Организация производства и его расширения
Показатели эффективности инвестиций
Общая характеристика предприятия
Анализ основных финансово-экономических показателей производственной деятельности
Исследование возможности расширения производства
Выработка альтернативных вариантов расширения производства
Расчет показателей Варианта 1
Расчет показателей Варианта 2
Навигация
Организация производства и его расширения
Оценка эффективности расширения производства на примере ООО "Санфлор"
93107
знаков
29
таблиц
13
изображений
1.2 Организация производства и его расширения
Рационально построенная структура производственного предприятия влияет на эффективность всего производственного процесса.
Организация производства - система мер, направленных на рационализацию сочетания в пространстве и времени вещественных элементов и людей, занятых в процессе производства.
Под организацией производственного процесса понимают методы подбора и сочетания его элементов в пространстве и времени с целью достижения эффективного конечного результата.
В основе организации производственного процесса (изготовления продукта) лежат следующие основные принципы:
специализация, характеризующаяся ограничением номенклатуры и ростом массовости изготовления одноимённой продукции (работ);
непрерывность, предполагающая увеличение времени нахождения предмета труда в обработке, уменьшение времени нахождения его без движения в ожидании возобновления процесса изготовления, сокращение перерывов в использовании живого труда и средств труда;
пропорциональность, требующая относительно равного выпуска продукции или объёма выполнения работ за определённый период времени всеми взаимосвязанными подразделениями предприятия, группами оборудования, рабочими местами, а также соответствия фонда времени работы оборудования и рабочих трудоёмкости производственной программы;
параллельность, включающая одновременно выполнение отдельных частей производственного процесса, концентрацию технологических операций на рабочем месте и совмещение во времени выполнения основных и вспомогательных операций;
прямоточность, обеспечивающая кратчайшее расстояние движения предметов труда в процессе производства;
ритмичность, предполагающая регулярное повторение процесса производства через равные промежутки времени;
гибкость в организации производственного процесса - возможность быстрой перестройки на выпуск новой продукции.
К формам организации производства в целом относятся концентрация, специализация, кооперирование и комбинирование.
Концентрация представляет собой процесс сосредоточения изготовления продукции на ограниченном числе предприятий и в их производственных подразделениях.
Под специализацией понимается сосредоточение на предприятии и в его производственных подразделениях выпуска однородной, однотипной продукции или выполнения отдельных стадий технологического процесса.
Кооперирование предполагает производственные связи предприятий, цехов, участков, совместно участвующих в производстве продукции. В его основе лежат подетальная и технологическая формы специализации.
Комбинирование представляет собой соединение в одном предприятии производств, иногда разноотраслевых, но тесно связанных между собой.
Производственный процесс - совокупность взаимосвязанных основных, вспомогательных, обслуживающих и естественных процессов, направленных на изготовление определённой продукции.
Операция - часть процесса производства, выполняемая на одном рабочем месте одним или несколькими рабочими и состоящая из ряда действий над одним объектом производства (деталью, узлом, изделием).
Производственные процессы различаются в зависимости от ряда признаков.
Таблица 1
Признаки различия процессов
| Признаки классификации | Виды производственного процесса |
| 1. Значение и роль в изготовлении продукции | Основные, вспомогательные, обслуживающие |
| 2. Характер протекания | Простые, синтетические, аналитические |
| 3. Стадии изготовления | Заготовительные, обрабатывающие, выпускающие (сборочные) |
| 4. Степень непрерывности | Прерывные, непрерывные |
| 5. Степень технической оснащённости | Ручные, частично механизированные, автоматизированные |
| 6. Особенности используемого обслуживания | Аппаратурные (агрегатные), дискретные |
Основные процессы - это такие производственные процессы, в ходе которых сырьё и материалы превращаются в готовую продукцию.
Вспомогательные процессы представляют собой обособленные части производственного процесса, которые зачастую могут быть выделены в самостоятельные предприятия. Они заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К ним относятся изготовление инструментов и технологической оснастки, запасных частей, ремонт оборудования и т.д.
Обслуживающие процессы неразрывно связаны с основным производством, их невозможно обособить. Главная их задача - обеспечить бесперебойную работу всех подразделений предприятия. К ним относятся межцеховой и внутрицеховой транспорт, складирование и хранение материально-технических ресурсов и т.д.
Производственный процесс включает в себя производственные циклы.
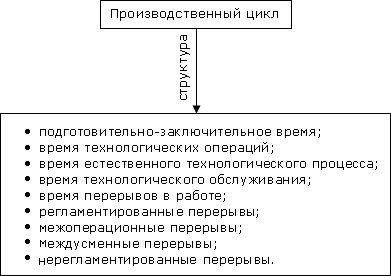
Рис.1. Структура производственного процесса
Производственный цикл - календарный период времени с момента запуска сырья и материалов в производство до выхода готовой продукции, приёмки её службой технического контроля и сдачи на склад готовой продукции, который измеряется в днях, часах.
Производственный цикл (Тц) включает две стадии:
Время протекания процесса производства, которое называется технологическим циклом, или рабочим периодом, и включает:
затраты времени на подготовительно-заключительные операции (Тпз);
затраты времени на технологические операции (Ттехн);
затраты времени на протекание естественных технологических процессов (Тест.пр);
затраты времени на транспортировку в процессе производства (Ттарнс);
затраты времени на технический контроль (Ттехн.к).
Время перерывов в процессе производства, которое включает:
время межоперационного пролёживания (Тмежопер.прорлёж);
время межсменного пролёживания (Тмежсмен. пролёж).
Время протекания процесса производства и время перерыва в процессе производства составляют производственный цикл:
Тц = Тпз+Ттехн+Тест.пр+Ттарнс+Ттехн.к+Тмежоер. пролёж+Тмесмен пролёж
Подготовительно-заключительное время затрачивается рабочим (или бригадой) на подготовку себя и своего рабочего места к выполнению производственного задания, а также на все действия по его завершению. Оно включает время на получение наряда, материала, специальных инструментов и приспособлений, накладку оборудования и др.
Время технологических операций - это время, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники.
Время естественных технологических процессов - это время, в течение которого предмет труда изменяет свои характеристики без непосредственного воздействия человека и техники (сушка на воздухе окрашенного или остывание нагретого изделия, рост и созревание растений, брожение некоторых продуктов и др.). Для ускорения производства многие естественные процессы осуществляются в искусственно созданных условиях, например, сушка в сушильных камерах.
Время технологического обслуживания включает:
контроль качества обработки изделия;
контроль режимов работы машин и оборудования, их настройку, мелкий ремонт;
подвоз заготовок, материалов, приёмку и уборку обработанной продукции.
Время перерывов в работе - это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция ещё не является готовой и процесс производства не закончен.
Различают регламентированные и нерегламентированные перерывы.
В свою очередь, регламентированные перерывы в зависимости от вызвавших их причин разделяются на межоперационные (внутрисменные) и междусменные (связанные с режимом работы).
Межоперационные перерывы делятся на перерывы партионности, ожидания и комплектования.
Перерывы партионности имеют место при обработке деталей партиями: каждая деталь или узел, поступая к рабочему месту в составе партии, пролёживает дважды - до начала и по окончании обработки, пока вся партия не пройдёт через данную операцию.
Перерывы ожидания обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса и возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции.
Перерывы комплектования возникают в тех случаях, когда детали и узлы пролёживают в связи с незаконченностью изготовления других деталей, входящих в один комплект.
Междусменные перерывы определяются режимом работы (количеством и длительностью смен) и включают перерывы между рабочими сменами, выходные и праздничные дни, обеденные перерывы.
Нерегламентированные перерывы связаны с простоями оборудования и рабочих по различным, не предусмотренным режимом работы организационным и техническим причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и др.) и не включаются в производственный цикл.
Продолжительность производственного цикла устанавливается и регламентируется как в целом по всем изделиям (включая их составляющие элементы), так и отдельно по каждому элементу. Однако продолжительность времени изготовления отдельных деталей, узлов и агрегатов (компонентов изделия) в сумме превышает продолжительность цикла самого изделия за счёт того, что значительная часть компонентов изготовляется параллельно на различных рабочих местах.
Без тщательного анализа производственного цикла, невозможно сказать об эффективности данного производства. А на стадии свободной рыночной экономики, производство как и товар должны быть конкурентоспособны.
Расширение производства невозможно без инвестиций, поэтому перейдем к показателям эффективности инвестиционных проектов.
Похожие работы
... акций, внедрение карт постоянных клиентов, улучшение качества дополнительных услуг оказываемых покупателям, улучшение торгово-технологического процесса магазина. 3. Разработка мер по совершенствованию коммерческой деятельности предприятия розничной торговли (на примере ООО Торгового Дома «Три кита») 3.1 Анализ и оценка коммерческой деятельности предприятия В магазине ООО «Три кита» ...
0 комментариев