Навигация
2.1 Транспортная группа
К транспортной группе агрегатов и механизмов относятся слитковозы, рольганги, холодильники, манипуляторы, кантователи, поворотные и подъемные механизмы. К обрабатывающей группе агрегатов и механизмов относятся ножницы, пилы, правильные механизмы и прессы, моталки, разматыватели и др.
Слитковозы. В настоящее время на обжимных станах приняты две схемы подачи слитков: челночная и кольцевая. На современных станах осуществляется кольцевая слиткоподача, дающая возможность обеспечить высокую его производительность, составляющую 5-6 млн. тонн и более в год годного проката. Кольцевая слиткоподача называется так потому, что движение слитковозов осуществляется по замкнутому кольцу.
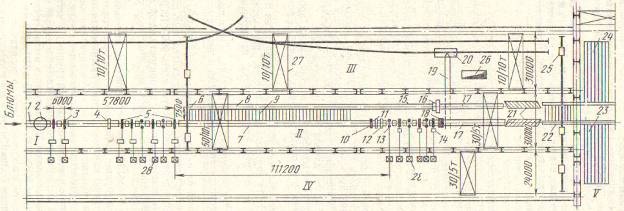
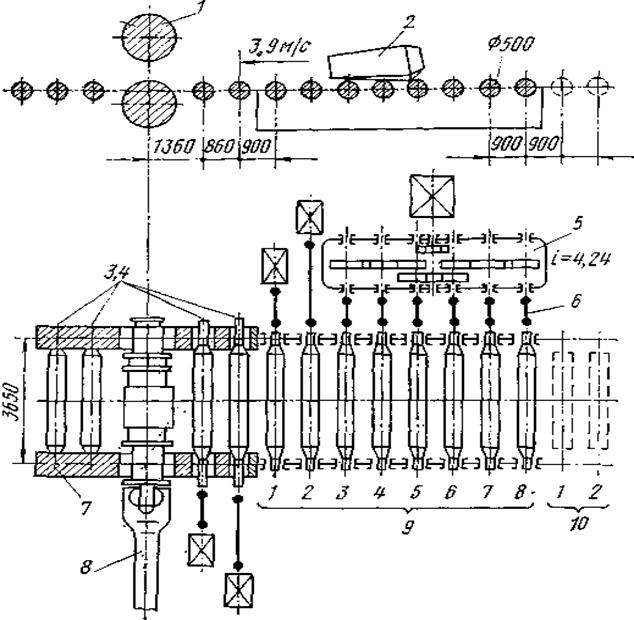
Рольганги. Рольганги предназначен для транспортирования металла к прокатному стану, задачи металла в валки, приема его из волков и передвижение к ножницам, пилам, правильным и другим устройствам и механизмам. Общая длина рольгангов довольно значительна, а масса их иногда достигает 20-30% от массы механического оборудования всего прокатного цеха. По своему назначения рольганги разделяют на рабочие и транспортные. Рабочие рольганги расположены непосредственно у рабочей клети стана и служат для задачи прокатываемого метала в валки и приема его из валков. Все остальные рольганги называют транспортными. По способу привода роликов рольганги бывают с групповым и индивидуальным приводом и с холостыми роликами. Групповой привод применяют редко и только для рольгангов, работающих в тяжелых условиях. При индивидуальном приводе каждый ролик приводится от отдельного электродвигателя. Такая конструкция проще в изготовлении и эксплуатации. Рольганги с холостыми роликами применяют как транспортные. Их располагают с небольшим уклоном к горизонтали и перемещение металла происходит под действием собственного веса металла. Эти рольганги называют гравитационными. Ролики изготавливают цельноковаными, литыми или из труб.
Холодильники. Холодильники являются связующим звеном между прокатным станом и агрегатами для отделки проката. Удельная масса холодильника в общей массе оборудования прокатного цеха значительна и составляет от 35 до 50%. На холодильники осуществляется прием прокатанного металла, его охлаждения, передача на отводящий рольганг, транспортирование металла к отделочным агрегатам. Для охлаждения прокатанного металла на сортопрокатных станах применяются реечные и роликовые холодильники. Реечные холодильники получили наибольшее распространение и бывают одно- и двусторонние: по числу одновременно принимаемых ниток прокатанного металла. На реечном холодильнике охлаждение полос происходит на подвижных зубчатых рейках, совершающих качательно-поступательное движение. Важным достоинством этих холодильников является возможность правки прокатанного металла в процессе охлаждения. Прокатанный металл, поступая по рольгангу, при одновременном подъеме клапанов, сбрасывается на гребенку, которая расположена рядом с роликами рольганга по всей длине холодильника. С гребенок прокатанный металл забирается системой «шагающих» реек и перекладываются на неподвижные рейки. Дальнейшее продвижение металла осуществляется в результате качения реек, при перемещении по холодильнику металл охлаждается до 80-120 0С, передается на отводящий рольганг, ведущий к ножницам для холодной резки на мерные длины. Длина холодильника составляет 125м., ширина – 16м. Роликовые холодильники, которые состоят из роликов диаметром 100-120мм., расположены под углом 35-40 0 к оси подводящего рольганга. Ролики приводятся во вращение от одного электродвигателя через редуктор и коническую шестеренную передачу, передающую вращение каждому ролику. При одновременном вращении всех роликов прокатанный металл перемещается в направлении от подводящего рольганга к отводящему. Достоинством такого холодильника является равномерное охлаждение металла.
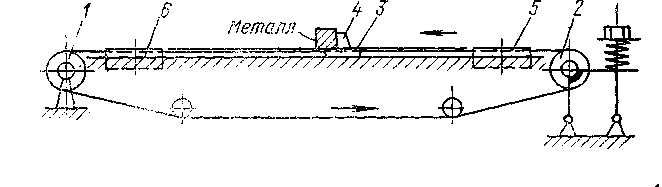
Шлепперы . для перемещения заготовок и крупносортных профилей поперек цеха от рольганга к рольгангу, к уборочному карману или в соседний пролет цеха применяется канатные или цепные шлепперы. Канатный шлеппер состоит из 6-8 канатов, которые тянут между рядом приводных барабанов и рядом натяжных блоков. На всех канатах в один ряд закреплены шлепперные тележки с упорными пальцами. При ходе тележек вперед упорные пальцы перемещают металл от рольганга к рольгангу. При обратном ходе тележки пальцы «утапливаются» и проходят под металлом. При непрерывной реверсивной работе со скоростью перемещения тележки 1-2 м/с канатный шлеппер отличается маневренностью и позволяет накапливать на стеллажах и перемещать большое количество металла при одновременном его охлаждении. Цепной шлеппер применяют для тех же целей, что и канатный, цепи более теплоустойчивы при перемещении горячего металла, чем канаты, однако нормально они могут работать при натяжении их только в одну сторону, поэтому цепные шлепперы являются нереверсивными и менее маневренными.
Манипуляторы и кантователи. Манипуляторы предназначены для передвижения металла по роликам рольганга параллельно их бочке с целью последующего правильного направления металла в валки. Одновременно линейки манипулятора выправляют прокатываемый металл, если он искривился при прокате. Манипуляторы применяют на обжимных заготовочных и толстолистовых станах при прокатке слитков и относительно толстой заготовке. Кантователи служат для поворота прокатываемой полосы относительно продольной оси на 90 0 перед задачей в следующий калибр для обеспечения равномерного обжатия металла по всему сечению. На обжимных станах манипуляторы устанавливают с передней и задней сторон рабочей клети. Прокатываемый металл, направленный в валки передней пары линеек, с другой стороны клети принимается задней парой линеек, а затем передвигается ими к следующему калибру валков. Кантователи применяют крюкового типа. В линейке манипулятора предусмотрены направляющие пазы, в которых могут вертикально передвигаться кантующие крюки. Подъем крюков и опускание осуществляется поворотом вала, на котором закреплены рычаги, шарнирно соединенные с крюками. Вал со своими подшипниками смонтирован на линейке манипулятора и поворачивается при перемещении штанги. В исходном положении кантующие крюки находятся между роликами рольганга. При кантовке крюки поднимаются, захватывают нижнюю часть блюма и поворачивают его. На сортовых станах для кантовки заготовки на ходу применяют так называемые кантующие втулки. Кантовка полосы производится после выхода ее из предыдущей клети во время движения полосы по рольгангу и перед входом ее в последующую клеть. Кантующая втулка представляет собой разъемную деталь, которая поворачивается вокруг неподвижной точки при помощи кривошипно-шатунного привода для поворота раската на 45 или 90 0, движущегося по рольгангу со скоростью 0,5-0,8 м/с. Время кантовки раската на 90 0 равно 1,3 с. При входе во втулку раската втулка поворачивается на заданный угол, а после выхода возвращается в исходное положение. Кантователи применяют на инспекционных рольгангах для визуального осмотра качества поверхности сортового и листового проката; при правке рельсов на прессе; для кантовки рулонов из горизонтального положения в вертикальное и из вертикального в горизонтальное и т. д.
Подъемно-качающиеся столы. Их применяют на листовых, сортовых трехвалковых и тонколистовых двухвалковых станах линейного типа. На листовых трехвалковых станах подъемно-качающиеся столы устанавливают с обеих сторон рабочей клети. С передней стороны стана подъемный стол служит для подъема прокатываемой полосы и задачи между верхним и средним валком. С задней стороны стана подъемный стол служит для приема выходящей из валков полосы, опускания и задачи ее между средним и нижним валками. На сортовых трехвалковых станах с диаметром валков менее 600 мм столы устанавливают с одной передней стороны. С задней стороны устанавливают кантователь, который служит для приема и опускания полосы. На нереверсивных двухвалковых станах подъемные столы служат для подачи листов через верхний валок на сторону задачи для повторной прокатки.
Похожие работы
... рабочих линий) и дополнительно машины и агрегаты, с использованием которых выполняют различные технологические операции по перемещению, транспортированию и обработке заготовок и прокатанных полос. Весь комплекс дополнительных машин и агрегатов относят к группе вспомогательного оборудования прокатных цехов. 5.1 Выбор основного оборудования Так как заготовки 110110 мм и 250250 мм, то и расчёт ...
... . Таким образом, учитывая выход годных изделий и коэффициент использования стана, практическая часовая производительность при прокатке может быть найдена по такой формуле: A = (3600/T) G R1 R2 Любой прокатный стан в течение определенного времени прокатывает разные профили, поэтому его производительность не может быть подсчитана по одному профилю. Для каждого профиля стан имеет свою ...



... по категориям, профессиям, квалификации и образованию, перейдем к анализу использования рабочего времени и уровня производительности труда в цехе и его оплате. 2.4 Анализ результатов использования трудовых ресурсов цеха 2.4.1 Анализ использования рабочего времени Наиболее универсальным показателем использования трудовых ресурсов на предприятии является рабочее время, т. е. количество ...

... вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов. 3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75 Блюминг Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм. В некоторых ...
0 комментариев