Этапы развития системы менеджмента качества
Методы оценки качества продукции
Анализ качества продукции на заводе полистиролов ОАО «Нефтекамскнефтехим»
Анализ потерь от образования побочной продукции (некондиции)
Анализ претензий потребителей и затрат на качество продукции
Основные направления повышения качества продукции
Внедрение новых моделей управления качеством на российских предприятиях
Навигация
Методы оценки качества продукции
Оценка качества продукции завода полистиролов ОАО "Нижнекамскнефтехим"
138509
знаков
6
таблиц
25
изображений
1.3 Методы оценки качества продукции
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, что качество изделия не повышается за счет выбраковки некачественных. Отметим, что на предприятиях электронной промышленности из-за миниатюрных размеров изделий часто брак исправить вообще невозможно. Поэтому современные фирмы сосредотачивают внимание не на выявлении брака, а на его предупреждении, на тщательном контролировании производственного процесса и осуществляют свою деятельность в соответствии с концепцией “регулирование качества”.
Большую роль в обеспечении качества продукции играют статистические методы.
Целью методов статистического контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить. Статистические методы контроля качества подразделяются на: статистический приемочный контроль по альтернативному признаку; выборочный приемочный контроль по варьирующим характеристикам качества; стандарты статистического приемочного контроля; система экономических планов; планы непрерывного выборочного контроля; методы статистического регулирования технологических процессов.
Следует отметить, что статистический контроль и регулирование качества продукции хорошо известны в нашей стране. В этой области наши ученые имеют несомненный приоритет. Достаточно вспомнить работы А.Н. Колмогорова по несмещенным оценкам качества принятой продукции на основании результатов выборочного контроля, разработку стандарта приемочного контроля с использованием экономических критериев.
Многие из оценок качества продукции вытекают из самих особенностей сбора информации.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и недостатки. Например, выборочный приемочный контроль по варьирующим характеристикам имеет то преимущество, что требует меньшего объема выборки. Недостаток этого метода заключается в том, что для каждой контролируемой характеристики нужен отдельный план контроля. Если каждое изделие проверяется по пяти характеристикам качества, необходимо иметь пять отдельных планов проверок.
Как правило, планы выборочного приемочного контроля проектируют таким образом, чтобы была мала вероятность ошибочно забраковать годную продукцию, или был мал “риск производителя”. Большинство планов выборочного контроля проектируется так, чтобы "риск производителя" был a= 0,05.
Если при установленном плане выборочного контроля “уровень приемлемого качества” соответствует предполагаемой доле брака p в генеральной совокупности, то считают, что вероятность забраковать годную продукцию мало отличается от 0,05. Поэтому уровень приемлемого качества и a соответствуют способу плана выборочного контроля. Важно также, что план приемочного выборочного контроля составляется с таким расчетом, чтобы вероятность приемки продукции низкого качества была мала, т. е. был мал “риск потребителя”. Граница между хорошей и плохой продукцией называется допустимой долей брака в партии. Рассмотрим более подробно наиболее распространенные методы статистического контроля качества.
Основной характеристикой партии изделий по альтернативному признаку является генеральная доля дефектных изделий.
![]() (1.1)
(1.1)
где D – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т. е. H0::q = q0.
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции.
Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д.
При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
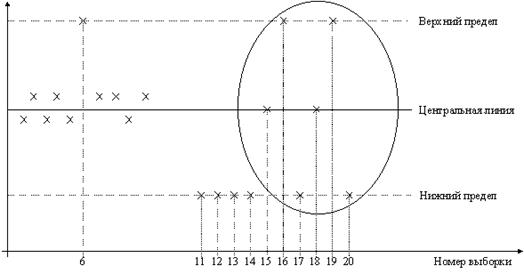
Рисунок 1.5 - Контрольная карта
Контрольная карта (рисунок 1.5) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
- выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
- расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
- сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
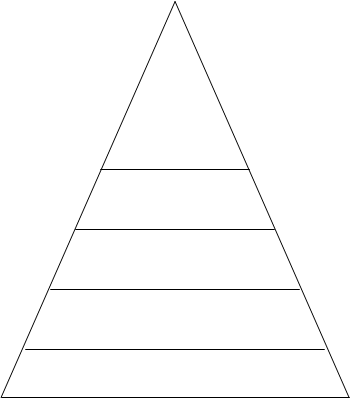
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество используют схемы Исикава. Она состоит из показателя качества, характеризующего результат и факторных показателей (рисунок 1.6).
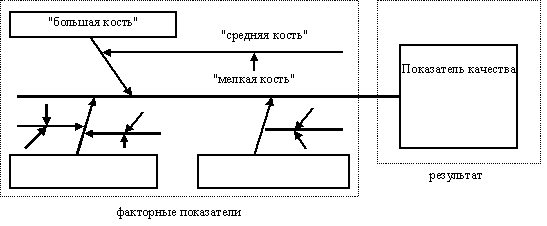
Рисунок 1.6 - Структура диаграммы причин и результатов
Построение диаграмм включает следующие этапы:
- выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
- выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники ("большие кости");
- выбор вторичных причин ("средние кости"), влияющих на главные;
- выбор (описание) причин третичного порядка ("мелкие кости"), которые влияют на вторичные;
- ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.
Эта проблема может решаться с помощью диаграмм Парето.
Различают два вида диаграмм Парето:
- По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
- По причинам (факторам). Они отражают причины проблем, которые возникают в ходе производства.
Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин приводящим к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето.
Построение диаграмм Парето включает следующие этапы:
- Выбор вида диаграммы (по результатам деятельности или по причинам (факторам).
- Классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако, большинство наблюдаемых единиц какой-либо совокупности не должны попадать и строку прочие.
- Определение метода и периода сбора данных.
- Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации.

- Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу "прочие" следует приводить в последней строке вне зависимости от того, насколько большим получилось число.
- Построение столбиковой диаграммы (рисунок 1.7).
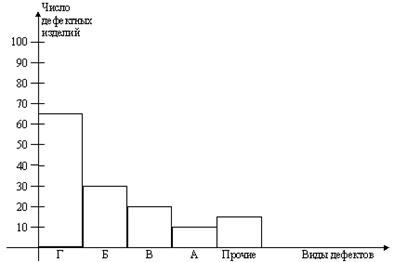
Рисунок 1.7 - Связь между видами дефектов и числом дефектных изделий
Значительный интерес представляет построение диаграмм ПАРЕТО в сочетании с диаграммой причин и следствий.
Выявление главных факторов, влияющих на качество продукции позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество.
Обычно при статистическом контроле качества допустимый уровень качества, который определяется количеством изделий, прошедших контроль и имевших качество ниже минимально приемлемого, колеблется от 0,5% до 1% изделий. Однако, для компаний, которые стремятся выпускать продукцию только высшего качества этот уровень может быть недостаточным. Например, "Toyota" стремится свести уровень брака к нулю, имея в виду, что хотя и выпускаются миллионы автомобилей, но каждый покупатель приобретает лишь один из них. Поэтому наряду со статистическими методами контроля качества на фирме разработаны простые средства контроля качества всех изготавливаемых деталей (TQM). Статистический контроль качества в первую очередь применяется в отделениях фирмы, где продукция изготавливается партиями.
При измерении качества продукции потребителем могут наблюдаться значительные расхождения получаемых оценок. Это связано с индивидуальными вариациями систем восприятия. Следовательно, при измерении потребительских свойств продукции их целесообразно рассматривать как статистические величины. Функция оценки качества продукции по его свойствам должна учитывать распределение мнений потребителя.
Методика измерения качества объекта, разработанная для продукта, может быть применена для оценки свойств процессов управления. В результате возможно получение нового показателя - качество процесса управления. Долговременное обеспечение конкурентоспособности продукции возможно только при организации эффективного обеспечения качества продукции. Оба понятия - качество продукции и качество процессов управления имеют самостоятельное значение в системе управления организацией.
Оценка уровня качества необходима для планирования качества и установления цен, проводится приемочными комиссиями при оценке продукции.
Уровень качества устанавливается с помощью дифференциальных, комплексных и смешанных методов.
Дифференциальный метод – достаточно прост и состоит в сравнении единичных показателей качества оцениваемого изделия с одноименными базовыми показателями [Приложение Б].
Комплексный метод – характеризуется несколькими свойствами. Он основан на сравнении комплексных показателей оцениваемого изделия с комплексными базовыми показателями. Однако значимость этих свойств в составе качества не одинакова [16].
Смешанный метод оценки уровня качества сочетает дифференциальный и комплексный методы. Наиболее важные свойства оценивают дифференциальным методом, другие свойства объединяют в группы и оценивают комплексным методом. Смешанный метод применяют обычно при аттестации продукции.
Для сводной оценки уровня качества продукции (изделия) пользуются методикой В.А. Трапезникова [16]. При этом рассчитывают «коэффициент качества», равный произведению частных показателей качества (коэффициентов), характеризующих отклонение фактического значения каждого контролируемого параметра от значений, установленных стандартами или принятых за эталон. Сводный коэффициент находят по формуле (1.2):
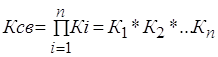 , (1.2)
, (1.2)
где Ксв – сводный коэффициент качества;
Кi – частные показатели качества;
П – знак произведения.
В свою очередь частные показатели определяется по формуле (1.3):
![]() (1.3)
(1.3)
где Кi – частный относительный показатель качества;
Кф – фактический уровень качества;
Кэ – уровень лучшего образца (эталона).
При комплексной оценке качества продукции может быть также использован средний взвешенный арифметический показатель, когда усредняемые исходные относительные показатели Кi сравнительно мало отличаются друг от друга:
![]() (1.4)
(1.4)
где Ксв – сводный коэффициент качества;
Кi – частный относительный показатель качества;
Wi – коэффициенты весомости показателей (определяются экспертно).
Если величина сводного показателя качества будет больше единицы, то можно сделать вывод, что рассматриваемый образец продукции лучше по качеству базового образца.
В заключении данной главы выделим следующее:
На основании исторического анализа выявлена тенденция расширения предмета управления системы обеспечения качества продукции. В конце XIX века рост качества обеспечивался повышением контроля над производством, в середине 50-х годов XX века система обеспечения качества продукции включила в себя вопросы уже на этапе проектирования продукта и технологии их производства; в настоящий момент утверждаются идеи всеобщего управления качеством на всех этапах жизненного цикла изделия. Современная комплексная система управления качеством (КСУКП) реализует все функции управления.
Обеспечение соответствия качества продукции заявленным требованиям является подчиненной целью, не гарантирующей получение прибыли. Главным показателем деятельности КСУКП должен быть уровень рентабельности продукции. Следовательно, можно использовать следующее определение этого понятия: система управление качеством продукции – это совокупность организационных отношений предприятия и применяемых к ним принципов, методик и инструментов, используемых в течение всего жизненного цикла продукции для планирования потребительной стоимости продукции и обеспечения требуемого уровня качества процессов
Похожие работы
... хозяйственную деятельность и избежать объявление предприятия-должника банкротом с последующей его ликвидацией. 3. Анализ и оценка деятельности предприятия (на примере ОАО «Нижнекамскнефтехим») 3.1 Характеристика и основные экономические результаты деятельности предприятия ОАО "Нижнекамскнефтехим" – крупнейший в Европе комплекс нефтехимических производств, свыше 30 лет действующий на ...
... информации и финансовыми аналитиками, в значительной степени формирующими у потенциальных инвесторов первичное мнение о ситуации в Татарстане [34]. 3. Финансирование инновационной деятельности ОАО «НКНХ» на примере завода полистирола 3.1 Характеристика инновационного продукта и необходимости его производства Группа полистиролов разделяется на пять типов продуктов: полистирол общего ...
... с организацией в целом, не осознают желательность и полезность совпадения своих личных интересов с интересами организации. 3 Совершенствование системы мотивации деятельности ОАО «Нижнекамскнефтехим» 3.1 Программа совершенствования системы мотивации на ОАО «Нижнекамскнефтехим» Несмотря на положительный опыт построения системы мотивации и стимулирования труда на анализируемом предприятии, ...

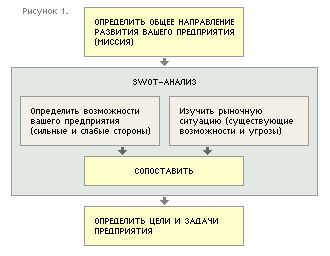

... развитие НГХК РТ. 3.3 Применение бизнес-стратегии как инструмента антикризисного развития компании (на примере Комплекса нефтеперерабатывающих и нефтехимических заводов ОАО "ТАНЕКО") В качестве бизнес-стратегии как инструмента антикризисного развития компании нами было решено выбрать SWOT-анализ, позволяющий получить ясную оценку сил предприятия и ситуации на рынке. Именно при помощи SWOT- ...
0 комментариев