Роль управления качеством в деятельности компаний
Вторая звезда
Пятая звезда
Методы подготовки
Опережающее развитие стандартизации;
Японская школа управления качеством
Японские модели управления качеством
Основные отличия японской школы управления качеством от европейской и американской
Toyota – мировой лидер в области управления качеством на рынке автомобилестроения
Модели управления качеством, применяемые Toyota
Достижения и просчеты фирмы Toyota в управлении качеством
Навигация
Модели управления качеством, применяемые Toyota
Управление качеством на примере корпорации Toyota
170034
знака
0
таблиц
11
изображений
3.2 Модели управления качеством, применяемые Toyota
Управление качеством на фирме Toyota основано на четырнадцати основных принципах, которые будут описаны ниже:
Раздел I: Философия долгосрочной перспективы
Принцип 1. Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
Используй системный и стратегический подходы при постановке целей, причем все оперативные решения должны быть подчинены такому подходу. Осознай свое место в истории компании и старайся вывести ее на более высокий уровень. Работай над организацией, совершенствуй и перестраивай ее, двигаясь к главной цели, которая важнее, чем получение прибыли. Концептуальное понимание своего предназначения — фундамент всех остальных принципов.
Твоя основная задача — создавать ценность для потребителя, общества и экономики. Оценивая любой вид деятельности в компании, учитывай, решает ли она эту задачу.
Будь ответственным. Стремись управлять своей судьбой. Верь в свои силы и способности. Отвечай за то, что делаешь, поддерживай и совершенствуй навыки, которые позволяют тебе производить добавленную ценность.
Раздел II. Правильный процесс дает правильные результаты
Принцип 2. Процесс в виде непрерывного потока способствует выявлению проблем.
Перестрой технологический процесс так, чтобы создать непрерывный поток, эффективно обеспечивающий добавление ценности. Сократи до минимума время, которое незавершенная работа находится без движения.
Создавай поток движения изделий или информации и налаживай связи между процессами и людьми, чтобы любая проблема выявлялась немедленно.
Этот поток должен стать частью организационной культуры, понятной для всех. Это ключ к непрерывному совершенствованию и развитию людей.
Принцип 3. Используй систему вытягивания, чтобы избежать перепроизводства.
Сделай так, чтобы внутренний потребитель, который принимает твою работу, получил то, что ему требуется, в нужное время и в нужном количестве. Основной принцип: при системе «точно вовремя» запас изделий должен пополняться только по мере их потребления.
Сведи к минимуму незавершенное производство и складирование запасов. Держи в запасе небольшое число изделий и пополняй эти запасы по мере того, как их забирает потребитель.
Будь восприимчив к ежедневным колебаниям потребительского спроса, которые дают больше информации, чем компьютерные системы и графики. Это поможет избежать потерь при скоплении лишних запасов.
Принцип 4. Распределяй объем работ равномерно (хейдзунка): работай как черепаха, а не как заяц.
Устранение потерь — лишь одно из трех условий успеха бережливого производства. Устранение перегрузки людей и оборудования и сглаживание неравномерности графика производства не менее важны. Этого часто не понимают в компаниях, которые пытаются применять принципы бережливого производства.
Работай над равномерным распределением нагрузки во всех процессах, связанных с производством и обслуживанием. Такова альтернатива чередованию авралов и простоев, характерных для массового производства.
Принцип 5. Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
Качество для потребителя определяет твое ценностное предложение.
Используй все доступные современные методы обеспечения качества.
Создавай оборудование, которое способно самостоятельно распознавать проблемы и останавливаться при их выявлении. Разработай визуальную систему извещения лидера команды и ее членов о том, что машина или процесс требуют их внимания. Дзидока (машины с элементами человеческого интеллекта) — фундамент для «встраивания» качества.
Позаботься о том, чтобы в организации существовала система поддержки, готовая к оперативному решению проблем и принятию корректирующих действий.
Принцип остановки или замедления процесса должен обеспечивать получение необходимого качества «с первого раза» и стать неотъемлемой частью производственной культуры компании. Это повысит производительность процессов в перспективе.
Принцип 6. Стандартные задачи — основа непрерывного совершенствования и делегирования полномочий сотрудникам.
Используй стабильные, воспроизводимые методы работы, это позволит сделать результат более предсказуемым, повысит слаженность работы, а выход продукции будет более равномерным. Это основа потока и вытягивания.
Фиксируй накопленные знания о процессе, стандартизируя лучшие на данный момент методы. Не препятствуй творческому самовыражению, направленному на повышение стандарта; закрепляй достигнутое новым стандартом. Тогда опыт, накопленный одним сотрудником, можно передать тому, кто придет ему на смену.
Принцип 7. Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Используй простые визуальные средства, чтобы помочь сотрудникам быстро определить, где они соблюдают стандарт, а где отклонились от него.
Не стоит использовать компьютерный монитор, если он отвлекает рабочего от рабочей зоны.
Создавай простые системы визуального контроля на рабочих местах, способствующие поддержанию потока и вытягивания.
По возможности сократи объем отчетов до одного листа, даже если речь идет о важнейших финансовых решениях.
Принцип 8. Используй только надежную, испытанную технологию.
Технологии призваны помогать людям, а не заменять их. Часто стоит сначала выполнять процесс вручную, прежде чем вводить дополнительное оборудование.
Новые технологии часто ненадежны и с трудом поддаются стандартизации, а это ставит под угрозу поток. Вместо непроверенной технологии лучше использовать известный, отработанный процесс.
Прежде чем вводить новую технологию и обрудование, следует провести испытания в реальных условиях.
Отклони или измени технологию, которая идет вразрез с твоей культурой, может нарушить стабильность, надежность или предсказуемость.
И все же поощряй своих людей не забывать о новых технологиях, если речь идет о поисках новых путей. Оперативно внедряй зарекомендовавшие себя технологии, которые прошли испытания и делают поток более совершенным.
Раздел III. Добавляй ценность организации, развивая своих сотрудников и партнеров
Принцип 9. Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
Лучше воспитывать своих лидеров, чем покупать их за пределами компании.
Лидер должен не только выполнять поставленные перед ним задачи и иметь навыки общения с людьми. Он должен исповедовать философию компании и подавать личный пример отношения к делу.
Хороший лидер должен знать повседневную работу как свои пять пальцев, лишь тогда он сможет стать настоящим учителем философии компании.
Принцип 10. Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Создавай сильную, стабильную производственную культуру с долговечными ценностными ориентациями и убеждениями, которые разделяют и принимают все.
Обучай незаурядных людей и рабочие команды действовать в соответствии с корпоративной философией, которая позволяет достичь исключительных результатов. Трудись не покладая рук над укреплением производственной культуры.
Формируй межфункциональные группы, чтобы повысить качество и производительность и усовершенствовать поток за счет решения сложных технических проблем. Вооружи людей инструментами, которые позволяют совершенствовать компанию.
Неустанно обучай людей работать в команде на общую цель. Освоить работу в команде должен каждый.
Принцип 11. Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
Уважай своих партнеров и поставщиков, относись к ним, как к равноправным участникам общего дела.
Создавай для партнеров условия, стимулирующие их рост и развитие. Тогда они поймут, что их ценят. Ставь перед ними сложные задачи и помогай решать их.
Раздел IV. Постоянное решение фундаментальных проблем стимулирует непрерывное обучение
Принцип 12. Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
Решая проблемы и совершенствуя процессы, ты должен увидеть происходящее своими глазами и лично проверить данные, а не теоретизировать, слушая других людей или глядя на монитор компьютера.
В основе твоих размышлений и рассуждений должны лежать данные, которые проверил ты сам.
Даже представители высшего руководства компании и руководители подразделений должны увидеть проблему своими глазами, лишь тогда понимание ситуации будет подлинным, а не поверхностным.
Принцип 13. Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
Не принимай однозначного решения о способе действий, пока не взвесишь все альтернативы. Когда ты решил, куда идти, следуй избранным путем без промедления, но соблюдай осторожность.
Немаваси — это процесс совместного обсуждения проблем и потенциальных решений, в котором участвуют все. Его задача — собрать все идеи и выработать единое мнение, куда двигаться дальше. Хотя такой процесс и занимает довольно много времени, он помогает осуществить более масштабный поиск решений и подготовить условия для оперативной реализации принятого решения.
Принцип 14. Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Как только процесс стабилизировался, используй инструменты непрерывного совершенствования, чтобы выявить первопричины неэффективной работы, и принимай действенные меры.
Создай такой процесс, который почти не требует запасов. Это позволит выявить потери времени и ресурсов. Когда потери очевидны для всех, их можно устранить в ходе непрерывного совершенствования (кайдзен).
Оберегай базу знаний об организации своей компании, не допускай текучести кадров, следи за постепенным продвижением сотрудников по службе и сохранением накопленного опыта.
При завершении основных этапов и окончании всей работы произведи анализ (хансей) ее недостатков и открыто говори о них. Разработай меры, которые предупредят повторение ошибок.
Вместо того чтобы изобретать колесо, когда начинаешь новую работу или когда появляется новый менеджер, научись стандартизовать лучшие приемы и методы[50].
TPS представляет собой пример последовательного и продуманного применения принципов Toyota. Дао Toyota представляет собой фундамент производственной культуры Toyota, а такая культура обеспечивает эффективное функционирование TPS. При этом создание TPS и ее ошеломляющий успех тесно связаны с развитием подхода Toyota.
Применяя TPS, в первую очередь следует оценить производственный процесс с точки зрения потребителя. Первый вопрос в TPS всегда один: «Чего ждет от этого процесса потребитель?» (Речь идет как о внутреннем потребителе, который работает с изделием на последующих операциях производственной линии, так и о конечном, внешнем потребителе.) Таким образом определяется ценность. Посмотрев на процесс глазами потребителя, вы поймете, на каких стадиях добавляется ценность, а на каких — нет. Это применимо к любому процессу: производству, обмену информацией или обслуживанию.
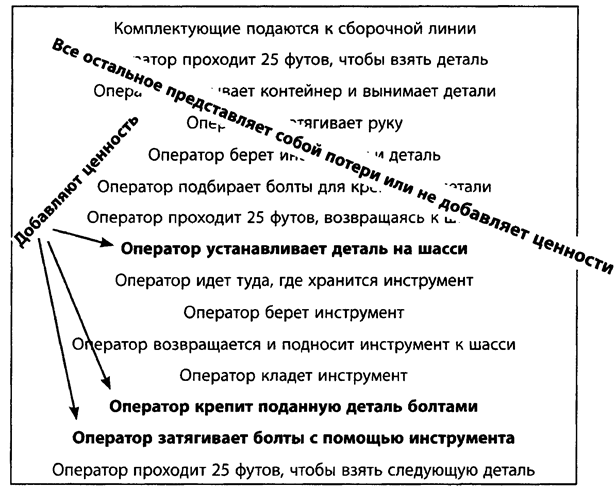
Рис. 3.1. Потери на сборочной линии шасси грузовых автомобилей
Рассмотрим пример ручной сборки шасси грузовика на сборочной линии (см. рис. 3.1). Оператор производит много действий, но лишь немногие из них добавляют изделию ценность, которая важна для потребителя. В данном случае выявлено лишь три операции, которые добавляют ценность. Ряд других операций также необходим, хотя они не создают ценности[51].
Например, оператор должен протянуть руку, чтобы взять инструмент. Задача состоит в том, чтобы на операции, которые не добавляют изделию ценность, затрачивалось как можно меньше времени. Для этого инструменты и детали должны подаваться как можно ближе к месту сборки.
Toyota выявила семь основных видов потерь — действий или затрат, не добавляющих ценности при осуществлении производственных и бизнес-процессов, которые перечислены ниже. Эти потери возможны не только на производственной линии, но и при разработке продукта, принятии заказов и в делопроизводстве. Существует и восьмой вид потерь, который можно добавить к списку.
1. Перепроизводство. Производство изделий, на которые не поступало заказа, ведет к избытку запасов и порождает такие потери, как излишек рабочей силы и складских помещений, а также затраты на транспортировку.
2. Ожидание (потери времени). Рабочие, которые наблюдают за работой автоматического оборудования, простаивают в ожидании очередной рабочей операции, инструмента, деталей и т.д. или просто сидят без работы из-за отсутствия деталей, задержек в ходе обработки, простоя оборудования и нехватки мощностей.
3. Лишняя транспортировка или перемещение. Перемещение незавершенного производства на большие расстояния, порождающее неэффективность при транспортировке, а также перемещение материалов, деталей и готовых изделий на склад и со склада.
4. Излишняя обработка. Ненужные операции при обработке деталей. Неэффективная обработка из-за низкого качества инструмента или непродуманного конструктивного решения, которая влечет за собой лишние движения и ведет к появлению дефектов. Потери, вызванные завышенными требованиями к качеству.
5. Избыток запасов. Избыток сырья, незавершенного производства или готовых изделий увеличивает время выполнения заказа, вызывает моральное старение продукции, ведет к повреждению готовых изделий, затратам на транспортировку и хранение, задержкам и проволочкам. Кроме того, избыток запасов мешает выявлению таких проблем, как несбалансированность производства, задержки поставок, дефекты, простои оборудования и длительная переналадка.
6. Лишние движения. Все лишние движения, которые приходится делать сотрудникам в процессе работы: поиски того, что нужно, необходимость тянуться за инструментами, деталями и т.п. или заниматься их укладкой. Сюда же относится ходьба.
7. Дефекты. Производство дефектных деталей и исправление дефектов. Ремонт, переделка, отходы, замена продукции и ее проверка ведут к потере времени и сил.
8. Нереализованный творческий потенциал сотрудников. Потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения к сотрудникам, которых вам некогда выслушать.
Тайити Оно считал основным видом потерь перепроизводство, поскольку именно оно порождает большую часть остальных потерь. Если компания на любой стадии производственного процесса изготавливает больше изделий, чем нужно потребителю, это неизбежно ведет к избыточным запасам на последующих стадиях производства: детали лежат и ждут очередного этапа обработки. Приверженцы массового или крупносерийного производства могут спросить: «Ну и в чем проблема? Пусть люди и оборудование делают свое дело, производят детали». Проблема в том, что избыток запасов, которые скапливаются, ожидая следующей стадии обработки, влияет на поведение сотрудника, у которого исчезает стимул к постоянному совершенствованию[52].
Зачем беспокоиться о профилактическом обслуживании оборудования, если его простой не приводит к нарушению процесса сборки? Зачем переживать из-за небольших отклонений качества, если дефектные детали отправляются в общую кучу? А когда дефектная деталь наконец поступит на следующую операцию, где рабочий попытается использовать ее при сборке, обнаружится, что негодные детали производятся уже несколько недель, но об этом никто не знал, ведь они дожидаются своего часа уже давным-давно.
На рис. 3.2 эти потери представлены на простой координате времени для процесса литья, механообработки и сборки. При традиционном технологическом цикле большая часть времени, затраченного на обработку материала, представляет собой потери.
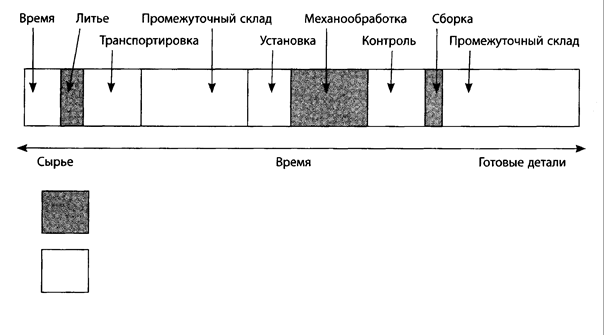
Рис. 3.2. Потери при создании добавленной ценности
С точки зрения бережливого производства сначала следует составить карту потока создания ценности в соответствии с траекторией перемещения материала в ходе интересующего процесса. При составлении схемы такого перемещения получают схему, которая называется «диаграммой спагетти». Даже те, кто большую часть жизни проработал на производстве, поражаются полученным результатам. На рис. 3.2 видно, что мы растягиваем очень простые процессы обработки изделия до такой степени, что выявление операций, добавляющих ценность, становится непростым делом.
Можно показать поразительный пример, подтверждающий вышеописанное. Участники одного из семинаров — инженеры и менеджеры — уверяли, что их компании бережливое производство ничего не даст, слишком уж прост процесс. Рулонная сталь нарезается на куски, в них пробиваются отверстия, после чего заготовки проходят термообработку и укладываются в коробки. Заготовки обрабатываются на станках-автоматах со скоростью сотни гаек в минуту.
Когда проследили за потоком создания ценности (а значит, и за операциями, в ходе которых не создавалась добавленная ценность), стало понятно, что заявление сотрудников компании звучит просто смехотворно. Начали с площадки приема грузов, и каждый раз, когда казалось, что процесс уже завершен, приходилось вновь обходить весь завод, чтобы добраться туда, где проходила очередная стадия обработки. В какой-то момент гайки на несколько недель увозили с завода для термообработки, поскольку по подсчетам руководства заключить контракт на эту работу было выгоднее, чем обрабатывать гайки самостоятельно. В конце концов, оказалось, что процесс изготовления гаек затягивается на недели, а то и на месяцы. При этом большинство технологических операций занимает несколько секунд, за исключением термообработки, которая проводится в течение нескольких часов. После подсчета доли времени, которое затрачивается на создание добавленной ценности, для разных видов продукции получили показатели от 0,008% до 2-3%. При этом оборудование часто простаивало, станки работали вхолостую, а вокруг громоздились залежи заготовок. Какой-то сообразительный менеджер решил, что заключить контракт на техническое обслуживание с другим предприятием дешевле, чем нанимать людей на полный рабочий день. Таким образом, когда станок ломался, починить его часто было некому, не говоря уже о профилактическом обслуживании. В результате ради эффективности на одном участке поток создания ценности замедлялся и растягивался из-за незавершенного производства, запасов готовых изделий и времени, затраченного на выявление проблем (дефектов), снижающих качество. В итоге предприятию не хватало гибкости для удовлетворения изменяющихся требований потребителя[53].
Похожие работы
... многими другими японскими фирмами, а в последствии и фирмами других стран, является компания «ТОЙОТА».О секрете успеха и о принципах управления в компании мы поговорим во второй главе. 2. Особенности управления в компании TOYOTA 2.1 История фирмы TOYOTA В мировом рейтинге автопроизводителей «Тойота» сегодня занимает третью позицию и догоняет лидеров – General Motors и Ford. Такой успех ...
... или эмоциональными отличительными свойствами. Сейчас все большую популярность приобретают смешанные формы управления, сочетающие отдельные элементы обеих моделей. Глава 3. Специфика управления брендом в индустрии спортивной моды 3.1 Спортивная и модная индустрия: точки соприкосновения Спортивный стиль в одежде вошел в моду в 1920-е гг. Считается, что первым к нему обратился французский ...

... ведущих предприятий и фирм; снижение дефектности и др. Политика в области качества должна быть изложена в специальном документе, оформлена в виде программы. Общая система управления качеством может иметь подсистемы по отдельным видам продукции или деятельности фирмы. Деятельность по гарантии качества включает: планирование и проектирование; проектирование технологических процессов и ...
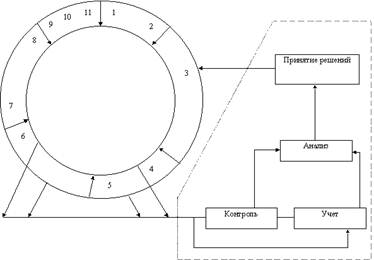


... мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества, чтобы продукция удовлетворяла требованиям к качеству. Управление качеством включает принятие решений, чему предшествует контроль, учет, анализ. Улучшение качества – постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов ...
0 комментариев