Средства труда: материалоемкость, ремонтопригодность, вес, габариты, устойчивость к температуре и активной среде, межремонтный период
Индекс сортности (используется для оценки выполнения плана и динамики сортности)
Контроль качества продукции и технологических процессов
Сертификация продукции и услуг
Основы стандартизации
Системы управления качеством продукции
Основы технических измерений
Экономическое обоснование управленческих решений по повышению качества продукции
Закон Российской Федерации «Об охране окружающей среды» связан с правами человека на здоровую окружающую среду
Навигация
Контроль качества продукции и технологических процессов
Управление качеством
126841
знак
11
таблиц
1
изображение
4. Контроль качества продукции и технологических процессов
Контроль – это проверка соответствия объекта установленным требованиям. Объектами технического контроля являются продукция, технологические процессы, оборудование.
Контроль качества продукции – это контроль количественных и (или) качественных характеристик свойств продукции. Например, контроль качества ткани включает количественные характеристики (длина, ширина, толщина), а также качественные характеристики (внешние дефекты, цвет, рисунок).
Контроль продукции включает два элемента: получение информации о фактическом состоянии продукции (ее количественных и качественных признаках); сопоставление полученной информации с заранее установленными техническими требованиями, то есть получение вторичной информации. Если обнаруживается несоответствие фактических данных техническим требованиям, то осуществляют управленческое воздействие на объект контроля с целью устранения выявленного отклонения от технических требований.
Контроль качества можно классифицировать по ряду признаков.1. По этапам процесса производства контроль бывает входным, операционным, приемочным и инспекционным:
- входной – контроль продукции, поступившей к потребителю (или заказчику);
- операционный – контроль во время выполнения или после завершения технологической операции;
- приемочный – контроль продукции, по результатам которого принимают решение о ее пригодности к поставкам;
- инспекционный – контроль продукции, который осуществляют специально уполномоченные лица с целью проверки эффективности ранее выполненного контроля (например, контроль госинспекторами органов госнадзора Госстандарта).
2. По полноте охвата контролем по времени различают контроль качества летучий, непрерывный, периодический.
3. По объему:
- сплошной – контроль каждой единицы продукции в партии;
- выборочный – контроль части партии продукции.
4. По применению средств контроля:
- измерительный – с применением средств измерения;
- регистрационный – регистрация значений контролируемых параметров продукции;
- органолептический – контроль, при котором первичная информация воспринимается органами чувств;
- визуальный – разновидность органолептического контроля, осуществляемый органами зрения.
К органолептическому контролю можно отнести также технический осмотр.
5. По влиянию на объект контроля бывает разрушающий и неразрушающий контроль качества.
6. По стадии создания и существования продукции различают производственный и эксплуатационный контроль.
Стандартами предусматривается контроль по количественному и альтернативному признаку. Контроль по количественному признаку – это контроль продукции, в ходе которого определяют числовые значения одного или нескольких ее параметров, а последующее решение о контролируемой совокупности принимают в зависимости от этих значений. Контроль по альтернативному признаку представляет собой контроль по качественному признаку, в ходе которого проверенную продукцию относят к категории годных или бракованных, а последующее решение о контролируемой совокупности принимают в зависимости от числа бракованных единиц.Для контроля из партии продукции извлекают выборку или пробу (часть нештучной продукции). Критерием для принятия решения по результатам контроля является контрольный норматив.
Существует два контрольных норматива – приемочное и браковочное числа.
Приемочное число (С1) – это контрольный норматив, являющийся критерием для приемки партии продукции и равный максимальному числу забракованных единиц в выборке.
Браковочное число (С2) – контрольный норматив, являющийся критерием для непринятия партии продукции и равен минимальному числу забракованных единиц в выборке.
Величина контрольных нормативов зависит от принятого в стандарте приемочного уровня дефектности и режима контроля.
Приемочный уровень дефектности (обозначение в стандарте AQL – англ. – допустимый качественный уровень) – это максимальный уровень дефектности или средний уровень, который для целей приемки рассматривается как удовлетворительный.
Статистический контроль может проводиться в трех режимах:
- нормальный контроль – применяют в том случае, когда результат проверки заданного числа предыдущих партий продукции не дает основания для заключения о том, что действительный уровень дефектности существенно отклоняется от приемочного;
- ослабленный контроль применяют, когда результат проверки заданного числа предыдущих партий продукции является положительным (например, 10 последовательных партий приняты с первого предъявления) то есть дает основание для заключения о том, что действительный уровень дефектности ниже приемочного;
- усиленный контроль – необходим, когда результат проверки заданного числа предыдущих партий продукции отрицательный, например, две из пяти последовательных партий были забракованы.
Статистический приемочный контроль может быть одноступенчатым, двухступенчатым, многоступенчатым и последовательным. На практике, в частности при приемке товаров народного потребления применяют одноступенчатый и двухступенчатый контроль. При одноступенчатом контроле решение относительно партии продукции принимают по результатам контроля не более двух выборок, причем необходимость второй выборки зависит от результата проверки первой выборки. При положительных результатах проверки первой выборки контроль может быть закончен.
Совокупность данных о виде контроля (одноступенчатый, двухступенчатый и т.д.), объемах контролируемой партии, выборки, о контрольных нормативах составляет план контроля.
Например: Возьмем фрагмент таблицы из ГОСТ-18242 (табл. 4.1), определяющего методические принципы статистического контроля по альтернативному признаку (на примере усиленного одноступенчатого статистического контроля). На основе данного ГОСТа строятся стандарты правил приемки конкретной продукции.
Таблица 4.1. Выписка из ГОСТа
| Объем партии | Объем выборки | Приемочные (С1) и браковочные (С2) числа при приемочном уровне дефектности, % | |||||
| 2,5 | 4,0 | 6,5 | |||||
| С1 | С2 | С1 | С2 | С1 | С2 | ||
| От 16 до 25 | 5 | 0 | 1 | 0 | 1 | 1 | 2 |
| От 26 до 50 | 8 | 0 | 1 | 1 | 2 | 1 | 2 |
| От 51 до 90 | 13 | 1 | 2 | 1 | 2 | 1 | 2 |
| От 91 до 150 | 20 | 1 | 2 | 1 | 2 | 2 | 3 |
Рассмотрим пример приемки партии трикотажных изделий:
Известно, что на контроль поступила партия трикотажных изделий объемом 100 шт.; в стандарте правил приемки на данную группу продукции «заложен» уровень дефектности 2,5% и предусмотрен одноступенчатый контроль; изготовитель поставленной партии в прошлом неоднократно поставлял недоброкачественную продукцию. Отсюда следует, что приемка по качеству должна строится по режиму усиленного контроля и по следующему плану: объем выборки – 20 шт., приемочное число – 1, браковочное число – 2. Если при проверке 20 шт. оказалось две (и более) забракованных единицы, то партию 100 шт. не принимают.
В общем виде последовательность действий при одноступенчатом контроле такова. Из партии объемом N случайно отбирают n единиц продукции, проверяют их и подсчитывают число бракованных единиц продукции С. Если число С меньше или равно приемочному числу С1, то партию продукции принимают. В том случае, когда число С больше или равно браковочному числу С2 – партию продукцию бракуют.
За рубежом при контроле качества продукции (в частности электронных компонентов радиоаппаратуры), руководствуются японским стандартом, предусматривающим несколько иную методику выборочного контроля. В частности, используется показатель уровня дефектности PPm, выражаемый через число дефектных единиц на 1 млн. проверяемых изделий. В отличие от ГОСТ-18242 (методика AQL) методика PPm обеспечивает более жесткий выборочный контроль.
Допустим, если в телевизоре используется 500 электронных компонентов, по каждому из которых установлен PPm=10, то количество дефектных телевизоров составляет 10х500/106 = 1/200, т.е. равно одной дефектной единице на 200 штук. В проспектах и каталогах некоторые фирмы начинают указывать в качестве характеристики надежности своей продукции допустимую величину PPm.
Цель любого контроля выявление годных, бракованных и дефектных изделий.
Брак – изделия и детали, не соответствующие по своим свойствам требованиям стандартов, технических условий или иных документов аналогичного характера, и поэтому не пригодные для использования по прямому назначению. К показателям брака относятся:
1. Размер брака в натуральном выражении;
2. Процент брака – количество бракованных изделий по отношению к годным изделиям;
3. Удельный вес брака – отношение количества забракованных изделий к общему количеству годных и забракованных изделий.
4. Абсолютный размер брака в денежном выражении – сумма фактических затрат, связанных с производством окончательного брака и исправлением исправимого брака.
5. Абсолютный размер потерь от брака меньше абсолютного размера брака на суммы, взысканные с виновников брака, и на суммы, вырученные от использования бракованных изделий.
6. Относительные показатели брака и потерь от брака получают делением абсолютных показателей на общую сумму фактических затрат, связанных с производством продукции за данный период.
Например, на заводе за отчетный период стоимость окончательного (неисправимого) брака 43556 тыс. руб. Расходы по исправлению брака (исправимого) 26454 тыс. руб. Стоимость окончательного брака по цене использования 4360 тыс. руб. Взыскано с поставщиков по претензиям за поставку недоброкачественных материалов 2600 тыс. руб. Удержано за брак с виновников 2350 тыс. руб.
Валовая продукция за тот же период по себестоимости 1207600 тыс. руб.
Определить абсолютные и относительные показатели размера брака и размера потерь от брака на заводе за отчетный период.
Решение:
Абсолютный размер = 43556 + 26454 = 70010 тыс. руб.
Абсолютные потери = 70010 – 4360 – 2600–2350 = 60700 тыс. руб.
Относительный размер брака ![]()
Относительные потери ![]()
При анализе данных о браке следует рассматривать также группировку брака по месту появления (внутренний и внешний), по причинам и характеру (исправимый и неисправимый (окончательный)).
Каждое отдельное несоответствие продукции установленным требованиям является дефектом. Например, царапина на защитном покрытии изделия, высокое содержание вредных примесей в продукте, отклейка подошвы обуви и т.д. Эти дефекты могут обнаруживаться как при визуальном контроле, так и при испытаниях, то есть при измерительном контроле. Некоторые дефекты могут быть выявлены только при эксплуатации. Дефекты классифицируются по трем признакам.
1. По возможности выявления:
- явный – дефект, для выявления которого предусмотрены соответствующие правила, методы и средства действующей нормативной документации. Многие явные дефекты относят к внешним, так как они выявляются при визуальном контроле.
- скрытый – дефект, для выявления которого не предусмотрены соответствующие правила, методы и средства нормативной документации. Эти дефекты обнаруживаются, как правило, при эксплуатации. На сегодняшний день скрытыми дефектами могут считаться пониженная чистота бритья определенные моделей электробритв, пониженная моющая способность моющего средства, так как для контроля указанных показателей в отечественных стандартах отсутствуют методы и нормы.
2. По возможности устранения различают устранимые и неустранимые дефекты. Указанное деление условно, так как один и тот же вид дефекта может быть устранимым в условиях предприятия изготовителя и неустранимым на предприятии торговли.
3. По степени влияния на качество различают дефекты:
- критический – его наличие исключает возможность использования изделия по назначению;
- значительный – существенно влияет на использование продукции по назначению и на ее долговечность;
- малозначительный – существенно не влияет на использование изделия по назначению и его долговечность.
Иногда вводят группу косметических несоответствий. Причины несоответствий могут носить различный характер: технический, исполнительский, организационный и др.
Если возникает очень высокий уровень несоответствий, то рекомендуется разделить все несоответствия в зависимости от места и уровня организации (уровня управления), где возникают их причины. Причины могут быть на уровне исполнителя и его рабочего места, на уровне бригады, цеха, на заводском уровне или на уровне взаимоотношений с поставщиками. Для каждого из этих уровней используют свои методы и средства по выявлению и устранению несоответствий.
Особенно эффективным средством снижения уровня несоответствий на рабочих местах и в бригадах является введение экономической заинтересованности к снижению несоответствий. На уровне цехов, производств и предприятий нужны уже организационно – технические программы. На внешнем уровне – специальные приемы работы с поставщиками.
Укрупнено выделяют несколько «кругов несоответствий»:
- несоответствия, причины которых – плохое исполнение персоналом своих обязанностей, личная небрежность, пренебрежение к регламенту документации, непрофессионализм и т.п. Это уровень управления рабочим местом;
- несоответствия, причины которых – плохая организация работ, неоснащеность и неподготовленность рабочих мест, отсутствие нужного инструмента, оснастки, мерительного инструмента, расходных материалов, не применение статистических методов управления качеством. Это уровень управления бригадой, цехом;
- несоответствия, причины которых – плохое взаимодействие между подразделениями, низкая производственная дисциплина, плохая работа ОТК, недостаточность средств у подразделения, нестабильность технологических процессов, отсутствие системы применения статистических методов и в целом системы качества. Это уровень управления производством и предприятием в целом;
- ложные несоответствия, причина которых – некорректные требования к качеству. Это уровень отношений конструктор – технолог – служба качества – производственник.
- несоответствия, причины которых обусловлены поставщиками: низкое качество поставок; заниженные требования контрактов; несоблюдение поставщиком требований контракта, стандартов; отсутствие резервных поставщиков; отсутствие у поставщика системы статистического контроля системы качества. Это уровень взаимоотношений с поставщиками.
Желательно основные виды несоответствий и их причины отнести к одной из этих пяти категорий. Для каждой из них следует применить специальные механизмы управления
Статистический анализ качества продукции – исследование условий и факторов, влияющих на качество продукции. При анализе часто используют специальные графические методы, описательную статистику для наглядного изображения данных по качеству.
В двадцатом веке, благодаря усилиям американских и японских специалистов, уделялось достаточно много внимания разработке простых статистических методов, рассчитанных на массовое применение. Это так называемые семь простых японских методов:
- контрольные карты;
- причинно-следственная диаграмма Исикавы;
- гистограмма;
- диаграмма Парето;
- контрольный листок;
- графики.
Статистическое регулирование технологического процесса – это корректирование параметров процесса по результатам выборочного контроля параметров изготовляемой продукции для обеспечения требуемого уровня ее качества и предупреждения брака. Основным инструментом регулирования является контрольная карта (КК). На КК отмечается диапазон неизбежного разброса значений показателя.
Контрольные карты – это представление полученных данных в виде графика в порядке поступления в ходе технологического процесса во времени. Они позволяют контролировать текущие рабочие характеристики процесса и показывают отклонения от стандарта, целевого или среднего значения, а также уровень статистического контроля процесса в течение определенного времени. Их можно использовать для изучения возможностей процесса, чтобы помочь определить достижимые цели качества и выявить изменения средних характеристик и изменчивость процесса, которые требуют корректирующего действия.
Контрольные карты основываются на трех положениях:
- все процессы с течением времени отклоняются от заданных характеристик;- отклонения отдельных точек являются непрогнозируемыми;
- стабильный процесс изменяется случайным образом, но так, что группы точек стабильного процесса имеют тенденцию находиться в прогнозируемых границах;
- нестабильный процесс отклоняется в силу неслучайных факторов, и неслучайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ.
Контрольные карты позволяют использовать текущие данные процесса, чтобы установить статистически нормальные границы (границы регулирования), в которых должны находится характеристики процесса. Постоянное использование контрольной карты может помочь определить факторы, вызывающие отклонения процесса от заданных требований и исключить их влияние.
Результаты измерений процесса в течение определенного времени сравниваются с требованиями к процессу для установления, что процесс:
- выходит за установленные границы, но позволяет удовлетворить требования потребителя (процесс требует наладки, настройки);
- находится в установленных границах, но не позволяет удовлетворить требования потребителя (необходимо улучшение процесса);
- выходит за установленные границы и не позволяет удовлетворить требования потребителя (процесс требует наладки/ настройки и кроме того необходимо общее улучшение процесса)
Для оценки контрольных границ применяется трехкратное среднее квадратическое отклонение (правило «трех сигм»). или
или ![]() (4.1)
(4.1)
где ![]() - количество (или доля) дефектных изделий в выборке;
- количество (или доля) дефектных изделий в выборке;
![]() - средняя доля дефектных изделий;
- средняя доля дефектных изделий;
n – число наблюдений.
Если точки, наносимые на контрольную карту, не входят за границы регулирования, то технологический процесс протекает стабильно. Если точки на КК выходят за контрольные границы, то считается, что в технологическом процессе возникли какие-то технологические погрешности, которые должны быть выявлены и устранены. Каждый выход за регулировочные границы должен фиксироваться и тщательно анализироваться.
Детальные подробности построения контрольных карт приводятся в стандарте ISO 7870 -93.
Например: Требуется по приведенным ниже данным построить контрольную карту контроля продукции за декаду:
Таблица 4.2| Число месяца | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Содержание серы в нефти, % | 2,3 | 2,1 | 2,0 | 2,5 | 3,5 | 2,8 | 2,2 | 2,0 | 2,0 | 2,1 |
Решение:
Для построения контрольной карты необходимо определить значение среднего уровня дефектности, а также верхнюю и нижнюю границу регулирования.
Среднее значение признака находится по формуле средней арифметической:
 , (4.2)
, (4.2)
где ![]() - среднее значение признака;
- среднее значение признака;
хi – индивидуальные значения признака;
n – число индивидуальных величин.
![]() %
%
Для оценки контрольных границ (границ регулирования) применяется трехкратное среднеквадратичное отклонение (правило трех сигм). Данные для расчета границ регулирования представлены в таблице:
Таблица 4.3
| Номер | p |
|
|
| 1 | 2,3 | -0,05 | 0,0025 |
| 2 | 2,1 | -0,25 | 0,0625 |
| 3 | 2 | -0,35 | 0,1225 |
| 4 | 2,5 | 0,15 | 0,0225 |
| 5 | 3,5 | 1,15 | 1,3225 |
| 6 | 2,8 | 0,45 | 0,2025 |
| 7 | 2,2 | -0,15 | 0,0225 |
| 8 | 2 | -0,35 | 0,1225 |
| 9 | 2 | -0,35 | 0,1225 |
| 10 | 2,1 | -0,25 | 0,0625 |

Верхняя граница регулирования: ВКП = 2,35+ 3*0,454 = 3,712
Нижняя граница регулирования: НКП = 2,35 – 3*0,454 = 0,988
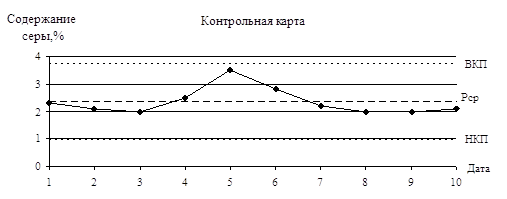
Поскольку точки, наносимые на контрольную карту, не выходят за границы регулирования, технологический процесс не требует дополнительного регулирования.
Причинно-следственные диаграммы строятся с целью рассортировать и определить взаимодействия между факторами, влияющими на процесс. Причинно-следственная диаграмма Исикавы изображает зависимость между данным следствием и его потенциальными причинами (причинно-следственный анализ).
Для производства изделий, качество которых удовлетворяло бы запросам потребителей, прежде всего, необходимо наиболее важным показателям качества (являющимся следствием) поставить в соответствие различные факторы производства (составляющие систему причинных факторов). Затем на те факторы, которые оказывают отрицательное влияние на результат, необходимо оказать воздействие правильно подобранными мерами и этим ввести процесс в стабильное состояние.
Таким образом, схема Исикавы позволяет выявить и сгруппировать условия и факторы, влияющие на изучаемую проблему, которая условно обозначается в виде прямой горизонтальной стрелки. Факторы, прямо или косвенно влияющие на проблему изображаются наклонными стрелками, причем существенные факторы, то есть причины 1-го порядка – наклонными большими стрелками, менее существенные – наклонными маленькими стрелками.
Гистограмма представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год). Гистограмма полезна для получения визуальной информации о процессе и помогает принять решение, на чем сосредоточить управленческие усилия по улучшению процесса.
Эта информация отображается серией столбиков одинаковой ширины, но разной высоты. Ширина столбика представляет интервал в диапазоне наблюдений. Высота столбика представляет количество измерений, попавших в данный интервал. При нормальных данных существует тенденция расположения большинства результатов наблюдений ближе к центру распределения (центральное значение) с постепенным уменьшением при движении от центра. Гистограмма применяется главным образом для анализа значений измеренных параметров, но может использоваться и для расчетных значений.
При нанесении на график допустимых значений параметра можно определить, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Диаграмма Парето способствует выявлению наиболее важных причин потерь качества, возможности улучшения качества и установления целей. Диаграмма Парето обеспечивает простой графический метод классификации причин от наиболее до наименее важных. Диаграмма Парето показывает в убывающем порядке относительное влияние каждой причины на общую проблему. Для представления накопленного влияния причин используется кумулятивная кривая.
С помощью диаграммы Парето анализируется число случаев брака, виды брака, потери от брака по причинам и видам брака, затраты времени и материальные средства на исправление брака, содержание рекламаций, поступающих от потребителей, причины аварий и поломки технологического оборудования, причины несоблюдения технологической дисциплины, затраты на обеспечение качества в процессе производства, анализ спроса на различные виды продукции.
Уровень организации контроля определяется системой контроля.
Система контроля совокупность исполнителей, средств контроля и определенных объектов, действующих по правилам, установленным соответствующей нормативной документацией. К числу органов, осуществляющих контроль, относятся:
1. Внутрипроизводственный контроль – уровень предприятия;
2. Ведомственный контроль – уровень министерства (ведомства);
3. Вневедомственный (государственный) контроль – уровень специализированных органов управления.
Внутрипроизводственный контроль на предприятиях осуществляет отдел технического контроля (ОТК). В его функции входит: входной контроль поступающих на предприятие сырья, материалов, полуфабрикатов, комплектующих и инструментов; операционный контроль; приемочный контроль; испытание новых или модернизированных образцов; проверка соблюдения технологической дисциплины; учет рекламаций.
Контроль за специфическими группами товаров осуществляют органы Государственной инспекции по торговле, качеству товаров и защите прав потребителей Комитета РФ по торговле, Госинспекция по качеству экспортных товаров; Госинспекция по контролю за качеством лекарственных средств и изделий Министерства здравоохранения и др.
Похожие работы
4 Построение функции своевременности 6 Задание 2 8 Расчет функции бездефектности технологического процесса 8 Выводы 10 Список использованных источников 11Задание №1.Используя интервальный метод, вычислить и построить функцию своевременности процесса выполнения услуги.Исходные данные ...
... среды" ТЭО, без должного учета требований рационального природопользования. Более 40% рассматриваемой системой государственной экологической экспертизы документации возвращается на доработку.[5] Методы управления качеством окружающей среды Источники загрязнения: 1) газообразные отходы (пары бензина, этилацетата, ацетона, этилового, бутилового спирта); 2) туманообразные воздушные массы, ...
... , которая позволяет реально обеспечивать высокий уровень качества продукции и услуг за счет внимательного и разумного управления производством и обслуживанием. Система управления качеством организована в соответствии со спецификой и задачами конкретного предприятия. Стандарты ISO 9000 предлагают методику построения такой системы, которая может быть официально сертифицирована. Сертификация системы ...
... испытаний, анализ рекламаций и порядок их регулирования, выяснения причин возникновения дефектов и брака и условий их устранения. Такая служба является важнейшим образующим элементом системы управления качеством на предприятиях в странах Западной Европы и Америки. Служба контроля осуществляет свою деятельность в тесном контакте с соответствующими службами в производственных отделениях, а также с ...
0 комментариев