестоимость единицы продукции | Высокая | Средняя | Низкая |
| Производительность труда | Низкая | Средняя | Высокая |
| Коэффициент серийности | kc > 40 | 40 > kc > 1 | kc = 1 |
Приведенный в таблице коэффициент серийности рассчитывается по формуле:
kc = Адо / Cрм
где: Aдо – число типов деталеопераций, выполняемых в данном цехе, участке;
Срм – число единиц оборудования там же.
Единичный тип производства рассчитан на выпуск обширной, непостоянной номенклатуры изделий, потребность в которой исчисляется единицами и определяется заключенными договорами. Рабочие места имеют технологическую специализацию, загружаются различными операциями через непостоянные промежутки времени без соблюдения определенного чередования.
Серийный тип производства отличается специализацией предприятия на более узкой номенклатуре изделий, требующихся постоянно, но в строго определенном количестве. Изделия выпускаются сериями. Серия – это количество конструктивно-одинаковых изделий, запускаемых в производство одновременно или последовательно, но без перерыва. В зависимости от масштабов и повторяемости номенклатуры продукции, уровня специализации рабочих мест различают мелкосерийное (kс>20), среднесерийное6 (kс>10) и крупносерийное (kс>1) производство.
Массовый тип производства характеризуется непрерывными производственными процессами по изготовлению изделий ограниченной номенклатуры, но в значительных объемах. На каждом рабочем месте выполняется одна деталеоперация. Уровень специализации рабочих мест высокий.
Для организации производства используют следующие методы:
1. Единичный. Соответствует единичному типу производства. Оборудование располагается по группам станков. Часто изделия в процессе производства поступают с одной операции на другую через промежуточные кладовые, что ведет к увеличению продолжительности цикла производства.
Длительность производственного цикла (Тц) определяется по формуле:
Тобщ
Тц = – + tрп + tтр
R * tсм * S *Kвн
где: Тобщ – общая трудоемкость выполнения заказа, нормо‑ч;
R – число рабочих, одновременно занятых на выполнении заказа, чел.;
tсм - продолжительность смены, ч;
S – сменность работы, смен;
Квн – коэффициент выполнения норм рабочими;
tрп – время регламентированных перерывов, ч;
tтр – время транспортировки, ч.
При заданном (принятом) сроке выполнения заказа (договора) определяется необходимое число рабочих или рабочих мест (станков).
2. Партионный (групповой). Соответствует мелкосерийному и среднесерийному типу производства. Изделия запускаются в производство париями (группами) в соответствии с графиком производства.
В практике отечественного производства пользуются упрощенным вариантом определения минимального размера партии деталей. Для отдельно взятой операции соответствующая формула имеет вид:
tпзi
nimin = –
kпер * tштi
где: tпзi – подготовительно-заключительное время по i‑ой операции, мин;
tштi – штучная норма времени на i‑ю операцию, мин;
kпер – коэффициент переналадки оборудования, учитывающий размер потерь рабочего времени на переналадку оборудования.
Для нескольких операций формула расчета минимального размера партии деталей имеет вид:
m
S tпзi
i=1
nmin = –
m
kпер * S tштi
i=1
где: m – число операций.
Иногда при наличии нескольких операций проводят расчеты лишь для одной операции, имеющей наименьшее значение tштi (критическая операция). Это возможно в случае, когда значения tпзi для рассматриваемых операций достаточно близки друг к другу. Все операции как бы подстраиваются под критическую операцию, которая определяет минимальный размер партии деталей.
В практике американского менеджмента для расчета оптимального размера партии деталей (n) широко используется формула Гарриса:
n = √ 200* P * Зпод
С * Иxр
где: P – планируемый объем продаж, шт.;
Зпод – затраты на подготовку (переналадку) оборудования, руб.;
С – издержки на изготовление одной детали, руб.;
Иxр – процент издержек на хранение готовой продукции от стоимости изготовления одной детали, %.
Затраты на подготовку производства меняются в зависимости от сложности изделий и используемого оборудования.
Издержки на хранение запасов готовой продукции, как показало обследование ряда американских фирм, составляют от 10 до 30 % стоимости.
После определения размера партии деталей (изделий) устанавливается периодичность запуска партий в производство. Для этого производится расчет целого числа партий в годовой программе:
q = P / n
а затем периодичность запуска:
tзап = T / q
где Т – продолжительность планового периода или установленный срок выполнения заказа по договору, сут.
Учитывая, что при изготовлении изделий могут быть отклонения от запланированных сроков выпуска, при передаче партий между цехами создают резервные (страховые) запасы, называемые опережениями. Опережения могут быть выражены в днях часах) или комплектах. Временем опережения называют период, который отделяет ранние сроки начала или окончания работы заготовительных и обрабатывающих цехов от окончательного срока выпуска изделий. Расчеты опережений нужны для своевременного и комплектного обеспечения цехов (участков) заготовками, деталями, узлами и т. п. для бесперебойного выпуска изделий.
Бесперебойный ход производства может быть обеспечен и опережениями в виде комплектов изделий, который на практике называют заделами. Нормальный уровень заделов (Z) в машиностроении может быть рассчитан по формуле:
Z = Nсут * t
где Nсут - суточный выпуск изделий (деталей, узлов шт.;
t – время опережения в днях.
Заделы делятся на внутрилинейные и межлинейные. Внутрилинейные заделы обеспечивают бесперебойную работу рабочих мест цеха (участка) и являются предметом оперативно-календарного планирования. Межлинейные заделы обеспечивают своевременное выполнение начальных операций смежных производств и по своему назначению делятся на транспортные, оборотные и страховые. При связи цехов (участков) транспортом периодического действия транспортный задел (Zт) рассчитывается по формуле:
Tтр * Qт
Zт = – > n
tзап
где Ттр – периодичность транспортных рейсов между цехами (участками), ч;
Qт - грузоподъемность транспортного средства, шт.;
tзап – затем периодичность запуска изделий, ч;
n – размер запускаемой партии изделий, шт.
Оборотный (складской) задел (Zоб) необходим при различной сменности смежных цехов (участков) и при подаче деталей на поточную линию с серийного участка. В первом случае оборотный задел определяется как:
Zоб= nсм * (Sб – Sм)
где: nсм – сменная потребность в деталях цеха, работающего большее число смен, шт.;
Sб - сменность работы цеха, куда передаются изделия (детали, узлы), смен;
Sм - сменность работы цеха, с которого передаются изделия, смен.
Во втором случае оборотный задел рассчитывается по формуле:
Zоб = Tс * nсм
где: Тс – период времени между подачей двух партий с серийного участка в сменах, ч.
Страховой (резервный) задел создается между цехами (участками) на случай увеличения их производительности или при срыве подачи изделий (деталей, узлов). На практике величина этого задела берется в размере до nсм.
3. Поточный. Соответствует крупносерийному и массовому типу производства. Поточное производство характеризуется расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и специализацией рабочих мест.
Параметры поточной линии:
1. Такт выпуска – интервал времени между выпуском двух смежных изделий:
tл = Fд / N
где: Fд - действительный фонд полезного времени работы оборудования, ч;
N – количество изделий, выпускаемых за период Fд, шт.
Для прерывных процессов Fд рассчитывается:
Fд=(Дк-Дв-Дп) * S * h – Р = (Дк-Дв-Дп) * S * h (1‑a/100)
где: Дк, Дв, Дп – количество календарных, выходных и праздничных дней;
S – сменность работы (1,2,3 смены);
h – продолжительность смены (в часах);
Р – потери производственного времени, связанные с ремонтом оборудования.
a – процент потерь, связанных с ремонтом и обслуживанием оборудования.
Для непрерывных процессов Fд:
Fд = 24 Дк – Р = 24 Дк (1- a / 100)
2. Ритм линии – это величина, обратная такту, т. е. количество изделий, выпущенных в единицу времени:
rл = n / Fд=1 / tл
Понятие ритма целесообразно в случае двух и более поточных линий, занятых выпуском одинаковой продукции. Суммарный ритм нескольких линий можно определить как Sr = r1 + r2.
Применительно к одной операции можно рассчитать рабочий такт:
ti = tштi / nрмi
где tшт – штучное (штучно-калькуляционное) время по операции, ч;
nрм – число рабочих мест.
Введение понятия рабочего такта позволило произвести математическую запись процесса синхронизации работы группы оборудования:
t1=t2 =…=tл = const
При этом можно рассчитать коэффициент синхронизации как частное от деления суммарного штучного времени по всем операциям на произведение максимального рабочего такта и суммы рабочих мест по всем операциям.
3. Число рабочих мест:
nрмi= ti / tл
4. Длина поточной линии:
m
L = S li * nрмi
i=1
где: m – число операций;
li – шаг конвейера по i‑той операции (расстояние между центрами двух рабочих мест по i‑той операции.)
5. Скорость поточной линии:
V= lср / tл
где: lср – средний шаг поточной линии.
Основные направления рациональной организации производства можно классифицировать по трем признакам: функциональному, территориальному и объемному.
По функциональному признаку можно выделить следующие эффективные направления организации производства: концентрация, специализация, кооперирование и комбинирование.
Концентрация производства бывает абсолютной и относительной. В каждой конкретной отрасли имеются оптимальные размеры предприятий, обусловленные механизмом образования экономического эффекта концентрации от сочетания оптимальных производств с условиями и факторами организации и размещения производства в данной отрасли.
Под специализацией производства понимается сосредоточение однородного производства, которое по своему типу обычно является массовым или крупносерийным.
Под кооперированием производства понимают прямые производственные связи между предприятиями, участвующими в совместном изготовлении определенной продукции. Процессы кооперирования – это поставки комплектующих полуфабрикатов и выполнение работ для потребностей определенного производства.
Комбинирование – объединение в рамках одного предприятия (комбината) технологически разнородных, но взаимосвязанных производств.
По территориальному признаку осуществляется выделение и размещение территориально-производственных комплексов, объединений, предприятий и их производственной инфраструктуры. При выборе эффективного варианта территориального размещения и размеров предприятий за критерий оптимальности принимают максимальный чистый доход (Д), максимальную рентабельность инвестиций (вложенного капитала Р), минимальный срок окупаемости инвестиций (Ток).
Условия оптимальности i‑го варианта имеют следующий вид:
· по критерию доходности:
·
Дi = Дsi – (Иsi + Тsi + Кsi) = max
· по критерию рентабельности:
Рi = Пsi / Иsi = max
· по критерию окупаемости:
Ток = Иsi / Пгодi = min
где: Дsi - суммарные доходы i‑го варианта, руб.;
Иsi – суммарные инвестиции i‑го варианта, руб.;
Тsi – суммарные транспортные издержки по i‑му варианту, руб.;
Кsi – суммарные издержки на подготовку и привлечение персонала по
i‑му варианту, руб.;
Пsi - суммарная прибыль по i‑му варианту, руб.;
Пгод i - сумма годовой прибыли по i‑му варианту, руб.
Похожие работы


... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...
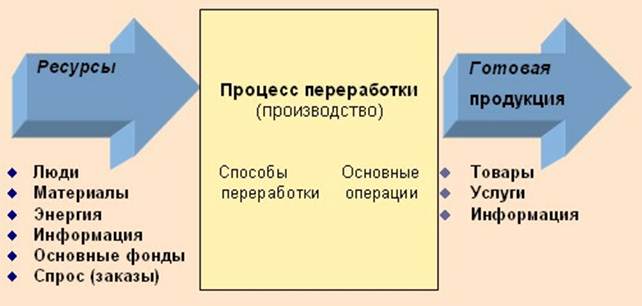
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
... , инновационные процессы в которой осуществляются людьми, сознательно координирующими деятельность для достижения поставленных целей. Основная цель инновационного менеджмента – обеспечение долговременного функционирования предприятия на основе эффективной организации инновационных процессов и высокой конкурентоспособности инновационной продукции. 6. Классификация инновационных процессов и ...
0 комментариев